

DOI:10.11991/yykj.201503008

 ,
,
,
,
,
,
随着造船业的飞速发展,对部件焊接效果的要求越来越高,需要切割机能够切割出高精度的坡口。因此切割机的设计、生产、制造过程中应该着重考虑影响切割机精度的因素,尽可能地减小误差。割枪末端误差受到静态因素和动态因素的影响,由于该切割机运行速度、加速度都较低,因此在运动过程中由惯性力所引起的弹性变形和振动对末端误差影响不大[1]。所以本文从静态因素对末端误差的影响进行分析。静态因素包括切割机零部件制造误差、各部件安装误差、传动误差等许多因素[2]。由于运动学模型体现了切割机构件的所有参数影响下的末端位姿,所以在运动学模型的基础上建立割枪末端线性误差模型,有针对性的研究了切割机处于右侧极限位置切割45度坡口时各参数误差对末端误差分量的影响,分析了同一参数误差在公差范围内变化时,末端各误差分量变化程度的大小,变化方向和趋势。
1 切割机的运动学模型
切割机模型如图 1所示,处于工作状态的便携式切割机为伸展状态,依靠底座上安装的电磁铁以磁力吸附的方式固定在待加工曲面上。非工作状态时,伸出的2个连杆可以折叠入切割机竖直支架中,实现了小体积转移。
 |
| 图 1 切割机模型 |
为了便于运动学分析,依据D-H方法[3],对切割机构进行了简化,并建立图 2切割机的连杆坐标系。
 |
| 图 2 连杆坐标系 |
图中,下标0、1、2、4、5分别表示各构件。对于坐标系,下标0为切割机的基坐标,下标q为割枪末端坐标。在建立的坐标系中,各个位置的坐标通过沿着3个坐标轴的移动距离和绕3个坐标轴的旋转角度这6个参数来表示。因此误差的表示就有6个分量。该机构通过各构件的协同旋转来实现割枪末端的空间任意轨迹。
由图 2中坐标系的建立方式及各坐标系间的相互关系,应用文献[4]中的建模方法可以得到各坐标系间的变换关系如下:
最终得到切割机割枪末端坐标系相对基坐标系的齐次变换:

定义


n、o、a为决定姿态矩阵的列向量,p为决定位置矩阵的列向量,式中:
px=d1s1-d5(c1s1+c1s0s1s2+c0c1c2s1)-s1(c1d3-d2s1)+d4(s12+c12s0s2+c0c12c2)+c0c1c2(c1d2-d3s1)+c1s0s2(c1d2-d3s1)
py=d4(c1s0s1s2-c1s1+c0c1c2s1)-c1d1-d5(s0s12s2-c12+c0c2s12)+c1(c1d3-d2s1)+c0c2s1(c1d2-d3s1)+s0s1s2(c1d2-d3s1)
pz=d4(c0c1s2+c1c2s0)-d5(c0s1s2+c2s0s1)+c0s2(c1d2-d3s1)+c2s0(c1d2-d3s1)
2 运动学误差模型的建立 2.1 线性误差模型的提出
依据D-H建模方法以及前文所述末端误差的6个分量,可以通过dxq,dyq,dzq来表示割枪末端坐标系沿着3个坐标轴方向的长度误差分量,而用δxq、δyq、δzq来表示割枪末端坐标系绕3个坐标轴旋转的角度误差分量。通过参考文献[5]可知:


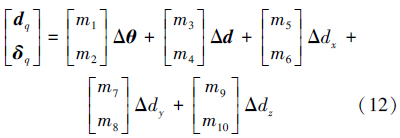
对于式(2)、(3)来说,可以针对其中某一个参数的误差对割枪末端误差分量的影响来分析该参数误差的影响度。对于某一个参数误差对末端误差分量的影响来说,可以将其他参数误差的系数矩阵取为零阵,这样就获得了单一参数误差对末端各误差分量的线性误差模型。
2.2 线性误差模型的建立
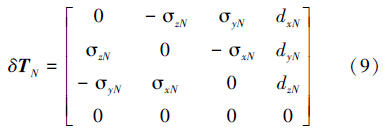
Ti+1i(i=0,1,2,3)表示图 2中坐标系i和i+1之间的齐次变换关系,设dTq为割枪末端误差矩阵微分,由式(1)可知:
T40+dTq=(T10+dT01)(T21+dT21)(T32+dT32)(T43+dT43) (4) 展开式(4),并忽略2阶及以上高阶小量,得:







