 2004, Vol. 40
2004, Vol. 40文章信息
- 鲍甫成, 张双保, 赵立, 高黎, 陈勇平.
- Bao Fucheng, Zhang Shuangbao, Zhao Li, Gao Li, Chen Yongping.
- 木材玻璃纤维复合材料性能改善的研究
- Study on the Improvement of Properties of Wood-fiberglass Panel
- 林业科学, 2004, 40(3): 117-122.
- Scientia Silvae Sinicae, 2004, 40(3): 117-122.
-
文章历史
- 收稿日期:2002-08-01
-
作者相关文章


2. 北京林业大学材料科学与技术学院 北京 100083
2. Material Science and Technological College, Beijing Forestry University Beijing 100083
当今世界范围可用加工木材日趋减少,木材供求非常紧张,为了缓解这一矛盾,我国采取大量营造人工林增加木材资源的对策。三倍体毛白杨(Triploid populus tomentosa)是我国培育的又一新品种人工林速生木材,具有材色白、纤维素含量高、适应性强等特点,已经在我国华北、中原地区大面积推广培育并已成材。如何充分利用三倍体毛白杨木材生产高附加值和高性能的复合材料是本研究的重点问题。
本研究以三倍体毛白杨木材和玻璃纤维、亚麻屑为原料,配以研制的BN-1号低毒性PF树脂,BZ-1号石蜡乳液防水剂,BZ-2号表面处理剂和BZ-3号脱模剂,在实验室的条件下,采用制备木质复合材料一次复塑和二次复塑成型工艺,设计并研制成3种组合形式的毛白杨木材玻璃纤维复合材料,重点对三倍体毛白杨与玻璃纤维复合时如何改善复合材料的性能进行了研究,为今后工业化生产提供参考依据。
1 材料与方法 1.1 材料试验木材取自于河北晋州北京林业大学培育的三倍体毛白杨4 a生幼龄材,在实验室里加工成刨花,并干燥至含水率为2%~4%。刨花筛分值见表 1;刨花化学成分的测定1)见表 2;刨花pH值参照葛明裕(1985)方法测出为6.11。
|
|

|
|

玻璃纤维取自北京251厂普通有碱玻璃纤维布,短切玻璃纤维丝由玻璃纤维布纺织中的下脚料玻璃纤维纱切成50~80 mm,主要化学成分SiO2含量为72%。玻璃纤维布规格及性能(宋焕成等,1986)见表 3。
|
|

亚麻屑取自黑龙江呼兰县亚麻纺织厂,长2~17 mm,宽1~2.5 mm,pH为5.5左右,化学成份见表 4。
|
|

胶粘剂采用BN-1号低毒性酚醛树脂胶,主要物化指标:固体含量为39%~41%,粘度(20℃)为0.35~0.45 Pa·s,密度为1.15~1.19 g·cm-3,游离酚和醛均 < 0.1%,贮存期>60 d;防水剂采用BZ-1号石蜡乳液防水剂,主要指标:浓度为30%,pH为8~9;表面处理剂采用BZ-2号表面处理剂,主要由有机硅烷、乙醇和水配制;脱模剂采用BZ-3号脱模剂,主要由氢氧化钠、正丁醇、油酸和水配制。胶粘剂、防水剂、脱膜剂均取自北京林业大学。
1.2 设备ZOAl8L-01型长材刨片机;UM-200型快速含水率测定仪器;FTR250型滚筒拌胶机;PQ-2型喷枪;QD型液压热压机;秒表;MN-4型万能力学实验机;DF82-2电热鼓风干燥箱等。
1.3 方法 1.3.1 复合材料结构在复合材料复合原理、产品设计原则的基础上(宋焕成等,1986;陆仁书,1993),对木材玻璃纤维复合材料按用途进行结构设计,设计出:F-W-F:在木质材料板(坯)上下各加一层玻璃纤维布(图 1 a);W-F-W:在木质材料板坯的中间部份中加一层玻璃纤维布(图 1 b);W-F-W-F-W:在木质材料板坯中表层与芯层间各加一层玻璃纤维布(图 1 c);C-W-C:用短切玻璃纤维丝和亚麻屑及木质刨花表层按一定的比例进行混合,作为增强复合材料的混杂表层,木质粗刨花作为木质复合材料芯层(图 1 d)。

