 2018, Vol. 36
2018, Vol. 36 

某电站锅炉1号磨煤机型号为MG320/580,钢球最大装载量为55 t,最佳装载系数为0.24,转速为18.46 r/min,出力为34.67 t/h,大、小齿轮/减速机传动比为8.33/6.42,小齿轮结构为单轴双排齿,且齿轮与轴为一体。减速器齿轮轴型号为RZD80,材质为40Cr。该磨煤机运行过程中发生异常振动,现场巡检发现磨煤机减速机出现打齿现象。停磨检查,发现减速机齿轮轴小齿轮(双排齿)单排断齿10处。
2 断齿检测及原因分析 2.1 断齿检测 2.1.1 宏观形貌分析该磨煤机减速器齿轮轴共24齿,其中10齿发生断裂;断口凹凸不平,无明显的宏观塑性变形;断口表面较为洁净,无明显腐蚀物,多数断口表面能观察到明显的海滩状疲劳辉纹。同时,在各齿条的脱落及未脱落部位的齿面均能观察到众多的痘状麻坑,有些麻坑尺寸较深且互相贯通,形成明显的线性开裂缺陷,减速器齿轮轴宏观形貌见图 1,其脱落的齿条及断口分别如图 2、图 3所示。

|
图 1 减速器齿轮轴宏观形貌 |

|
图 2 减速器齿轮轴脱落的齿条 |

|
图 3 减速器齿轮轴断口 |
对该磨煤机减速器齿轮轴的轮齿断口采用扫描电子显微镜(SEM)进行微区形貌分析,结果显示见图 4。由图 4可见,在近断口的齿条表面存在大量的麻坑,有些麻坑裂纹沿单相扩展并与相邻麻坑贯通,继而形成明显的开裂,这些麻坑贯通形成线性开裂,成为轮齿断裂的裂纹源。在断裂的扩展区,可以观察到明显的海滩状扩展疲劳条带,表现出明显的疲劳断裂特征。同时在扩展区还存在一定程度的沿晶开裂特征,说明轮齿材料的脆性较大,韧性较差[1]。

|
图 4 断口处SEM形貌 |
对磨煤机齿轮轴取样进行化学成分分析,各成分质量分数见表 1。
| 表 1 磨煤机减速器齿轮轴各成分质量分数 |
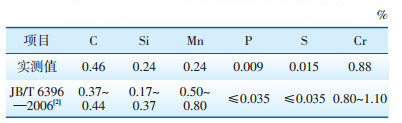
由表 1可以看出,齿轮轴的化学成分中C的质量分数比标准要求高0.02% [2]。但按照标准GB/T 222—2006《钢的成品化学成分允许偏差》[3]要求,齿轮轴的C元素质量分数偏差在标准允许范围内;其他元素含量均符合标准要求。
2.1.4 显微组织分析在齿轮轴轮齿近断口处取样进行显微组织检测,结果见图 5。由图 5可以看出,轮齿表面及基体的组织以均匀、细小的回火索氏体为主,并伴有少量铁素体组织。同时,组织中存在较为严重的A类(即硫化物类)夹杂物,为细系2.5级。轮齿表面存在大量的坑状缺陷,部分坑状缺陷附近发生碎裂并有自坑状缺陷向基体扩展的众多裂纹[3-5]。

|
图 5 磨煤机减速器齿轮轴断齿各部位显微组织 |
对齿轮轴轮齿在20 ℃下进行硬度试验,结果为:齿面洛氏硬度为40.0~45.7,基体洛氏硬度为47.5~47.9。可见齿轮轴轮齿的齿面硬度低于基体硬度,说明轮齿表面未进行过有效的表层硬化处理。
2.2 断裂原因确定综合以上分析认为,该磨煤机减速器齿轮轴断齿的主要原因为:
(1)齿轮轴的轮齿表面未形成明显的硬化层,使得表面硬度和耐磨蚀能力不足;
(2)材料中夹杂物含量较多,降低了轮齿的强度和韧性,使得轮齿抵抗接触疲劳开裂的能力不足;
(3)齿轮轴在运行过程中轮齿各部位承载不均匀,局部承载较大的接触压应力,致使在运行过程中反复的疲劳载荷作用下,在齿轮轴接触表面形成触疲劳开裂,最终导致断裂。
3 防范建议通过分析找到了导致断裂的主要原因,对此提出以下防范建议。
(1)严格控制齿轮轴的加工处理工艺,在制造阶段应通过感应热处理等方法提高轮齿表面硬度,以提高其抗接触疲劳的能力;
(2)在机组运行过程中应加强对可增大齿轮轴弯曲载荷各因素的监督,如磨煤机减速器齿轮轴动平衡不均匀。
| [1] |
金林奎, 陈晓东, 赵建国, 等. 40Cr钢齿轴的断裂原因分析[J]. 理化检验-物理分册, 2015(51): 827-829. |
| [2] |
机械工业大型铸锻件标准化技术委员会.大型合金钢锻件技术条件: JB/T 6396-2006[S].北京: 机械工业出版社, 2006.
|
| [3] |
全国钢标准化技术委员会.钢的成品化学成分允许偏差: GB/T 222-2006[S].北京: 中国标准出版社, 2006.
|
| [4] |
杨辉. 齿轮轴断裂原因分析[J]. 金属热处理, 2012(37): 109-111. |
| [5] |
刘庆兰, 程里, 王春莉. 齿轮轴断齿分析[J]. 理化检验-物理分册, 2006(42): 639-641. |
| [6] |
丁坚, 郑逸祥. 齿轮轴断裂失效原因分析[J]. 工艺与装备, 2008(36): 37-38. |
| [7] |
Li C J, Lee H. Gear fatigue crack prognosis using embedded model, gear dynamic model and fracture mechanics[J]. Mechanical systems and signal processing, 2005, 19(4): 836-846. DOI:10.1016/j.ymssp.2004.06.007 |
| [8] |
孙奎洲, 周金宇, 冯虎田. 减速器齿轮轴疲劳可靠性设计[J]. 机械设计与制造, 2014(7): 61-64. |
| [9] |
张诚. HP863中速磨煤机制粉系统优化运行的分析[J]. 云南电力技术, 2003, 31(2): 25-27. DOI:10.3969/j.issn.1006-7345.2003.02.011 |