 2018, Vol. 36
2018, Vol. 36 

汽轮发电机组是火力发电厂的核心设备,机组振动水平是衡量机组安全可靠运行的重要指标[1]。对设备出现的振动问题进行准确评价与分析诊断,并根据分析结果制订合理有效的处理措施,是保障机组长期安全稳定运行的重要前提。测量汽轮发电机组轴振时,需要将电涡流传感器装设在轴承壳体或与轴承座固定连接的支架上,所测结果是转轴相对于轴承的相对振动[2]。当轴承壳体、支架或套筒刚度较差时,会影响机组轴振测量的准确性,造成轴振值不能准确反映转轴的真实振动情况,对机组振动水平的评价和振动问题的分析处理造成误导。
1 汽轮发电机组轴振测量方式与测点安装要求 1.1 测量方式通常使用非接触式电涡流传感器进行汽轮发电机组轴振测量,该传感器可以检测到转轴和机组的结构原件(如轴承)之间的径向位移及其变化速率。电涡流传感器通过轴承壳体或支架与套筒布置于机组轴系每个轴承处(或靠近轴承处),在垂直于轴线的同一测量平面内沿径向安装2个电涡流传感器,要求2个传感器安装在同一轴承半瓦相隔90°±5°的位置上,传感器的轴向和转轴径线的夹角应小于5°。轴振测量参量优先选择位移(包括相对位移和绝对位移),本文所述轴振测量参量均指相对位移。
1.2 测点安装要求有的机组直接将电涡流传感器安装在轴承壳体上,有的机组则安装在支架(套筒)上,支架固定在轴承座上。常见安装方式如图 1所示。

|
图 1 电涡流传感器常见安装方式 |
电涡流传感器的安装情况对汽轮发电机组轴振测量的准确性有非常大的影响,安装时需注意以下事项:
(1)测量间隙的变化范围应尽量处在传感器的线性工作范围内;
(2)安装支架(套筒)要有足够的结构刚度和安装刚度,保证支架在机组工作转速范围内不会发生明显的状态变化(振动或共振);
(3)测量表面应保持洁净、光滑,不能有明显的表面缺陷、污渍或轴肩,不能存在剩磁、局部应力集中、热处理不均或镀层厚度不均等情况;
(4)安装环境和现场条件要符合传感器本身的技术要求,避免2个传感器交叉感应,传感器头部侧隙和外露长度等都要满足要求。
2 支撑结构异常引起的轴振测量问题分析汽轮发电机组发生异常振动问题时,首先应结合机组运行状态和振动情况及时排除振动测量装置存在的问题,以便进一步对机组振动情况进行客观、准确的分析诊断,对振动问题进行有效处理[3]。
相对轴振反映的是转轴和机组的结构原件(如轴承)之间径向的相对位移及变化情况,但当固定轴振测量传感器的支撑结构(支架、套筒或轴承壳体)状态发生变化或与机组轴承状态不一致时,传感器所测轴振数据受固定传感器结构本身状态变化的影响,实际测量结果不能准确反映转轴相对轴承径向的振动情况,具体从以下2种情况进行分析。
2.1 支撑结构或安装刚度不足若固定传感器的支撑结构或安装刚度不足,由轴系传递来的激振力会引起传感器支撑结构的振动,使传感器测量结果不能准确反映转轴相对轴承径向振动情况,造成轴振传感器的测量准确性降低。这方面的问题可从以下几方面进行分析判断:
(1)传感器固定装置就地实测振动情况与相应轴承座就地实测振动情况存在明显偏差;
(2)传感器测量值不稳定,存在一定幅度的波动现象;
(3)传感器测量值频谱信息中包含除轴系激振力频率成分外的其他异常频率成分(如传感器固有频率或固定传感器装置的固有频率等)。
2.2 结构共振若固定传感器的支撑结构的固有频率位于机组工作转速范围内,在机组启停过程或工作转速下运行时,由轴系传递来较小的激振力即会激发传感器的支撑结构发生共振,甚至会发生较为激烈的振动现象[4]。这些情况可以通过以下特征进行分析诊断:
(1)机组启停过程中传感器轴振测量值峰值明显,峰值尖锐、对应转速区域较窄(100~200 r/min),但该峰值现象与机组轴系过临界振动现象明显不同;
(2)传感器轴振测量值出现异常时,临近位置轴、轴承和轴承座振动正常,不存在明显相关的振动趋势变化或峰值现象;
(3)传感器轴振测量值异常现象具有很好的重现性。
3 实例分析 3.1 机组概况某135 MW两级调整抽汽机组汽轮机型号为CCK135-11.8/1.8/0.9,型式为超高压、双缸双排汽、单轴、反动式、直接空冷抽汽式,发电机型号为WX21Z-073LLT。汽轮机轴系为3支点支撑,高中压转子与低压转子借助与各自转子成一体的刚性联轴器相连接,低压转子与发电机转子借助半挠性联轴器相连,机组轴系结构示意图如图 2所示。高中压转子与低压转子均为整锻转子,轴系共布置5个椭圆形径向轴承,推力轴承为京士伯里式轴承。机组1—5号轴承座原设计配置了振动测点和x、y向轴振测点。由于机组结构原因,制造厂将轴振传感器通过另焊接支架的方式转移至其他位置。机组轴系设计临界转速见表 1。

