 2002
2002

众所周知,中和澄清工段是制糖生产的关键 工段之一,中和pH控制的好坏,直接涉及到沉 降澄清的效果、糖分收回、后工段设备积垢问题, 生产成本的高低,直接影响到经济效益和白砂糖 产品的质量。
过去,中和pH控制是采用人工滴定测量和 手动调节加灰量来控制的,操作繁重,而且很难 保持pH值稳定。为解决这一困难,从60年代开 始,广州甘蔗糖业研究所(前身为轻工业部甘蔗 糖业科学研究所)致力开发中和pH在线测量控 制系统。由于中和汁积垢严重,影响pH值的参 数很多,而且不断变化,其自动测量控制系统是 一个十分复杂艰难的问题。从简单的锑电极到进 口的玻璃复合电极,从简单的组合式到一体化, 从单电极间歇式到双电极连续式。每一次的新型 号都比前面的有所改进,2001年推出的经多方 面改进的新系统SS983型中和在线测量控制系 统,在多家糖厂应用获得成功,取得满意的效果, 并获得糖厂的好评。
中和pH值自动测量控制系统主要由5大部 分组成,分别是pH测量电极,主机,加灰,除 垢和外设,其结构如附图所示:

|
附图 中和pH值自动测量控制系统结构示意图。 |
糖厂中和汁由甘蔗原料和生产工艺决定了其 杂质多而复杂,结垢快而严重,因此作为一次仪 表的pH测量电极的选用变得复杂化。80年代我 们率先使用锑电极作为一次仪表,在应用中发现 锑电极很容易产生硫中毒,中毒后表现为对中和 汁pH的变化响应迟钝、不准确。作为整个系统 最关键的参数不准确,后面的控制变得毫无意 义,严重时会误导,达不到澄清效果,甚至造成 沉淀池反底。
90年代,我们经多方了解、考察、试验, 先后否定了一些平面电极,合资的玻璃电极。与 瑞士的一家世界著名的生产pH测量电极的公司 合作,在广西、广东选点进行试验,经二年的研 究试验,该公司生产的9840复合玻璃电极能适 应中和汁的恶劣环境,探头上有一种该公司专利 的抗垢剂,在它的作用下,经自动清洗程序即可 清除积垢。而且反应灵敏、测量准确、温度系数 小。
90年代后期,我们针对其使用寿命不是很 长(约为一个榨季)的弱点,又进行了选型试验, 发现该公司的另一种DXK糊状电极在抗垢、使 用寿命上更胜一筹,但响应略慢一点,近年的系 统我们多选用这种电极。
这两种电极,经实验室验证,其灵敏度、精 确度达到0. 02pH,温度系数<0. 01pH/℃,比分 析化验用的玻璃甘汞电极还要准确,响应时间 <6s。这些都是别的电极无法比拟的。
这两种电极,由于其里面的填充物里含有一 种防垢剂,在测量状态下,其填充物由里往外渗, 使探头表层不容易生牢积垢,在自动清洗程序 中,经酸洗能把积垢除掉,从而解决了中和汁pH 值自动测量过不了积垢关这一老大难问题。
电极本身的优点只是解决了积垢粘附不牢这 一关键问题。在用什么除垢剂更易干净彻底清除 积垢的问题上,我们专门进行了研究,先后选用 了磷酸、硝酸、盐酸,研究结果如附表:
|
|
附表 各种酸液清洗积垢的优劣比较 |
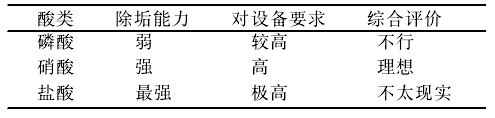
盐酸除垢最理想,但腐蚀性太厉害,对设 备投资太大,所以我们选用了硝酸。清洗液的浓 度也十分讲究,浓了对电极的使用寿命大有影 响,稀了又达不到目的,通常加上一些除垢添加 剂,效果会更理想。
清洗周期的长短,根据不同地区,不同蔗 源有所变化,通常平原地区,咸淡水交界,积垢 容易除去,周期可长一点。山地蔗、霜冻地区、 甘蔗新鲜度下降的,周期要短一点。
对于积垢特别严重的厂,我们近来还试用 超声波除垢,效果不错,但只能用在DXK糊状电 极,且时间不能长。必要时,一周左右用活化液 清洗一下,效果非常显著。
90年代中期以前,我们在前置放大电路部 分都是采用经典的pH测量电路,实验室条件下 运行相当正常。但在糖厂应用中,有些厂却很不 顺利,经深人调查,发现主要是厂里电源各种干 扰因素太多,这种经典的pH测量电路抗干扰、 滤波能力不够强。
发现这类问题后,我们重新设计电路,对 电子元器件重新选型,选用美国的一种新型运 放,并把测量电路的零点特殊设计,把各种干扰 降到最低限度。