|
图 1 玻璃纤维与三倍体毛白杨木质(刨花)复合材料结构图 Fig. 1 The structure diagram of wood-fiberglass panel W:木质刨花(板、坯)Wood particle;F:玻璃纤维Fiberglass;C:混杂表层Mix surface. |
木材玻璃纤维复合材料的复合工艺流程如下。
F-W-F结构:若进行工业化生产,F-W-F复合材料必须进行二次复塑成型工艺,其工艺:

|
W-F-W和W-F-W-F-W结构:为一次复塑成型工艺,其工艺:

|
C-W-C:其工艺:

|
为了使试验结果具有可比性, 试验中将以下因子的取值定为常量因子:(1)材料的含水率,木质刨花为2%~4%,亚麻屑为4%;(2)产品的幅面为300 mm×300 mm×12 mm;(3)计算密度为0.75 g·cm-3;(4)施胶量(刨花)为10%;(5)板坯含水率为10%~12%;(6)预压压力为1.8 MPa,预压时间为30 s;(7)热压高压为3.5 MPa,低压为1.5 MPa(一次复塑为1.5 MPa);(8)玻璃纤维于使用前在200~250℃烘箱中烘3 h,进行脱蜡处理;(9)C-W-C材料的制备热压温度为180℃,1 g短切玻璃纤维丝浸胶量为0.2 gPF(在PF树脂中加入2%表面处理剂);(10)表层刨花/芯层刨花=0.35/0.65;(11)施蜡量为1%。
1.3.4 变量因子及取值的确定本试验的变量因子及其取值为:(1)F-W-F复合材料涂胶量,为木质刨花板的涂胶量(MPF、双面),290 g·m-2,热压温度(T)为155℃,热压时间(t)为180 s,表面处理剂加入量(Mb)为0~2%;(2)W-F-W-F-W复合材料涂胶量,为玻璃纤维布的涂胶量(MPF、双面)为80 g·m-2,热压温度(T)为180℃,热压时间(t)为300 s,表面处理剂加入量(Mb)为0~2%;(3)C-W-C材料中短切玻璃纤维丝加入量(Fd)为25%,亚麻屑加入量(My)为20%,热压温度(T)为170℃,热压时间(t)为480 s。
1.3.5 评定指标的设定和测试方法根据欧共体定向结构板(PrEN 300-94)标准和我国定向刨花板行业标准(南京林业大学,2001),评定指标定为静曲强度(MOR)、弹性模量(MOE)、内结合强度(IB)和吸水厚度膨胀率(TS);同时将产品的含水率(MC)和密度(SG)作为中间变量一同测出。测定方法参照PrEN 300-94和GB/T 4897-92标准进行。
1.3.6 耐老化试验和测试方法静曲强度循环试验和测试方法参照PrEN 300-94和GB/T4897-92标准进行;内结合强度循环试验和测试方法参照PrEN 300-94和GB/T 4897-92标准进行。
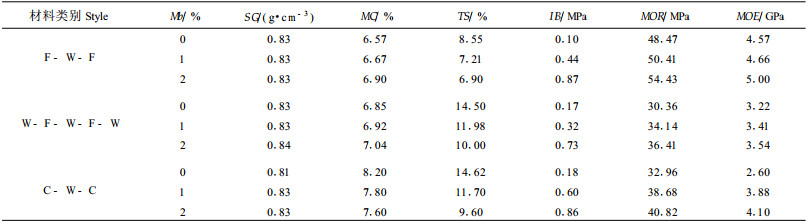
