


2. 成都理工大学, 四川 成都 610059
随着社会对能源需求量的不断增加, 核能已成为我国以后相当一段时期新能源的发展方向[1, 2]。国务院原则通过的核电中长期发展规划, 明确2020年我国核电装机容量应达到4 000万千瓦左右。因此, 核电发展对人群及环境的辐射影响已成为放射防护研究领域的一项重要课题[3-5]。通过对某压水堆核电站燃料组件组装生产线正常生产时工作场所γ剂量率, α放射性气溶胶浓度、主工艺生产岗位表面污染等环境辐射水平的监测结果, 结合作业人员个人受照剂量的估算结果, 评价该核燃料组件组装生产线辐射防护措施是否符合《电离辐射防护与辐射源安全基本标准》GB18871-2002及相关标准的要求。
1 基本情况 1.1 燃料组件组装生产线工艺 1.1.1 燃料棒组装工艺燃料棒的生产是由包壳管装入烧结UO2芯块, 两端焊接端塞而构成。燃料棒的制造从管材准备开始, 经过压入下端塞、焊接下端塞、X射线焊缝检查、芯块装管、上端塞焊接、焊缝超声检查、氦检漏、燃料棒芯块间隙及富集度检查和燃料棒尺寸、外观检查等工序, 最后成为合格产品。
1.1.2 组件组装工艺过程在组装工作台上将装有UO2芯块燃料棒装入组件骨架内, 再装上管座和下管座, 制成燃料组件。
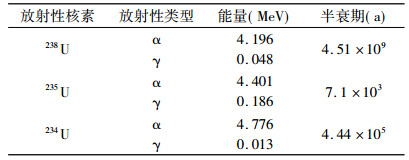
1.2 辐射源项操作的辐射源项是陶瓷级UO2芯块; 装管间和芯块库房是开放型放射性场所, 装管间内进行芯块烘干、配长和装管, 是产生UO2气溶胶的主要场所。其他操作的燃料棒和组件相当于密封源。主要放射性核素为238 U、235 U和234 U, 其主要辐射特性[6]见表 1。
|
|
表 1 放射性核素238 U、235 U和234 U的主要辐射特性 |
放射性工作场所划分为2区, 即控制区和监督区。装管间、芯块暂存库和组件库属于控制区, 其他场所为监督区。装管间和芯块暂存库以实体边界(玻璃隔断和围墙)与其他部分隔开, 设有防止其他人员进入的控制措施。组件库与其他部分用栏杆隔开。
1.3.2 密闭、通风与空气净化 1.3.2.1 密闭作业场所对外保持微负压。装管间和芯块暂存库对车间其他区域保持10~20Pa负压, 用玻璃隔断和实体边界与车间其他区域隔离。
1.3.2.2 通风装管间对车间其它区域保持10~20Pa负压, 车间空气气流方向为各区域到芯块装管间; 对产生局部气载污染的地点-芯块烘箱、芯块准备工作台、装管机、切管车床设局部排风口, 采用侧排或下排方式。
1.3.2.3 空气净化室外自然风经中效过滤-冷却(或加热)送风机送入车间, 减少了放射性污染的载体。
2 工作场所辐射水平检测结果 2.1 检测内容和依据 2.1.1 检测内容① 工作场所γ空气吸收剂量率; ②α放射性表面污染水平; ③α放射性气溶胶浓度。
2.1.2 检测依据①《电离辐射防护与辐射源安全基本标准》(GBl8871-2002);②《铀加工与燃料制造设施辐射防护规定》(EJ1056-2005);③《铀加工与燃料制造设施的职业照射监测规定》(EJ623-2005)。
2.2 检测方法与仪器采用470A剂量仪测量剂量率, 采用FJ -2201α、β表面污染仪检测表面污染; 采用DQ-40空气采样器进行气溶胶采样, 采用FH463B只能定标器测量气溶胶浓度。
2.3 监测结果对某核电站燃料组件组装生产线作业场所辐射环境现状的监测结果见表 2、表 3、表 4。
|
|
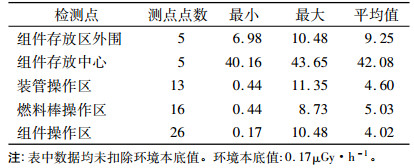
表 2 环境辐射剂量率(μGy·h-1)。 |
|
|
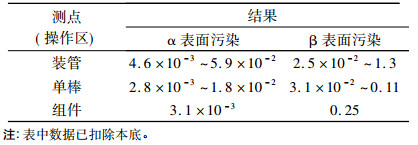
表 3 α、β表面污染(Bq·cm-2) |
|
|
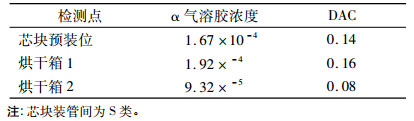
表 4 芯块装管间α气溶胶浓度(Bq·L-1) |
从表 2可以看出:燃料组件生产线各工作场所γ剂量率的平均水平在0.17~42.08μGy/h之间; 监测最大值在组件存放库的中心, 为42.08μGy/h。
从表 3可以知道:燃料组件生产线主工艺生产岗位α表面污染平均水平在2.8 × 10-3~5.9 × 10-2 Bq/cm2之间; 监测最大值在烘干箱和芯块存放处为5.9 × 10-2 Bq/cm2。β表面污染平均水平在2.5 × 10-2~1.3Bq/cm2之间; 监测最大值也在烘干箱和芯块存放处岗位为1.3Bq/cm2。均低于《电离辐射防护与辐射源安全基本标准》GB18871-2002规定的限值。
从表 4可以知道:燃料组件生产线芯块装管间的α放射性气溶胶浓度在(0.932~1.92)× 10-4 Bq/L之间; α放射性气溶胶的DAC为0.08~0.16。符合控制区空气中铀浓度不应超过1.0DAC的要求。
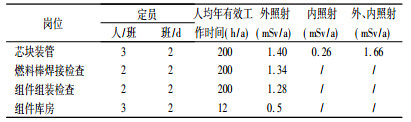
3 正常运行条件下可能对工作人员的受照剂量估算本工程操作的放射性物料是UO2芯块, 放射性物质是235 U、238 U, 其辐射特性以α放射性为主, 兼有一定的β、γ辐射。生产过程中主要职业辐射危害因素是UO2芯块操作和生产过程中产生的铀粉尘和铀化合物产生的γ射线。主要职业辐射危害是吸入工作场所空气中铀化合物气溶胶所致的内照射和铀化合物产生的γ外照射。根据设计资料, 该燃料组件组装生产线每年生产96燃料组件。其份额计算年生产时间约为50d。按在各操作位检测最大平均值和工作人员在工作岗位的操作时间, 按下列公式可以估算得到各作业岗位工作人员一年受到最大照射剂量当量(见表 5)。
|
|
表 5 正常生产过程中工作人员受到最大照射剂量当量 |
(1) 外照射剂量估算公式:

|
式中:H外-外照射剂量当量, Sv/a; H1-辐射场剂量率, Gy/h (~Sv/h); t-年有效工作时间, h; Q-品质因子; N-1。
(2)内照射剂量估算公式

|
式中:H50、E-内照射待积有效剂量, Sv; (DCF)50、E-吸入单位摄入量的待积有效剂量, Sv/Bq; S类235 U富集度为5%铀的(DCF)50、E为:6.40 × 10-6Sv/Bq; I-年摄入量, Bq/a。

|
式中:c-岗位时间加权平均浓度, Bq/m3; v-参考人呼吸率, 取v=1.2m3/h; f-口罩过滤效率, 在计算中未考虑过滤效率; t-年有效工作时间, h。
由表 5可以看出:在燃料组件正常生产过程中, 工作人员受到最大照射剂量当量为1.66mSv/a。低于该项目的设定的评价目标值(2mSv)。
4 结论无论是来自体外的电离辐射照射, 还是进入人体内的放射性物质所致的辐射照射, 其电离辐射与人体组织的相互作用导致有害的生物效应, 产生辐射损伤。按照国际放射防护委员会(ICRP)的建议书, 通常将辐射所致的生物效应分为随机性效应和确定性效应。
核电站燃料组件组装生产线操作的放射性物料是陶瓷级二氧化铀芯块, 放射性物质是铀, 其辐射特性以α放射性为主, 兼有一定的β、γ辐射。主要职业危害是吸入工作场所空气中铀化合物气溶胶所致的内照射, 其次是γ辐射所致的外照射。对某核电站燃料组件组装生产线工作场所的γ剂量率、α放射性表面污染平均水平、α放射性气溶胶浓度的检测表明:在正常运行时, 作业场所的放射性水平符合《电离辐射防护与辐射源安全基本标准》GB18871-2002的要求[7]。
对放射工作人员个人受照剂量估算结果表明:在燃料组件正常生产过程中, 工作人员受到最大照射剂量当量为1.66mSv/ a。低于该项目的设定的评价目标值(2mSv)。可知:该核燃料组件组装生产线正常运行时辐射防护效果符合国家相关标准和规范的要求。
| [1] |
潘自强. 从环境保护看发展核能的必要性(上)[J]. 辐射防护, 1984, 4(4): 241. |
| [2] |
李玉仑. 中国未来电力需求与核能[J]. 核动力工程, 1997, 18(1): 1. |
| [3] |
高起发, 高秀玉, 吕振详, 等. 秦山核电站首炉燃料组件生产对辐射环境影响的初步分析[J]. 辐射防护, 2001, 21(1): 28. |
| [4] |
高起发, 张玲, 吕顺光, 等. 我国大型核电站燃料组件生产线运行对辐射环境的影响[J]. 辐射防护, 2006, 26(4): 202. DOI:10.3321/j.issn:1000-8187.2006.04.002 |
| [5] |
施仲齐, 曲静原, 崔永利. 核电厂对环境的放射性污染及其防护[J]. 辐射防护, 1998, 18(4): 241. |
| [6] |
李德平, 潘自强编. 辐射防护手册(第一分册)[M]. 北京: 原子能出版社, 1990: 94-95.
|
| [7] |
GB18871-2002, 电离辐射防护与辐射源安全基本标准[S].
|
| [8] |
EJ1056-2005, 铀加工与核燃料制造设施辐射防护规定[S].
|
| [9] |
EJ623-2005, 铀加工与燃料制造设施的职业照射监测规定[S].
|