这种改进的机型投放到糖厂中,使用效果 良好,过去不太顺利的厂更换这种机型,也不再 出现问题,而且保护电极免受强电冲击,使电极 的使用寿命普遍延长。
糖厂中和汁的pH变化受许多因素的制约, 预灰的高低、温度的变化,来汁压力的波动,吸 硫的强弱,石灰水波美度的稳定,加灰顺畅与否 等许多因素都会影响到中和汁pH的变化。
控制软件要想把这诸多因素考虑进去,几乎 是不可能的事。目前较流行的方法是采用达林 (Dahlin)算法,我们牢牢抓住中和汁pH值这 一主要矛盾,同时对来汁压力波动这一影响较大 的因素加人模糊控制理论,在糖厂中运行获得满 意效果,尤其是那些来汁不稳定的厂家,抽空时, 加灰系统会自动迅速关小直至零。
糖厂石灰消和工段管理水平参差不齐,不少 厂家送到加灰高位箱的石灰水消和不完全,过滤 不严格,仍含许多灰渣。
90年代我们根据糖厂不同的要求为其设计 的开口式加灰器和密闭式加灰器均不同程度受灰 渣的困扰,时常发生堵塞现象,排塞不方便,费 时费力,还耽误控制。
这两年,我们重新设计了一种不锈钢无空隙 自动排塞的加灰器(这种加灰器结构图略),加 灰线性大大改善,没有出现堵塞现象,而且轻便, 装拆方便,获得使用厂家的好评。
加灰是否顺畅是关系到自动控制好坏的一个 主要因素,各厂多年使用的经验均证明了这一 点,而加灰顺畅否的原因也很复杂。有加灰点的 问题,有厂里原有设备的结构问题,也有来汁的 压力问题,更有反应箱是抽吸还是气顶的问题。 经多年的摸索,我们找到了一些行之有效的解决 办法,新的密闭无空隙加灰器对此也起到重要的 作用。遇到一些棘手的厂家,还可以用变频泵直 接压灰进去以解决问题。
这两年,所有的使用厂家都很好的解决了加灰 控制的问题,控制曲线平稳,抗干扰能力强,遇 到生产波动引起的pH变化,能很快就回复到正 常值。
伺服放大器和执行器是加灰系统的重要组 成部分。90年代中期,我们选用的伺服放大器 和执行器轻便、简单、装拆方便、使用维护简单。 但发现遇到特殊情况,功率不够,而且防漏电, 防火花不理想,我们又重新设计、选型。
中和汁pH值由于受许多变数影响,加灰量 的控制经研究证明实际上没有必要十分精确,意 义不大,我们否定了步进电机控制的方案,有大 材小用之嫌。调节精度在5%。足够了,重点应在 防漏电、防火花、功率和耐潮湿等关键问题上。 我们近年选用的SFD-400伺服放大器和DJK-210 执行器均能获得满意的效果。
相反,如加灰遇到麻烦,则选什么精度的加 灰系统均无法达到控制要求,这时要采用1. 5节 的办法来达到控制精度。
一些糖厂压榨不够均衡,又或是混合汁箱与 泵不匹配,造成汁压频繁波动,这种情况下,原 有的单电极结构似有应付不来的感觉,因为单电 极在清洗状态下,自控参数是维持原值不变的。
同样,原来的系统采用气压传动的结构,是 因为考虑到电路设计、机械加工较简单,而且糖 厂均有气源。但投人使用后,发现不少糖厂的气 源气压不稳定,电极则无法正常升降,造成积垢 清洗不到;或清洗完成后电极回不到测量位置, 引致测量错误;当气压太大,则引起剧烈振动, 久而久之,损坏电极。
为了解决上述困难,同时针对一些厂家的特 殊要求,我们又研究出双电极测量系统,一支在 清洗状态时,另一支处在测量状态,保证一直在 测量监控中和汁pH的变化。双电极交替变换位 置也用机械传动取代了气动。前置放大电路及单 片机、模数、数模转换上复杂了不少,我们一一 作了新的设计,并在多家糖厂获得了成功(清洗 的机械传动结构图略)。
改进后的该系统在最近二个榨季先后在云 南、广西、广东、两湖、海南、福建二十多间糖 厂中推广使用,其中有大型厂,也有中小型厂; 有咸水蔗地区,也有山地蔗区和霜冻地区;有周 边设施匹配的,也有环境恶劣的。使用情况均正 常,应用后其质量、产糖率、后工段设备积垢均 有明显好转,经济效益明显,深获糖厂人士一致 好评。
(1)广东城月糖厂
