


射线在穿透物体的过程中会与物质发生相互作用, 因吸收和散射而使其强度减弱。强度衰减程度取决于物质的衰减系数和射线在物质中穿越的厚度。如果被透照物体(试件)的局部存在缺陷, 且构成缺陷的物质的衰减系数又不同于试件, 该局部区域的透过射线强度就会与周围产生差异。把胶片放在适当位置使其在透过射线的作用下感光, 经暗室处理后得到底片。底片上各点的黑化程度取决于射线照射量(射线强度、照射时间), 由于缺陷部位和完好部位的透射射线强度不同, 底片相应部位就会出现黑度差异。底片相邻区域的黑度差定义为“对比度”。把底片放在观片灯光屏上借助透过光线观察, 可以看到由对比度构成的不同形状的影像, 评片人员据此判断缺陷情况并评价试件质量。
评价射线照相最重要的指标是射线照相灵敏度[1, 2]。所谓射线照相灵敏度, 从定量方面来说, 是指在射线底片上可以观察到的最小缺陷尺寸或最小细节尺寸; 从定性方面来说, 是指发现和识别细小影像的难易程度。灵敏度有绝对与相对之分, 在射线照相底片上所能发现的沿射线穿透方向的最少缺陷尺寸称为绝对灵敏度。由于工件中是否有缺陷, 在探伤前是不可知的, 经过探伤发现的缺陷, 其沿射线穿透方向上的尺寸很难测定的因此, 用自然缺陷尺寸评价射线照相灵敏度是现实的。为便于定量评价射线照相灵敏度, 常用与被检工件焊缝的厚度有一定关系的人工结构。如金属丝、孔、槽等组成所谓透度计, 又称象质计, 作为底片影像质量的检测工具, 由此得到的灵敏度称为象质计灵敏度。
射线照相灵敏度是射线照相对比度(小缺陷或细节与其周围背景的黑度差), 不清晰度(影像轮廓边缘黑度过渡区的宽度), 颗粒度(影像黑度的不均匀程度)三大要素的综合结果, 而黑度是射线照相影像质量的基础, 因而研究底片黑度对射线照相灵敏度的影响, 具有一定的理论和实际意义。
1 材料与方法 1.1 试件规格300mm×150mm ×10mm; 焊缝余高为5 mm; 焊缝宽度为20 mm。
1.2 仪器① 探伤设备:XXH -2505型工业X射线探伤机; ②黑白密度计:TD-210型。
1.3 器材① 胶片:天津工业ⅠⅠⅠ型射线探伤胶片; ②象质计:ⅠⅠⅠ型; ③增感方式:铅箔增感; ④显定影剂:天津胶片厂提供的套药。
1.4 探伤参数管电压为155、160、165、170、175、180、185、190 kV。管电压流为5 mA, 曝光时间为3 min。焦距为600 mm。
1.5 技术要求线型象质计应放在射线源一侧的工件表面上被检焊缝区的一端被检区的1 4部位, 金属丝横跨焊缝并与焊缝方向垂直, 细丝置于外侧, 射线照相质量等级AB级, 为尽量减少背散射的影响, 暗盒后面衬铅板背防护。
1.6 黑度测定方法在底片上的焊缝两端即搭接标记处取A、B两点测出最低值, 在底片中部焊缝热影响区取C、D两点取最高值, 两点之间即为该底片的黑度值。
1.7 研究内容以改变曝光量的方法, 改变底片黑度。以黑度为核心, 以灵敏度为指标, 研究底片黑度对射线照相灵敏度的影响。
2 试验结果(表 1)|
|
表 1 试验结果统计 |
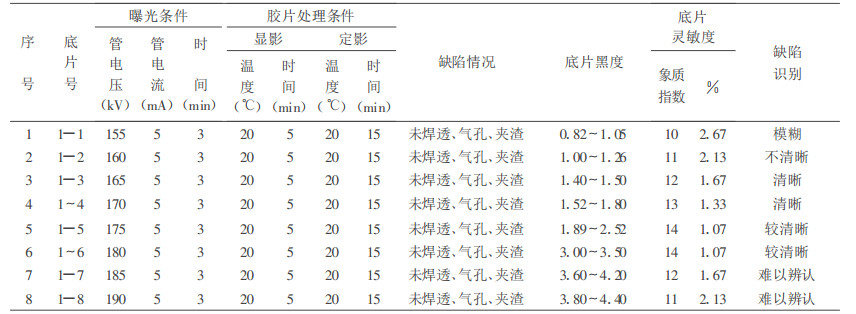
从试验结果可以看出, 底片黑度在0.82~ 3.50范围内随着黑度的增大射线照相灵敏度逐渐增大; 底片黑度超过3.60以后, 随着黑度的增大射线照相灵敏度逐渐降低。主要原因是由人眼的视觉特性决定的, 随着黑度的增大或减小, 黑度差的范围欲来欲小, 可对比度降低。我们认为底片最佳黑度控制在1.80 ~ 3.50较为合适。
| [1] |
全国锅炉压力容器无损检测人员鉴定考核委员会.射线检测教材[Z].
|
| [2] |
JB4730-94, 压力容器无损检测[S].
|