2 结果与分析 2.1 表面处理剂对复合材料物理力学性能的影响根据上述试验方法,选用Mb 0~2%,制备出毛白杨木材玻璃纤维复合材料,并测出其物理力学性能,考察Mb对产品物理力学性能的影响,见表 5。从表 5中可以看出:随着BZ-2号表面处理剂施加量的提高,每种组合复合材料物理力学性能均有改善。当施加量由0提高至2%时:F-W-F复合材料为TS由8.55%降至6.90%,降低了19.30%;IB由0.10 MPa提高至0.87 MPa,增加了770%;MOR由48.47 MPa提高至54.43 MPa,增加了12.30%;MOE由4.57 GPa提高至5.00 GPa,增加了9.41%。W-F-W-F-W复合材料为TS由14.50%降至10.00%,降低了31.04%;IB由0.17 MPa提高至0.73 MPa,增加了329.41%;MOR由30.36 MPa提高至36.41 MPa,增加了19.93%;MOE由3.22 GPa提高至3.54 GPa,增加了9.94%。C-W-C复合材料为TS由14.62%降至9.60%,降低了34.34%;IB由0.18 MPa提高至0.86 MPa,增加了377.78%;MOR由32.96 MPa提高至40.82 MPa,增加了23.85%;MOE由2.60 GPa提高至4.10 GPa,增加了57.69%。
|
|
可见当没有在BN-1号酚醛树脂中加入BZ-2号表面处理剂时,复合材料的IB仅达到0.10~0.18 MPa,并且都表现在玻璃纤维与树脂界面间的破坏。这从界面粘接的必要条件加以解释为增强材料-玻璃纤维与基体-PF树脂能够粘接的必要条件,第一是基体与增强材料能密切接触;第二是它们之间能完全润湿。由于本试验用有碱玻璃纤维增强材料本身的化学组成(是由SiO2和多种金属氧化物组成的混合物,SiO2含量为72%)和其结构(表面平滑,相对粗糙度小、横截面呈圆形),决定了酚醛树脂胶在玻璃纤维表面润湿性差,它们之间不可能密切接触,其间形成的氢键及范德华力极低(宋焕成等,1986)。因此木质材料与玻璃纤维复合,其强度不高。
为了改善玻璃纤维与酚醛树脂界面间的强度,采用迁移法将BZ-2号表面处理剂加入到BN-1号低毒性酚醛树脂树脂胶中,在玻璃纤维涂胶前用高温法将制备玻璃纤维时留在其表面上的石蜡处理掉,然后再进行复合材料的制备。结果表明,在酚醛树脂胶中施加一定量的BZ-2号玻璃纤维表面处理剂(Mb),可以强化酚醛树脂胶对玻璃纤维的胶合,使得复合材料的MOR和MOE提高,TS降低,尤其是IB大幅度得到改善。
2.2 表面处理剂对复合材料耐水和耐老化(耐久)性能的影响经研究得知,表面处理剂可有效地改善玻璃纤维-PF树脂界面层(干状)胶接强度对水的稳定性。但本研究的意义和用途,在于是将毛白杨木材玻璃纤维复合材料作为一种优质的工程结构材料,应用于建筑、汽车、铁路车厢、船舶及集装箱业,故产品除干状强度达到要求外,其耐老化性(耐久性)必须满足欧共体定向结构板PrEN 300-94标准。
将制备的复合材料,参照欧洲共同体定向结构板PrEN 300-94OSB/4标准,进行循环试验后产品的(WMOR)和煮后产品的内胶合强度(WIB)试验,并与干状时产品静曲强度的(DMOR)和内胶合强度(DIB)结果进行对比,结果见表 6。
|
|

