 2016, Vol. 34
2016, Vol. 34 

2. 内蒙古电力科学研究院, 呼和浩特 010020
2. Inner Mongolia Power Research Institute, Hohhot 010020, China
为了实现节能减排、能源综合利用的目的,内蒙古京泰发电有限责任公司通过煤泥掺烧试验,成功使煤泥掺烧量达到60%左右。由于掺烧后煤质变化频繁,且煤泥含水量大,造成燃烧后烟气量增加,各自动控制系统的控制对象均发生了变化[1, 2]。为保证机组安全运行及自动控制系统的稳定投入,内蒙古京泰发电有限责任公司对发电机组的床温控制、床压控制、风量控制、协调控制等系统,以及自动发电控制(AGC)、快减负荷(RB)、一次调频等自动控制功能的控制策略和逻辑进行了优化。
1 控制系统优化 1.1 主控系统优化 1.1.1 锅炉主控在锅炉主控中,除了将直接能量平衡(DEB)信号作为锅炉主控的控制器指令,还加入了间接指令作为非线性环节,对功率偏差进行限制,以维持主汽压力的稳定。CFB锅炉主汽压力调节速度较慢,为实现快速调节功能,将机前压力指令和压力偏差做微分前馈后,直接作用于燃料控制器,以加快锅炉的反应速度,保证机前压力能够快速跟随。
1.1.2 汽轮机主控通过优化设计,将AGC负荷指令的微分经过限速和限幅后作用在汽轮机主控回路的前馈上。当负荷指令有变化时,通过此前馈的作用使汽轮机调节阀马上动作,提高负荷指令的响应速度。为了避免前馈作用过强,对这个信号进行了限幅,通过限制动作速率,保证前馈信号以一定的速率产生效果,避免对主汽压力产生过大的影响,引起煤量波动。
1.2 风量控制系统的调整风量控制分为一次风量控制和总风量控制,通过增加前馈环节和采用根据煤质变化的变参数环节,对一次风量控制和总风量控制系统进行了修正。
煤泥掺烧后CFB锅炉主汽压力对给煤量的反应速度较慢,燃料量扰动7~10 min后主汽压力才有反应;而主汽压力对一次风、二次风量的反应速度较快,风量扰动3~5 min主压力就有反应。因此,为提高CFB机组变负荷能力,锅炉主控中加入燃料前馈的同时,在风量控制系统中也增设了风量前馈,使风量变化能紧跟燃料量变化。
1.3 其他自动控制系统的调整 1.3.1 煤质校正机组煤泥掺烧比例具有不确定性(最高达60%左右),煤质变化频繁,燃料情况复杂。燃料变化降低了系统的鲁棒性,因此控制系统调节器参数必须加入燃料校正环节,通过比较功率和燃料量,加入带约束的积分环节来修正以下参数:燃料主控PID调节器的参数、燃料主控前馈及风量前馈等参数。通过参数自适应功能,保证煤质变化不影响机组稳定、经济运行。实际运行时,当240 t/h燃料量带满负荷和150 t/h燃料带满负荷时,机组均可稳定运行。
1.3.2 床温修正掺烧煤泥时,由于煤泥粒度较小、燃烧较快,床温会有所升高。采用改变前墙下层二次风挡板开度,并通过偏置,平衡左、右两侧前墙下层支管风量。煤泥掺烧改造后,增加二次风对床温的修正作用,当床温偏差超过±15 ℃时,前墙下层二次风挡板参与修正的范围为挡板开度的30%;同时增加一次风量对床温的修正作用(加入一次风量PID,在±30 000 m3/h之间修正);在床温给定值函数关系中引入煤质校正系统来修正不同负荷对应的床温。优化后对床温控制进行了扰动试验,效果良好。
1.4 一次调频功能协调控制系统(CCS)投入情况下一次调频动作时,机组负荷会瞬间大范围变动,给发电机组造成较大的扰动。优化前CCS投入时做一次调频试验,转差设置为8 r/min,负荷变动16 MW时给煤量变化高达100 t/h。燃料量变化太大会造成锅炉燃烧不稳定,后将CCS中DEB指令按比例加入限幅,并在风量、燃料量前馈中加入切换模块,优化后重新进行试验,扰动明显减少,锅炉燃烧稳定。
1.5 RB功能RB动作时,机组各主要控制系统应始终处于自动控制状态,并将机组负荷自动降至运行设备能够承担的负荷值。RB过程中各参数应能够自动调整并迅速稳定,期间运行人员无须进行任何操作[3]。FCB机组与常规煤粉炉不同,根据其特点对RB控制策略进行了以下调整:
(1)RB动作后不切燃料、不投油,由CCS完成减少燃料的任务,所有运行给煤机(在自动状态)统一减少燃料。
