 2014, Vol. 32
2014, Vol. 32 

1 主汽门结构介绍
神华国能神东电力有限责任公司萨拉齐电厂(以下简称为萨拉齐电厂)装机为2×300 MW循环流化床机组,汽轮机型式为一次中间再热、直接空冷、凝汽式,型号为NZK300-16.67/538/538。机组2 个主汽门水平布置于汽轮机主蒸汽入口两侧[ 1 ]。主汽门结构见图1。
 | 图1 主汽门横截面图 |
2 存在的问题
萨拉齐电厂1号机组于2012年5月投产发电,2013年4月机组首次大修。在对汽轮机主汽门解体检查时,发现主汽门内部内肋板与阀体焊接处有8条焊缝出现裂纹,如图2所示。裂纹起始于内肋板角焊缝端部,沿焊接方向及纵向向母材侧发展。对焊缝表面裂纹进行了机械打磨,打磨至阀门筒体时发现焊缝区域出现多条裂纹,如图3所示。将内肋板进行整体切除并打磨至阀门筒体,经检测发现阀门筒体内肋板焊缝区也域存在大量裂纹。
 | 图2 主汽门内部内肋板与阀体焊接处焊缝裂纹照片 |
 | 图3 内肋板右下角焊缝打磨后筒体裂纹分布 |
3 裂纹产生的原因分析
主汽门阀体材质为ZG15Cr2Mo1,壁厚较厚,内肋板材质为12Cr2Mo。裂纹产生于焊缝端部,阀体焊缝区域处也存在大量裂纹,分析认为裂纹产生原因主要有:
(1) 汽轮机厂家在主汽门制造完成后,如果未等到铸件整体残余应力得到完全释放便进行装配,会使得主汽门整体内应力较大,容易在焊缝处形成较大的应力集中。
(2) 主汽门在出厂前焊接时,或因温度、时间不够等因素造成整体热处理不到位,使得焊缝残余应力较大。
(3) 焊缝端部(焊接熄弧位置)形成了形状突变区,造成应力集中;同时因存在弧坑未填满情况,在焊缝内部集中应力释放的过程中产生裂纹。
(4) 在机组运行参数波动以及启、停过程中,由于阀体壁厚较厚将产生较大的热应力,该热应力同工作应力相叠加,导致焊缝端部区域处于较高的应力状态,造成焊缝开裂。
(5) 观察阀门筒体处裂纹,呈横向及纵向裂纹,其中横向裂纹居多,为热疲劳裂纹。对裂纹进行金相组织分析,发现内肋板焊缝热影响区内组织晶粒粗大,裂纹均分布在焊缝热影响区域,由此可见,主汽门内肋板焊缝存在残余应力,在焊缝残余应力及机组启停过程或变参数运行中产生的热应力的共同作用下产生裂纹。
4 裂纹处理
上述裂纹隐患如果得不到及时处理,机组继续运行期间裂纹将向主汽门筒体内壁纵深方向扩展,有可能造成内肋板脱落卡涩、主汽门无法启闭,以及因主汽门筒体内壁强度降低、筒体爆裂等危及机组和人身安全的事故。因此决定对产生的裂纹进行现场处理。
4.1 切除主汽门内肋板
内肋板与主汽门阀体为双面焊接,裂纹在内肋板角焊缝端部位置,阀门筒体上也发现大量裂纹。由于主汽门阀体内部空间限制,采用磨光机难以将裂纹完全打磨消除。鉴于裂纹属于危害性非常大的缺陷,必须彻底处理,因此决定将内肋板进行割除,再对阀门筒体内部裂纹进行机械打磨消除。
主汽门内肋板切除后,制造厂家曾要求进行原样恢复。但因原焊缝部位仍然存在热影响区,如果在原焊接位置恢复焊接主汽门内肋板,极易再度产生裂纹;再者,现场不具备主汽门内肋板焊接后的热处理条件,不能对主汽门整体进行热处理,而局部热处理又不能保证焊缝处不再出现裂纹[ 2 ];另外,切割返厂处理需20 d 时间,将会推迟机组启动时间,而且内肋板仅是主汽门腔室内主汽压力测点引汽孔的当流阻扰动部件(此测点并未投入使用)。综合考虑后,现场决定对主汽门内肋板不进行恢复焊接处理。
4.2 打磨消除内部裂纹
