 2020, Vol. 38
2020, Vol. 38 


2. 平顶山平东热电有限公司, 河南 平顶山 467000;
3. 河南质量工程职业学院, 河南 平顶山 467001
2. Pingdingshan Pingdong Thermal Power Co., Ltd., Pingdingshan 467000, China;
3. Henan Quality Polytechnic; Pindingshan 467001, China
随着国内越发严格环保政策的实施及逐渐深入的零排放形势,火电厂脱硫废水处理、零排放工艺路线得到越来越多的研究。零排放是未来热电厂脱硫废水处理的主要途径,亟需加快新材料、新装备、新工艺等在脱硫废水零排放的工业化应用进程。郑利兵等指出“膜分离+蒸发结晶”组合工艺将会成为脱硫废水深度处理与零排放的关键工艺[1]。李润昌等提出火电厂脱硫废水高温烟气蒸发处理工艺[2]。庞冬等提出脱硫废水处理系统工艺优化对策,最大限度对脱硫废水进行回收利用[3]。韩庭苇等针对目前燃煤电厂脱硫废水存在废水污染组分差别大、硬度高,造成易结垢、易腐蚀设备等问题,提出进一步开发组合工艺,实现脱硫废水近零排放或零排放是未来燃煤电厂脱硫废水处理技术的发展方向[4]。曹艳芳等分析了目前脱硫废水处理系统的常见问题,同时列举了国内运行较好的案例,提出脱硫废水处理需根据电厂自身实际进行工艺选择和优化的建议[5]。
某发电厂一期工程2×1030 MW超超临界机组分别于2010年11月和12月投产。锅炉为东方锅炉股份有限公司DG3000/26.15-Ⅱ型,超超临界参数变压直流、一次再热、平衡通风、露天岛式布置、固态排渣、全钢构架、全悬吊结构、对冲燃烧方式Π型锅炉。工程同步建设烟气脱硫、脱硝设施,其中脱硫设施采用石灰石/石膏湿法烟气脱硫工艺,脱硫吸收剂为石灰石,副产物为石膏。运行中会产生少量的脱硫废水,水质恶劣、复杂、处理回用难度大,单台机组脱硫废水排放量约为10 m3/h。《水污染防治行动计划》发布后,发电厂对脱硫废水处理设施进行了升级改造,并优化了处理工艺,实现了脱硫废水的零排放[6]。该工程建成后,电厂每年可减少排放脱硫废水10.08万t,满足国家和地方技术政策、产业政策及行业发展规划要求,社会和环境效益良好。
1 水处理系统现状该发电厂2台燃煤发电机组采用2次循环单元制供水系统。每台机组配1座12 000 m2逆流式自然通风冷却塔、3台立式循环水泵,循环水泵出水汇至1条直径为3800 mm的循环水进水管、回水汇至另1条同一直径的回水母管。循环冷却水系统的补水由污水处理厂的中水和水库水联合供给,水库水同时作为城市中水的备用水源,生活用水由水库供给,中水经石灰处理后补入冷却塔。循环冷却水经过循环水泵加压后向凝汽器和辅机提供冷却水,循环排污水以工业水的形式作为脱硫用水、灰库加湿搅拌机用水等。干灰输送系统采用正压浓相气力分别将省煤器、电除尘的灰输送至粗细灰库收集外运。除渣系统采用干式排渣,由冷灰斗下落的热渣经风冷和破碎后存储于渣仓,定期通过工业水加湿后由搅拌机排至拉渣汽车外运。栈桥冲洗、栈桥喷雾、煤场喷洒等用水主要采用工业废水,使用后的含煤废水通过煤水处理系统处理合格后回用,废水零排放技术改造前全厂水平衡如图 1所示。在2016年8月水平衡测试期间,以双机同时运行时段计算,1号机组平均电负荷为855.66 MW,2号机组平均电负荷为845.19 MW,全厂平均负荷率85.04%。公司总取水量为3028.1 m3/h,总耗水为2956.1 m3/h,总排水量为72 m3/h,单位发电量取水量为1.78 m3/MWh。

|
图 1 全厂水平衡图 |
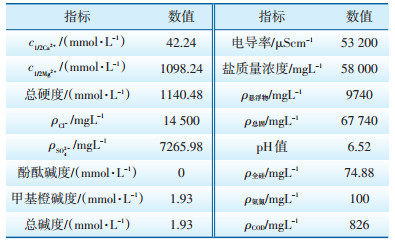
该发电厂脱硫废水设计水量20 m3/h,废水的各项指标和各种离子质量浓度均比较高,如表 1所示。为了降低后续蒸发固化处置成本,提高蒸发设备运行稳定性,需考虑对脱硫废水进行预处理。预处理主要有:石灰联合Na2CO3软化、NaOH联合Na2CO3软化和管式微滤软化3种工艺,其软化工艺流程如图 2、图 3所示。
| 表 1 脱硫废水水质 |

