 2018, Vol. 36
2018, Vol. 36 

随着火力发电机组参数的不断提高,为满足机组稳定运行的需求对主机配套辅助设备的性能要求也不断提高。引风机作为火力发电厂中重要辅助设备,承担着输送烟气及维持炉膛负压的任务,是机组稳定运行的保证。
本文针对某火力发电厂600 MW机组引风机电动机运行期间发生的故障,通过解体检查分析原因,并制订措施,以保障火力发电厂引风机长周期安全稳定运行。
1 引风机电动机设备概况某600 MW直接空冷机组配备2台型号为SAF36-25-2动叶可调轴流式引风机,因环保要求,技改时增加了脱硫脱硝系统。为满足引风机出力需求,同时对2台引风机进行了增容改造,改造后电动机功率7550 kW,风机扭矩(最大工况)91 645 Nm,机壳振动报警值6.3 mm/s[1]。改造后引风机运行至2018年1月,电动机振动值均在2~5 mm/s波动,引风机运行状态稳定。
2 引风机电动机故障概况 2.1 故障过程早班检查2号锅炉B引风机各油箱油位及油压运行正常。巡检时发现B引风机电动机振动大,对电动机进行了振动测量,非驱动端水平振动最大为16.4 mm/s(集控运行规程规定转速750 r/min及以下振动不应超过12 mm/s),此时B引风机电流228.8 A,动叶开度48.9%,DCS各参数无异常变化。之后每0.5 h进行测温、测振[2-3],并密切监视就地运行参数。中午检修人员对电动机地脚螺栓、端盖螺栓进行了检查,未发现松动现象,振动数据无明显变化。下午非驱动端轴承水平振动达62 mm/s,随即停运引风机,办理工作票后开始电动机检查工作。
2.2 电动机解体检查打开电动机非驱动端端盖检查,发现电动机转子上有1块铁心压板脱落(每侧各5块),见图 1所示,3条固定螺栓全部断裂,在电动机非驱动端约120°位置另1块转子铁心压板有1条螺栓断裂(见图 2)。经初步分析,电动机振动是由于铁心压板螺栓断裂导致压板脱落后转子失去动平衡所致。

|
图 1 脱落的铁心压板 |

|
图 2 压板螺栓断裂处 |
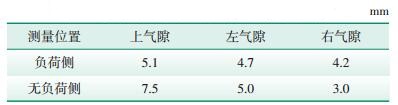
将电动机转子抽出后,发现电动机定子无负荷侧三段铁心(约250 mm)扫膛严重,铁心磨损约3 mm;槽楔磨损严重,铁心齿部已无法卡住槽楔,线圈绝缘碳化严重。将转子在车床上进行打表找正,发现无负荷侧三段铁心最高点和最低点相差3.5 mm,铁心偏差严重。对转子两侧端环与笼条焊接处进行无损探伤,发现约30根笼条焊口开焊。拆解时测量的电动机定子、转子气隙结果见表 1所示。
| 表 1 拆解时电动机定子、转子气隙测量值 |
电动机故障间接原因是电动机设计或制造工艺不良导致电动机转子铁心与转轴的配合(在制造厂里采取楔键对打热装配的工艺)没有达到应有的紧力要求,运行中电动机转子铁心出现位移并偏心,导致电动机振动和定转子局部摩擦,电动机定子非驱动端侧三段铁心磨损。电动机转子铁心和支架松动或转子铁心变形,铁心外圆与转轴不同心,导致定转子铁心摩擦,铁心和绕组损伤。
电动机转子铁心和转轴配合欠佳,或者长期受离心力作用,导致转子铁心松动,铁心松动后存在轴向和径向2个方向的位移。轴向位移导致楔键压板表面有疲劳压溃现象,径向位移导致转子铁心局部变形,外圆旋转与定子铁心摩擦。
3.2 电动机转子缺少“热打紧”装配工序经咨询,其他发电厂在同时期技改更换的引风机电动机也有2台发生过同类型故障(生产序号为1120Y1410015-2、1120Y1410015-1,此次发生故障的引风机生产序号为1120Y1410013、1120Y1410014),均进行了返厂检修[4]。该批次电动机转子在装配工艺上缺少“热打紧”工序,导致转子铁心定位楔键松动。
3.3 电动机点检巡查质量较差通过调取精密点检系统数据发现,在2018年1月之前,2号锅炉B引风机电动机驱动端振动值均在2~5 mm/s稳定波动,1月中旬开始,振动值有上升趋势,2月2日达到最大值8.95 mm/s,2月14日回落至6.36 mm/s,非驱动端振动未监测。虽然发现该电动机振动有升高趋势,但没有进行认真测量与分析,期间也未采取有效的防控措施,只是每日跟踪电动机声音及温度的检查[5]。暴露出点检巡查质量较差,缺少对设备的数据趋势变化及劣化分析,没有及时发现电动机振动的根源与劣化迹象(见图 3)。运行人员发现振动超限,但未能及时全面测量数据,而且生产调度系统汇报迟缓,延误了停运决策时间。