把d0~d4、δ0~δ4代入,整理得切割机末端的位姿误差模型:
3 误差模型的仿真
由文献[8]可知上述得到的线性误差模型是正确的。割枪末端的理论位姿可以由式(1)代入各名义参数得到。而切割机的割枪末端实际位姿是在切割机的名义参数上加上公差范围内的一个随机小数值,经过式(1)算得。在只考虑其中一个参数在公差范围内变化时,就可以通过上述误差模型得到末端位姿误差在3坐标轴方向及绕3坐标轴旋转的分量与该参数误差变化的线性关系。
图 2中机构各连杆长度为定值,其分别为d1=1 015 mm,d2=800 mm,d3=160 mm,d4=525 mm,d5=410 mm。将各连杆长度参数d1、d2、d4、d5误差Δd取为-0.5 mm~0.5 mm,将各连杆旋转角度参数θ0、θ1、θ4误差Δθ取为-0.2°~0.2°。利用MATLAB软件编程,进行上述误差模型的计算,并绘制末端位姿误差分量与各参数误差的线性关系图线。
由图 3~12可以得出,当切割机构处于右侧极限位置并切割45度坡口时,从独立影响的角度来看,长度参数误差对末端位姿中3个坐标轴方向的误差有影响,而对末端位姿中绕3个坐标轴的旋转没有影响。角度误差对末端位姿的6个分量均有影响。对于长度误差来说,其对各误差分量的影响大小程度不同,而且从图 3可知d1的长度误差对末端位姿中z方向的误差没有影响。因此可以得出,存在某一长度误差变化对末端位姿坐标轴方向的3个参数中某一个误差分量没有影响。而且同一参数误差变换引起的末端位姿坐标各参数变化方向不同。
 |
| 图 3 Δd1对末端误差分量的影响 |
 |
| 图 4 Δd2对末端误差分量的影响 |
 |
| 图 5 Δd4对末端误差分量的影响 |
 |
| 图 6 Δd5对末端误差分量的影响 |
 |
| 图 7 Δθ0对末端误差分量的影响 |
 |
| 图 8 Δθ1对末端误差分量的影响 |
 |
| 图 9 Δθ4对末端误差分量的影响 |
 |
| 图 10 Δθ0对末端误差分量的影响 |
 |
| 图 11 Δθ1对末端误差分量的影响 |
 |
| 图 12 Δθ4对末端误差分量的影响 |
4 结束语
本文属于切割机静态误差分析。文中针对切割机处于极限位置并切割45度坡口这种情况,分析了各参数误差对末端位姿坐标6个参数的影响。应用D-H方法建立切割机运动学模型,在此运动学模型基础上,建立了切割机线性误差模型。在确定了建模方法的正确性之后利用MATLAB进行误差模型仿真,得到仿真结果及误差影响图线。通过对图线的分析,得到了每个参数误差对末端位姿误差各分量的线性影响关系。当需要待切割零件在某一方向的精度较高时,可以通过协同控制各参数的公差来减小末端位姿某一误差分量。从而提高切割机的专用性。另外,本文中的误差分析,对于切割机后续误差补偿过程也做了铺垫。
| [1] | 赵飞, 梅雪松, 姜歌东, 等. 数控机床进给系统装配误差建模及特性分析[J]. 上海交通大学学报, 2013,47(5) 704-707. |
| [2] | 李凡, 朱国力. 三轴标定转台的指向误差建模与仿真分析[J]. 机械工程与自动化, 2014(6): 147-149. |
| [3] | 谭兴强, 张键, 谢志江. 风洞6_PUS并联支撑机器人运动误差建模与补偿[J]. 农业机械学报, 2014, 45(4): 334-339. |
| [4] | 丁希仑, 周乐来, 周军. 机器人的空间位姿误差分析方法[J]. 北京航空航天大学学报, 2009, 35(2): 241-245. |
| [5] | 焦国太, 余跃庆, 梁皓. 机器人位姿误差的结构分析方法[J]. 应用基础与工程科学学报, 2001, 9(2/3): 259-265. |
| [6] | 胡胜海, 张校东, 李林,等. 复杂曲面切割机构运动及误差分析的旋量方法[J]. 北京工业大学学报, 2013, 39(3): 347-352. |
| [7] | 李嘉, 王纪武, 陈恳, 等. 基于广义几何误差模型的微机器人精度分析[J]. 机械工程学报, 2000, 36(8): 20-24. |
| [8] | PAUL R P. Robot manipulators: mathematics, programming, and control[M]. London: The MIT Press, 1981: 50-60. |