|
图 2 石灰联合Na2CO3软化工艺流程 |

|
图 3 管式微滤软化流程 |
NaOH联合Na2CO3软化工艺流程与石灰联合Na2CO3类似,但一级反应采用NaOH调节废水pH值,使脱硫废水中部分重金属离子、Mg2+和硅等污染物及部分致垢离子产生沉淀,后期再投加Na2CO3去除废水中Ca2+,最终通过沉淀澄清池进行固液分离,污泥单独外排处理,实现脱硫废水的软化预处理。由于电厂脱硫废水当中有机物含量较高,如果应用管式微滤预处理工艺,易造成微滤膜污堵,使系统的运行稳定性变差。
通过对比,3种工艺均可以保证脱硫废水经预处理后的水质达到后续膜浓缩或者传统蒸发结晶的进水水质要求,但是针对该发电厂脱硫废水高含盐量、高硬度、高COD、高镁、高有机物的特点如果应用管式微滤预处理工艺,容易造成微滤膜污堵,具体预处理工艺方案的选择,需要根据预处理试验结果以及后续的固化处理工艺综合考虑。
2.2 浓缩工艺目前,脱硫废水零排放技术路线较多,固化工艺阶段的投资均很高,采用一些较为廉价的浓缩工艺可以有效降低蒸发结晶等固化处置系统的投资。高含盐废水的浓缩技术中,除了蒸发浓缩工艺外,应用最广且成本相对低廉的工艺为电渗析(Electrodialysis,ED)工艺,超滤-高压反渗透工艺和纳滤-高压反渗透工艺,具体的工艺流程如图 4—6所示。

|
图 4 电渗析工艺流程 |

|
图 5 超滤-高压反渗透工艺流程 |

|
图 6 纳滤-高压反渗透工艺流程 |
通过比较分析可知,3种浓缩工艺均可以达到脱硫废水减量的目标且产水水质较好。ED工艺对预处理要求相对较低,浓水含盐量可以达到10%以上,但淡水含盐量较高,需配置多级脱盐电渗析或反渗透进一步脱盐才能达到回用系统水质要求,工艺流程长、操作复杂,针对该发电厂脱硫废水浓缩减量工程,电渗析工艺优势不大。超滤-高压反渗透工艺技术成熟,在电厂已有实际工程案例,产水水质稳定,可以达到减量要求,并且投资运行费用较低,但需要配合严格合理的预处理工艺才能保证系统的安全稳定运行。纳滤-高压反渗透工艺与超滤-高压反渗透工艺相比,增加了纳滤单元,可以将预处理后废水中一、二价离子分离,抗有机物性能好,纳滤产水进入反渗透系统,水中盐成分主要为NaCl,可以在后续工艺中获得纯净的工业盐,但在没有严格要求后续固化单元提纯工业盐时,纳滤工艺优势不大。
2.3 固化处置工艺固化处置主要有蒸发结晶、烟道喷雾蒸发、旁路烟气蒸发和机械雾化蒸发4种工艺。通过对比现有脱硫废水零排放系统预处理、浓缩以及固化工艺技术路线可知,当选择蒸发结晶工艺作为脱硫废水固化处置工艺时,如需要分盐得到纯净的NaCl等结晶盐时,必须对脱硫废水进行严格的预处理,反之可以采用晶种法蒸发结晶工艺,不需要严格的预处理,最终得到混盐。当采用烟道喷雾蒸发或旁路烟气蒸发工艺作为脱硫废水最终处置工艺时,不回收二次冷凝水,但最终也不会生成结晶盐,不存在分盐提纯环节,并且旁路烟气蒸发工艺进水要求较低,进水一般不需要严格软化预处理。机械雾化蒸发受地理环境因素影响较大,宜用于干旱或半干旱地区。并且需根据水量计算机械雾化设备数量、喷洒位置、喷洒高度等。同时该工艺需在较为宽阔的场地实施,以保证蒸发后颗粒物落入可控范围内,不造成二次污染。
脱硫废水的氯主要来自燃煤,现场化验数据显示该电厂粉煤灰中氯的质量分数为0.007%。但现场脱硫废水中氯的质量浓度为14 500 mg/L。2016年机组平均负荷率71%,平均运行小时数5862 h,年累计耗煤量3942.848 kt,燃煤灰分为37%,燃煤灰分约有89%进入电除尘器,产生的粉煤灰总量为1298.38 kt。根据实际运行数据测算,满负荷时脱硫废水为20 m3/h,71%负荷时脱硫废水量为14.2 m3/h,全年总的脱硫废水量为83 240 m3,其中氯的总量为1207 t。若按废水中的氯完全转移进入粉煤灰中(最不利情况)计算,喷入脱硫废水后,粉煤灰中氯的质量分数为0.093%,在制水泥过程中,如果采用本工程旁路烟气蒸发后的粉煤灰,当其掺混比例低于65%时可以控制最终产品中氯的质量分数小于0.06%,达到GB 175—2007《通用硅酸盐水泥》中水泥产品氯的质量分数≤0.06%的要求,也低于出厂水泥SO42-质量分数≤3.5%的限值要求[7]。
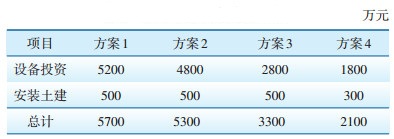
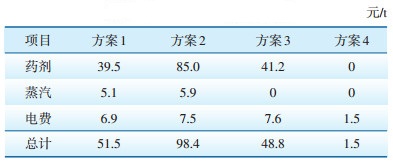
2.4 综合选择综上所述,针对该发电厂脱硫废水水质情况,可选用4种零排放系统工艺,4种工艺的投资费用、实施后系统运行费用如表 2、表 3所示。方案1为晶种法蒸发结晶工艺,具有流程短,预处理要求低的优势,但晶种投加控制难度大,结垢后不容易清洗,对运行要求非常高。另外,该工艺由于不进行预处理,传统膜处理工艺无法在蒸发结晶前对脱硫废水进行减量,因此后续蒸发结晶系统处理水量大,投资运行费用高。方案2为软化预处理-膜浓缩-蒸发结晶工艺,工艺流程如图 7所示,前期通过较为廉价的膜浓缩工艺对脱硫废水进行减量,有效降低后续蒸发结晶系统出力,降低蒸发结晶投资费用,安全可靠、技术成熟并且有成功的设计运行管理经验,但预处理工艺药剂费用较高。方案3(软化预处理-膜浓缩-旁路烟气蒸发)和方案4(直接旁路烟气蒸发)最终采用的都是旁路烟气蒸发工艺,有较好的价格优势;但在处理效果相同的情况下,方案3需要前期的预处理和膜浓缩工艺,增加了运行费用,而方案4实际应用工程案例较少,工艺流程如图 8所示。
|
表 2 4种工艺投资费用比较 |
|
表 3 4种工艺运行费用比较 |