|
图 2 机组轴系结构示意图 |
| 表 1 机组各段转子设计临界转速 |
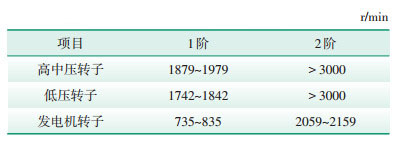
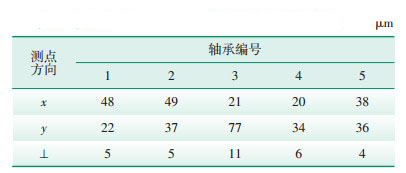
机组启动升速至 600 r/min 时手动停机进行摩 检,观察无异常后升速至 600 r/min 进行暖机,随后 继续升速至 2450 r/min。机组轴系过临界转速和暖 机过程中各轴承振动情况良好。高速暖机后机组 继续升速,当转速接近 2920 r/min时,3y轴振测量值 快速爬升,2920 r/min时最大达 170 μm,超过了机组 轴振报警值(50 μm);继续升速后 3y轴振测量值快 速回落,定速 3000 r/min后各轴承振动情况良好,机 组定速3000 r/min时各轴承振动数据见表 2。
| 表 2 机组定速3000 r/min时各轴承通频振动值 |
机组启动过程中,当转速达2920 r/min时,3y轴振测量值出现明显峰值。因该机组切阀转速为2950 r/min,所以机组在多次切阀及严密性试验过程中3y轴振测量值于2920 r/min附近均出现了明显峰值,且振动水平已远超轴振报警值。机组启动切阀过程相关轴承振动趋势记录如图 3所示。机组停机惰走过程中相关轴承振动趋势如图 4所示。

|
图 3 机组启动切阀过程相关轴承振动趋势图 |

|
图 4 机组停机惰走过程相关轴承振动趋势图 |
结合机组运行状态,针对3y振动测量值异常现象进行以下分析。
(1)从表 1可以看出,振动峰值对应的转速(2920 r/min)与机组的轴系设计临界转速区域相差较大。从图 3、图 4可以看出3y轴振测量值峰值与转速明显相关,但并非发生在机组轴系设计临界转速区域。
(2)机组在多次经过2920 r/min转速时,3y轴振测量值均出现了振幅级别相近的峰值明显现象,而与3y轴振相邻的轴振测点测量值均未发生明显变化,且该振动现象重现性较好,说明机组轴系振动状态在该转速下可能并未发生明显变化。
(3)从图 3、图 4中3y轴振测量值峰值现象的形态看,轴振测量值爬升和回落均较快,峰值对应转速变化区域较窄,且峰值现象在这一较窄转速区域内的重现性较好。
(4)经向制造厂了解,由于结构原因该机组制造时将轴振传感器通过另焊接支架方式转移至了其他位置(轴振传感器支架的现场实际安装形式如图 5所示)。机组转速3000 r/min时就地测量各轴承座振动值均较小且相差很小,但就地测量3y轴振传感器支架振动远大于3号轴承座和其他相邻轴承座振动值及轴振传感器支架振动值。