从表 6中可以看出:随着BZ-2号表面处理剂施加量的提高,3种复合材料的耐久(耐老化)性能均得到改善。当施加量由1%提高到2%时:F-W-F复合材料循环试验后产品的WMOR由25.70 MPa提高至40.75 MPa,保存率(keep ratio)由50.98%提高至74.87%;煮后产品的WIB由0.13 MPa提高至0.30 MPa,保存率由29.55%提高至34.48%。W-F-W-F-W复合材料循环试验后产品的WMOR由17.32 MPa提高至25.64 MPa,保存率由50.73%提高至70.42%;煮后产品的WIB由0.09 MPa提高0.26 MPa,保存率由28.13%提高至35.62%。C-W-C复合材料循环试验后产品的WMOR由24.64 MPa提高至33.58 MPa,保存率由67.18%提高至82.26%;煮后产品的WIB由0.17 MPa提高至0.29 MPa,保存率由28.33%提高至33.72%。
2.3 复合材料的增强机理为改善三倍体毛白杨玻璃纤维木材复合材料性能,必须提高玻璃纤维与酚醛树脂胶界面间的强度和耐水性及耐久性。在制备材料时采取的工艺为,第一是在玻璃纤维使用前,用高温法将其表面的石蜡处理掉;第二是用迁移法在BN-1号低毒性酚醛树脂树脂胶中施加BZ-2号表面处理剂。
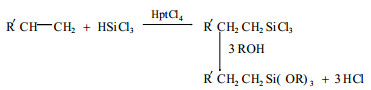
其原理是为研制的增强复合材料用BZ-2号表面处理剂的主要成分为有机硅烷类偶联剂。硅烷偶联剂是由硅氯仿(HSiCl3)和带有反应性基因的不饱和烯烃在氯铂酸催化下加成,再经醇解而得为(宋焕成等,1986)
|
(其中R′为带有反应性得含碳官能团)
有机硅烷偶联剂的结构通式为RSiX3。其中R为有机基团,如—C6H5,—CH=CH3,—C6H5—CN,—CH2CH2NH2等;X为易水解基团,如—OCH3,—OC2H5等。
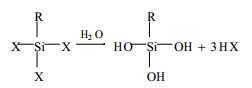
从化学结构看,有机硅烷的分子一般都含有两部分性质不同的基团,一部分为3个可水解基团(X),可水解基团能与无机物(玻璃纤维)二氧化硅(SiO2)表面的羟基(—OH)发生水解缩合;另一部分反应官能团(R)可与有机树脂(酚醛树脂)发生化学反应。采用BZ-2号表面处理剂的处理机理如下(宋焕成等,1986)。
有机硅烷的水解为生成硅醇
|
玻璃纤维表面吸水为生成羟基
|
硅醇与吸水的玻璃纤维表面反应为硅醇与吸水的玻璃纤维表面生成氢键
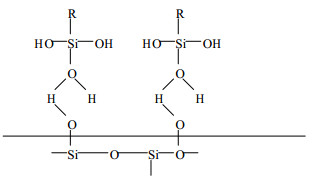
|
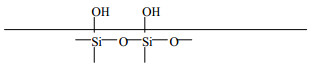
低温干燥(水分蒸发),硅醇间进行醚化反应
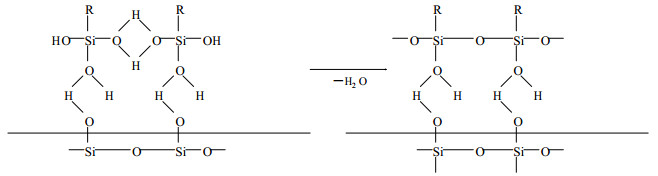
|
高温干燥(水分蒸发),硅醇与吸水玻璃纤维进行醚化反应
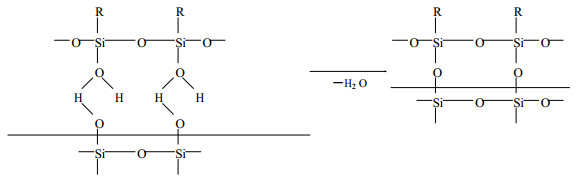
|
至此,有机硅烷处理剂与玻璃纤维的表面结合起来了。有机硅烷中的R基团将与基体树脂反应。因此改变了玻璃纤维表面原来的性质,使之具有憎水而亲基体树脂的性质。由处理剂可知,硅烷以单分子层键合于玻璃纤维表面上,相互间脱水,生成醚键,聚合成一个大分子.