内肋板割除采用氧气乙炔火焰切割,但留有一定的余量(距离焊缝位置20 mm左右),以保证火焰切割不对阀体产生影响。内肋板割除后,采用角磨机及旋转锉机械打磨方式,结合表面PT无损检测,对主汽门阀体筒体内部裂纹进行了完全打磨消除(裂纹处理最深处深度为10 mm)。对阀门筒体内壁进行圆滑过渡打磨,消除了划痕、棱边、尖角、毛刺等,并用砂纸进行细磨,最后用酒精对打磨区域进行了清洁。因主汽门阀体壁厚较厚(140 mm),裂纹处理深度不大于20 mm时,不需要对阀体内部裂纹缺陷进行补焊处理[ 2 ]。
5 安全性复核5.1 材料安全性复核
主汽门内肋板主要起保护测点(防止其受汽流冲刷)及调整主汽门内流场的作用,割除后需对主汽门上部测点口封堵部件进行材质复核,要确保安全、不泄漏。对照图纸,对此测点的管座、封头材质进一步进行了核实,确认材质15Cr2Mo1使用正确,壁厚等参数也符合要求。另外,经检测,所用材料的硬度也合格。
5.2 筒体内壁硬度检测
对阀门筒体内壁内肋板割除区域进行圆滑过渡打磨,防止汽流局部冲刷;进行了等间距(5mm)硬度检测[ 3 ],检测结果合格;对硬度检测过程中产生的凹坑进行机械打磨,消除了应力集中现象。
5.3 机组启动后的振动检测
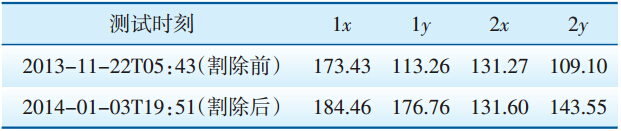
主汽门内肋板有调整主汽门内流场的作用,制造厂家认为割除内肋板会对汽轮机1、2号轴瓦的振动产生一定的影响。对比主汽门内肋板割除前、后轴瓦的振动值(见表1及图4、图5)可知,1、2号轴瓦振动值在机组临界转速位置处稍有变化,不影响机组的安全运行。
| 表1 内肋板割除前、后汽轮机1、2号瓦轴振动值 |
 | 图4 主汽门内肋板割除前1、2号瓦轴振动图 |
 | 图5 主汽门内肋板割除后1、2号瓦轴振动图 |
5.4 注意事项
(1) 加强主汽门的金属监督工作。检修时重点对主汽门内壁、管座及封头焊缝进行表面PT检验,检查是否有新的裂纹产生、主汽门内壁是否有局部冲刷情况[ 4, 5 ]。
(2) 重视机组运行工况及启、停过程的管理,尽量减小运行参数的波动及启、停过程对主汽门阀体造成的热疲劳影响[ 6, 7, 8 ]。
6 结束语
萨拉齐电厂1号汽轮机主汽门内肋板割除后,消除了危及机组运行的安全隐患,机组运行状况良好,说明内肋板割除方案及施工工艺正确、切实可行,经验可供其他电厂在处理同类问题时参考。
| [1] | 上海汽轮机有限公司.N300-16.7/537/537型300MW中间再热空冷凝汽式汽轮机说明书[R].上海:上海汽轮机有限公司,2009:10-16. |
| [2] | 王学成,汪勇刚,卢练响.亚临界600 MW机组高压主汽门阀座裂纹的分析处理[J].广东电力,2011,24(7):80-84. |
| [3] | 许江晓.电站金属实用焊接技术[M].北京:中国电力出版社,2011:7-8. |
| [4] | 余旬平,马涛.安康水电厂水轮机叶片裂纹分析及处理[J].陕西电力,2009,37(12):67-69. |
| [5] | 王立新,孙常明,鲁玉龙,等.600 MW汽轮机高压内缸裂纹的焊接修复[J].内蒙古电力技术,2010,28(S2):94-96. |
| [6] | 卫志刚,王英军,康俊峰,等.汽轮机调速汽门对接焊缝裂纹现场修复[J].内蒙古电力技术,2010,28(1):40-41,55 |
| [7] | 刘宝建,邹智成.F12 钢主蒸汽管道焊缝裂纹返修处理[J].陕西电力,2001,29(1):29-30. |
| [8] | 温睿麟.X20CrMoV121/Ⅲ厚壁减温器焊口的裂纹处理[J].陕西电力,2004,32(4):26-28. |