|
图 5 轴振传感器现场实际安装形式 |
综上所述,分析认为机组3y轴振传感器支架存在刚度不足问题,轴振传感器支架固有频率接近转速2920 r/min,导致机组转速升或降至该转速时3y轴振传感器支架发生共振,致使3y轴振测量值出现异常峰值现象。
3.3 振动处理对于单自由度系统,其固有频率的表达式为[5]:

|
式中k—系统刚度,Nm/rad;
m—系统质量,kg。
可见,如果系统存在结构共振问题,可以从以下方面通过改变结构的固有频率来消除共振现象:
(1)改变系统刚度k;
(2)改变系统质量m。
根据上述分析,现场主要采取对机组轴振传感器支架进行加固的方式,通过增加轴振传感器支架整体刚度而提高其固有频率,以避开机组工作转速范围[6-7]。机组现场轴振传感器支架加固情况如图 6所示。

|
图 6 加固后的轴振传感器支架 |
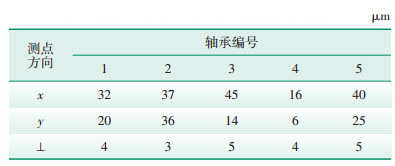
现场加固轴振传感器支架后,机组重新启动,启动过程中3y轴振测量值再未出现异常峰值现象;机组启动过程及带负荷过程各轴承振动情况良好,带负荷工况下(120 MW)各轴承通频振动测量数据见表 3。
| 表 3 机组带负荷工况下各轴承通频振动值 |
汽轮发电机组轴振的测量值实际上反映的是振动传感器相对于轴的振动状态,某些情况下并不是轴的真实振动值,轴振的测量值会受测量系统自身问题的影响,因此在处理振动故障时也应将测量系统的问题考虑在内[8]。机组发生异常振动时,首先要结合机组运行状态,分析确认测量数据是否是机组轴系振动状态的真实反映,排除振动测量本身存在的问题。轴振测量问题的分析诊断可以重点关注测量值的频谱信息、测量系统结构与原理、各参数变化的相关性和机组轴系固有特性等方面[9]。本文针对某汽轮发电机组启动过程中轴振测量值异常问题的分析与处理经验可供其他机组解决类似振动问题时参考。
| [1] |
寇胜利. 汽轮发电机组的振动及现场平衡[M]. 北京: 中国电力出版社, 2007: 251-254.
|
| [2] |
张学延. 汽轮发电机组振动诊断[M]. 北京: 中国电力出版社, 2008.
|
| [3] |
李晓波, 张沈彬, 江建勋. 350 MW机组新机启动振动故障诊断与处理[J]. 内蒙古电力技术, 2012, 30(5): 108-110. |
| [4] |
杨建刚. 旋转机械振动分析与工程应用[M]. 北京: 中国电力出版社, 2007.
|
| [5] |
钟一谔, 何衍宗, 王正, 等. 转子动力学[M]. 北京: 清华大学出版社, 1987.
|
| [6] |
王可. 600 MW机组冷态启动振动大原因分析和处理[J]. 电力大数据, 2017, 20(9): 71-73. |
| [7] |
杨毅, 高庆水, 张楚, 等. CPR1000技术核电机组高频振动故障诊断与处理[J]. 广东电力, 2016, 29(1): 22-26. DOI:10.3969/j.issn.1007-290X.2016.01.005 |
| [8] |
彭文邦, 于虹, 韦根原. 振动分析法中混合信号分离算法的研究[J]. 云南电力技术, 2017, 45(3): 27-31. DOI:10.3969/j.issn.1006-7345.2017.03.009 |
| [9] |
江建勋, 史伟, 乔胜楠, 等. 汽轮机转子惰走时间异常原因分析[J]. 内蒙古电力技术, 2017, 35(1): 26-29. |