有机硅烷类偶联剂用于处理玻璃纤维等有机物质,作涂层或被粘物的表面处理剂,有效地提高了胶接强度,有机硅烷偶联剂能改善胶粘剂的胶接性能,一般认为有机硅烷偶联剂粘度小,表面张力低,一旦浸渍在被粘物表面上,就能立即展开,并容易地渗透进被粘物表面极细微的空隙之中,显示了对材料表面作用的特征,这对促进胶接是有效的。同时,从偶联剂的化学结构分析,清楚说明了它能与无机物表面(玻璃纤维)和有机树脂(酚醛树脂)分别形成化学键,有效地改善了界面层的胶接强度和对水解的稳定性。这样就使两种不同性质材料,无机物质——玻璃纤维和有机物质——毛白杨木质材料通过BN-1号低毒性酚醛树脂胶有机地结合起来,成为性能优质的玻璃纤维增强三倍体毛白杨木质(刨花)工程结构复合材料。
3 结论BZ-2号表面处理剂施加量由0%提高到2%时,复合材料物理力学性能均有改善:
F-W-F复合材料为TS由8.55%降至6.90%,降低了19.30%;IB由0.10 MPa提高到0.87 MPa,增加了770%;MOR由48.47 MPa提高至54.43 MPa,增加了12.30%;MOE由4.57 GPa提高至5.00 GPa,增加了9.41%。
W-F-W-F-W复合材料为TS由14.50%降至10.00%,降低了31.04%;IB由0.17 MPa提高至0.73 MPa,增加了329.41%;MOR由30.36 MPa提高至36.41 MPa,增加了19.93%;MOE由3.22 GPa提高到3.54 GPa,增加了9.94%。
C-W-C复合材料为TS由14.62%降至9.60%,降低了34.34%;IB由0.18 MPa提高至0.86 MPa,增加了377.78%;MOR由32.96 MPa提高至40.82 MPa,增加了23.85%;MOE由2.60 GPa提高至4.10 GPa,增加了57.69%。
BZ-2号表面处理剂施加量由1%提高到2%时,复合材料的耐久(耐老化)性能均得到改善:
F-W-F复合材料循环试验后产品的WMOR由25.70 MPa提高至40.75 MPa,保存率由50.98%提高至74.87%;煮后产品的WIB由0.13 MPa提高至0.30 MPa,保存率由29.55%提高至34.48%。
W-F-W-F-W复合材料循环试验后产品的WMOR由17.32 MPa提高至25.64 MPa,保存率由50.73%提高至70.42%;煮后产品的WIB由0.09 MPa提高0.26 MPa,保存率由28.13%提高至35.62%。
C-W-C复合材料循环试验后产品的WMOR由24.64 MPa提高至33.58 MPa,保存率由67.18%提高至82.26%;煮后产品的WIB由0.17 MPa提高至0.29 MPa,保存率由28.33%提高至33.72%。
鲍甫成. 1994. 中国木材科学近期主攻方向. 世界林业研究, 7(6): 1-5. |
葛明裕编.木材加工化学.哈尔滨: 东北林业大学出版社, 1985
|
陆仁书主编.胶合板制造学(第二版).北京: 中国林业出版社, 1993
|
南京林业大学人造板研究所起草. 2001. 中国人民共和国专业标准定向结构板(定向刨花板). 国家林业局发布: 2. |
宋焕成, 赵时熙编.聚合物基复合材料.北京: 国防工业出版社, 1986
|