广东城月糖厂一直致力于使中和pH测控自 动化,但采用了几种方案均告失败,走了不少弯 路。2001/02年榨季采用了我们的双电极最新型 ( 2001版)的中和pH自动测量控制系统,使用 不到三天,全厂上下一致认为这就是他们一直要 找的系统,设备投人运行直至榨季结束,减少了 人工控制的繁烦、失误、不准确。厂领导明显感 到质量,收回有提高,除垢费用减少,石灰,硫 磺用量减少(具体数据未出)。
(2)广西上思糖厂
广西上思糖厂早期使用过锑电极的自控系 统,感到不行。2000/01年榨季采用了我们单电 极新型( 2000版)的中和pH自动测量控制系统。 控制非常稳定,中和汁pH值上下波动基本在士 0. 2pH内,其质量创下了历史最好的成绩,产糖 率在广西区位列前茅。
(3)广东茂源糖业有限公司
广东茂源糖业有限公司(原翁源糖厂)地 处粤北,甘蔗易遭受霜冻,当时其质量,收回是 该地区排名靠后的。2000/01年榨季使用单电极 系统,其一级品率为100%,色值绝大部分<110IU, 当年产糖才6800t,光收回提高一项已超过20 万元。
(4)广西凤凰糖厂
广西凤凰糖厂早年使用锑电极不行,1997 年使用我们的系统,由于加不进灰,引起控制精 度达不到要求。200/01年榨季我们针对该厂的 特殊情况,提供改进了的不锈钢无空隙无堵塞加 灰器,初始厂方人员还抱着疑惑的态度,投人使 用后,车间人员均认为克服了过去的毛病,效果 出来了。
(5)广东东莞糖厂和广西田阳糖厂
这两间厂一间炼糖、一间榨蔗,分别在 2000/01年和2001/02年榨季投人使用,厂技术 负责人均认为缺了它,质量还真不行。
其中东莞炼糖,中和汁温度高达70-80℃, 其他电极根本过不了这关。田阳榨蔗,积垢特别 严重,但改进了清洗办法后,仍能解决得了这个 大问题。
(6)云南龙塘、鹤庆、怒江、广东建国等糖厂
这几间糖厂在1995/96年榨季就开始投人 使用,并获得良好效果,在2000/01年榨季又更 换了新型主机和加灰系统,厂里均认为比旧型号 先进,方便了许多,功能强大了。这几间厂均无 需我们临场指导,只是按说明书,电话咨询即能 安装调试好,故障率可说为零。
(7)云南元江糖厂
该厂1997/98年榨季投人使用时,不能顺 利运转,系统在该厂运转不长就会莫名其妙出故 障,但在邻近的厂使用又正常,我们派员去该厂 现场测试,终于发现是该厂电网扰动因素太多, 由此开发出新的前置放大电路,在1998/99年榨 季再一次投人,一举获得成功,我们及厂方均满 意。
(8)云南巧家糖厂
该厂2001/02年榨季投人使用,是采用双 电极连续测量的。使用后,发现加灰会出现间歇 式不顺畅,经实地观察和与厂方技术人员讨论, 了解到灰箱液位高度不够,伸人反应箱的灰管出 口处方向不正确,当汁压出现大变化时,造成加 灰不顺,引起中和汁pH值波动大。针对上述问 题,进行了调整,马上改观,pH波动由±0.4减 少到±0.2。
(9)福建长泰二、湖北鄂南、海南茶根、那大、 广东平沙、北坡、云南钟山、盏西、柯街、广西 龙州二、百色等糖厂
这些糖厂在使用新型号的pH自控系统中, 发现无论与旧型号比,还是与其他类型的pH自 控系统比,都有明显的优越性。
改进型的SS983中和pH自动测量控制系 统,经过二十多间糖厂的实践应用,都取得很好 的效果、显著的效益、优良的品质,充分体现了 该系统具有:
(1)彻底解决了电极积垢,实现了连续测量、 自动清洗、自动控制加灰的全自动pH控制系统;
(2)仪器电极测量准确(±0.05pH ),反应灵 敏(<10s);
(3)增加收回,清混汁纯度差有明显提高;
(4)产品质量大幅度提高,特别是色值、混 浊度、电导灰分等指标原处于中下水平的很容易 上新台阶;
(5)节省石灰用量,中和pH控制准确,沉降 效果好,减少管道积垢现象,降低废糖蜜的糖分;
(6)如把中和pH变化曲线记录下来,可以给 领导提供加强管理的依据,及时发现问题、解决 问题、查清事故责任,提供奖罚依据,是糖厂管 理者的眼睛,完全适合现代管理的实时监控。
以上的原有特点之外,还具有:
(7)抗各种电干扰能力强;
(8)电极抗恶劣环境能力强,使用寿命延长;
(9)pH控制软件能适应糖厂生产的多种特殊 情况,抗波动能力强,中和pH波动小。