(2)CCS根据RB发生前的实时煤耗率计算出目标负荷所需的燃料量,根据目标燃料量与保留燃料量的比较结果,通过RB燃料调节功能维持目标燃料量。
(3)由于CFB锅炉蓄热能力强,RB发生后机组负荷下降速度较慢,将负荷变化率低复位条件中的延迟时间由60 s改为200 s。
(4)根据煤泥掺烧后CFB机组的一次风和二次风配比与煤粉炉的差别,修改了风系统RB时风机的前馈量,并加入限幅,保证了机组各参数的稳定性。
(5)由于掺烧煤泥的比例在60%左右,并且煤质具有不确定性,因此,RB控制系统中目标负荷对应的煤量需要先根据煤质校正环节进行判断,再自动生成RB目标煤量。
2 动态试验 2.1 CCS扰动试验CCS扰动试验记录如图 1所示。机组CCS投入,定压控制,试验过程中功率分别在200、240、 280、200、260 MW进行扰动,机前压力分别在12.6、 13.4、14.1、14.7 MPa进行扰动,变压速率为0.02~0.1 MPa/min,负荷变化率为2.8~3.8 MW/min。试验结果表明,功率最大偏差为2.7 MW,机前压力最大偏差为0.32 MPa,控制效果良好。
 |
图 1 CCS扰动试验记录 |
引风机RB试验记录如图 2所示。试验时各项自动控制功能在RB试验前、后均能稳定投入,运行人员未进行任何干预,机炉主要参数快速达到稳定状态且波动范围较小[4],机组引风机RB试验取得了较好的效果。
 |
图 2 引风机RB试验记录 |
优化完成后,机组正常运行期间共发生过3次RB(其中1次引风机,2次一次风机),在运行人员未进行任何干预的情况下,机组自动降负荷并快速达到稳定状态,机组协调控制切为CCTF(汽轮机跟随锅炉的协调方式)并继续运行。
2.3 AGC试验 2.3.1 试验方法机组在AGC控制方式下,在50%~100%负荷范围内负荷跟随试验中,负荷指令以每分钟不低于额定负荷1%的变化率连续增、减(或减、增)各1次,进行双向变动试验。
2.3.2 试验结果机组AGC升负荷试验时,负荷为165 MW,负荷变化率为3.8 MW/min,调通中心指令范围为额定负荷的50%~100%(即165~330 MW),机组负荷响应情况良好,响应曲线如图 3所示。
 |
图 3 AGC升负荷响应曲线 |
机组AGC降负荷试验时,负荷为330 MW,负荷变化率为3.8 MW/min,调通中心指令范围为100%~ 50%(即330~165 MW),机组负荷响应情况良好,响应曲线如图 4所示。
 |
图 4 AGC降负荷响应曲线 |
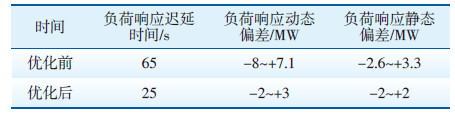
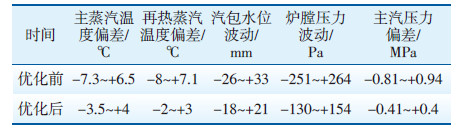
优化前、后机组AGC响应参数、主要控制系统动态偏差对比分别见表 1、表 2。
| 表 1 优化前、后机组AGC响应参数对比 |
| 表 2 优化前、后机组主要控制系统动态偏差对比 |
自动控制系统优化后,煤泥掺烧时自动控制系统能够始终投入,且投入效果良好,机组自动控制系统能够保证机组安全稳定运行。在机组变负荷过程中,机炉协调运行各控制参数变化平稳;在负荷定值改变时,能够使机组在很短的时间内迅速运行在新的负荷点上[5],满足电网需求,避免电网对电厂的考核。
3 结语内蒙古京泰发电有限责任公司CFB机组自动控制系统优化后,能够使机组稳定运行,并能减轻煤泥掺烧后锅炉各参数的波动,保证机组负荷快速响应,改造工作取得了较好的效果。
| [1] | 边立秀,周俊霞,赵劲松,等.热工控制系统[M].北京:中国电力出版社,2002:6. |
| [2] | 杨献勇.热工过程自动控制[M].北京:清华大学出版社, 2000:10-15. |
| [3] | 辛晓钢,张彭涛,王彪,等.发电机组RB静态仿真试验及组态优化[J].内蒙古电力技术,2009,27(6):27-28,31. |
| [4] | 辛晓钢,周鹏,郭瑞军,等.1089 t/h循环流化床发电机组RB试验的研究与应用[J].内蒙古电力技术,2010,28(2):16-18. |
| [5] | 党黎军,赵志丹,王乐毕.循环流化床机组控制与保护技术及其应用[M].北京:中国电力出版社,2008:10-12. |