|
图 3 引风机电动机振动值变化趋势 |
针对上述原因,将电动机返厂检修。在进行外观检查后[6],拆解电动机。拆解电动机轴瓦时,对轴瓦进行压铅检查,检查轴瓦的顶间隙及侧间隙值。对轴瓦密封件进行保护性拆解,磨损严重的通知甲方协商更换。
(1)清洗电动机定子并加热干燥,干燥后按照国标要求进行相关试验,检查电动机转子外观是否有裂纹,转子笼条与短路环焊接处是否有开焊的迹象。
(2)对转子所有焊口部位、笼条与短路环焊接处进行无损探伤。
(3)拆除所有的楔键压板,取出楔键进行检查修整。
(4)取出楔键压板处的断丝,如果空间有限,重新钻攻加大压板紧固螺纹孔。将铁心部位重新压紧。安装楔键并利用工装进行紧固。
(5)将电动机转子整体加热至120 ℃,在热态下再次紧固楔键。处理楔键端部,打磨后焊接。重新安装楔键压板并固定好。
(6)将转子加热至80 ℃左右进行浸漆处理,处理后再次加热固化。转子上车床抛光轴径部位。按照原始记录组装恢复电动机。之后进行相关试验。
检修后重新安装,引风机启动运行平稳,各项振动数据正常,运行至今再未发生同类原因引起的引风机电动机故障。
4.2 加强巡点检管控,提高故障分析能力(1)由于存在制造隐患,在每次停机时必须检查引风机电动机内部各部件的紧固情况。
(2)加强日常巡点检质量,提升精密点检与设备劣化分析水平,定期采集引风机电动机振动波形和频谱并进行分析、总结。
(3)加装电动机在线振动测点,实现实时监测。
(4)利用停机检修机会,测量引风机电动机定子、转子气隙。针对现场实际情况,1号、2号锅炉4台引风机均制作电动机转子抱闸装置。对1号、2号锅炉引风机制作风机转子制动装置及其支撑托架。
(5)加强生产调度信息管理,认真执行相关规程,进一步强化运行、检修人员对规程及技能的培训,全面提升生产管理水平。
5 结语通过对电厂引风机电动机振动增大后的故障分析,发现引风机电动机缺少“热打紧”工艺会给引风机的安全稳定运行带来严重威胁。因此在购买电动机和检修时要严格执行相应的质量验收制度,加强劣化分析以及对各种转机的日常定检消缺工作,严格执行巡点检制度,以保证机组的安全稳定运行。
| [1] |
徐伟, 孙晓明. 失速型风力发电动机组叶间小角度释放原因分析与处理[J]. 内蒙古电力技术, 2015, 33(3): 77-80. |
| [2] |
马绍奎, 毛靓华. 风机振动的监测分析和变换方法[J]. 风机技术, 2005(1): 22-31. |
| [3] |
俎海东, 李晓波, 焦晓峰, 等. 双级动叶可调轴流式引风机振动故障分析处理[J]. 内蒙古电力技术, 2016, 34(6): 89-91. |
| [4] |
秦大同, 古西国, 王建宏, 等. 兆瓦级风力机齿轮传动系统动力学分析与优化[J]. 重庆大学学报, 2009, 32(4): 408-414. |
| [5] |
周春茂. L型罗茨鼓风机轴承早期损坏的原因分析[J]. 轴承, 1999(1): 24-27. |
| [6] |
王红雨, 区颖达. 贯流风机内流场的有限元计算及对偏心涡旋度的分析[J]. 风机技术, 2002(1): 38-40. DOI:10.3969/j.issn.1006-8155.2002.01.012 |