|
图 7 软化预处理-膜浓缩-蒸发结晶系统流程 |

|
图 8 直接旁路烟气蒸发工艺流程 |
综上所述,最终采用方案2作为脱硫废水零排放处理工艺,同时将旁路烟气蒸发工艺作为备用方案,不断关注其实际应用案例。
3 改造效果应用方案2脱硫废水处理前后水质见表 4。分析表明,软化预处理-膜浓缩-蒸发结晶技术方案每天节约水量为461 m3,全年可节约水量为96.81 kt,年减少废水量100.8 kt,系统运行成本合计为1608.09万元/a,每年节约水费及排污费较少,但可以实现全厂废水零排放,环境效益明显,且具有工艺设备成熟可靠、自动化程度高、检修方便等特点。
| 表 4 脱硫废水处理前后水质比较 |

| [1] |
郑利兵, 魏源送, 焦赟仪, 等. 零排放形势下热电厂脱硫废水处理进展及展望[J]. 化学工业与工程, 2019, 36(1): 24-37. |
| [2] |
李润昌, 任建军, 魏继平, 等. 烟气蒸发脱硫废水工艺在电厂的应用[J]. 能源与节能, 2018(8): 60-62. |
| [3] |
庞冬, 贾尔恒·阿哈提, 何秉宇, 等. 某火电厂湿法脱硫废水水质分析及处理工艺优化[J]. 水处理技术, 2018, 44(8): 89-93. |
| [4] |
韩庭苇, 王郑, 王子杰, 等. 燃煤电厂脱硫废水处理技术研究进展[J]. 煤炭与化工, 2018, 41(6): 156-160. |
| [5] |
曹艳芳, 杨月梅, 王淼. 火电厂脱硫废水零排放技术与工程应用[J]. 能源与节能, 2018(4): 70-71. |
| [6] |
中华人民共和国国务院.水污染防治行动计划[Z].北京: 中华人民共和国国务院, 2015.
|
| [7] |
全国水泥标准化技术委员会.通用硫酸盐水泥: GB 175-2007[S].北京: 中国标准出版社, 2007.
|