 2018, Vol. 9
2018, Vol. 9引用本文 |

| 立式釜内H2SO4-O2-铜阳极泥三相搅拌模拟及灰色综合评价 |


b. 江西理工大学,能源与机械工程学院,南昌 330013
b. Jiangxi University of Science and Techology, Energy and Machinery Engineering, Nanchang 330013, China
铜阳极泥富含大量的Au、Ag等贵金属和Se稀散非金属[1-3],加压酸浸工艺作为处理铜阳极泥的重要湿法冶金工艺之一,常以硫酸为浸出剂、氧气为氧化剂,并在高压条件下强化浸出,富集阳极泥中各金属物质.而立式釜因其高效的搅拌混合效率成为目前加压酸浸铜阳极泥[4, 5]的主要设备.据文献[6]记载,20年前化工工业产量约为7 500亿美元,其中与搅拌相关的产量值占比近一半.在多相搅拌过程中,搅拌转速、硫酸浓度、液固比、温度等条件的变化均能使气液固三相间的相间作用发生变化,进而改变多相混合流场,因此准确获取工艺参数对立式釜内气-液-固搅拌混合效率的影响规律对于提升工业铜阳极泥搅拌混合效率具有重要意义.
在实际工业生产中,立式釜内多相流体的流动非常复杂,难以进行有效的实时监测,因此通过实验分析立式釜内多相流场具有周期长、成本高、监测难等局限性.计算流体力学(CFD)[7-9]因其高效率低成本的特性成为研究多相混合流场不可或缺的方法之一. Yang等[10]对比多相流模拟中常用的“两流体模型”和“三流体模型”,发现由于“两流体模型”将三相间的相互作用简化为两相间的作用,因此模拟结果与实验结果相差较大,而“三流体模型”考虑气-液-固三相间的相互影响,模拟结果更加准确.因此采用欧拉-欧拉“三流体模型”模拟气液固三相流场,建立三相反应器内功率与气液体积传质系数的经验关联式. Grevskott等[11]采用“两流体模型”模拟气-液-固三相浆状流动,由于未考虑固液两相间的相对滑移速度,模拟结果与实验结果具有较大偏差. B.N.Murthy等[12]采用Fluent软件对三相搅拌分散体系进行了模拟,研究搅拌筒直径、桨径、桨型、桨叶位置、转速、颗粒尺寸、固相浓度和氧气入口流速对三相混合的影响,并将三相模拟结果与Chapman、Rewatkar、Zhu和Wu的实验结果比对,具有良好的一致性. Padial等[13]对鼓泡塔三相反应器进行了研究,同时考虑各相间的曳力作用,发现在多相混合过程中,颗粒会受到流体的作用力呈现跟随流体运动的趋势,而这种趋势在围绕气泡的颗粒上体现的尤为明显,因此气固间的相间曳力模型与气液间相间曳力是一致的. Panneerselvam等[14]研究桨型、颗粒直径和通气量对临界转速的影响,结果表明相同的操作条件下,PBTD桨的搅拌功率仅为DT桨的一半;颗粒直径的增大导致临界悬浮转速也随之增大;通气量的增加使得临界转速持续增加,且通气量的增加速度相同时,临界转速增加的程度与桨型相关.
多相搅拌模拟中常采用单因素变量法研究各因素对搅拌流场的影响,但各个因素对搅拌混合流场影响程度的主次顺序尚不明确.灰色关联分析是通过多个因素间关联性大小的量度以寻求系统中各因素之间的主次关系,找到影响混合效果的重要因素并建立灰色关联评价模型,最终得到各因素之间发展趋势的相似或相异程度,因此被初步应用于冶金及其它工业技术反应器结构优化和工艺参数分析中[15, 16].
通过采用CFD技术对立式釜内H2SO4-O2-铜阳极泥颗粒三相搅拌体系进行了模拟仿真,并结合正交设计实验和灰色关联分析方法,选取4种工艺参数(搅拌转速、H2SO4溶液浓度、液固比、温度)为研究对象,以立式釜混合性能(截面气含率、湍流动能、硫酸平均速度、铜阳极泥平均速度)为评价指标,进行多目标综合评价,研究各工艺参数对混合性能影响程度的主次顺序.
1 立式釜H2SO4-O2-铜阳极泥三相搅拌模拟 1.1 物理模型将工业上立式釜模型做必要简化,忽略所有与流体运动无关的区域,简化后的模型及参数如图 1和表 1所示.由于气液固三相的密度、黏度等物理性质均受压力影响,大大增加了模拟过程中的计算成本,因此为简化三相混合过程,文中采用常压搅拌模拟.为研究搅拌转速、液固比、硫酸质量分数、温度对立式釜内三相搅拌混合性能的影响,选取4种搅拌转速(120 r/min、210 r/min、300 r/min、400 r/min),4种液固比(4:1、6:1、8:1、10:1),4种硫酸质量分数(10 %、20 %、30 %、40 %),4种温度(293.15 K、323.15 K、353.15 K、393.15 K)共13种工况条件进行三相搅拌模拟.
 |
| 图 1 立式釜流体计算域 Fig. 1 Vertical kettle simulation domain |
| 表 1 立式釜结构参数 Table 1 Structural parameters of vertical kettle |
 |
| 点击放大 |
1.2 模拟物系
模拟物系为H2SO4-O2-铜阳极泥颗粒三相,其中铜阳极泥颗粒密度为1 450 kg/m3、黏度为0.001 003 kg/(m·s),颗粒平均粒径为74 μm;不考虑气泡的破碎和聚并,因此O2取单一气泡直径,值为0.003 m;H2SO4溶液的物理性质会随温度和质量分数的改变而发生变化,文中取温度为273.15 K时,4种质量分数及硫酸质量分数为20 %时,4种温度所对应的硫酸密度和黏度,其值如表 2所列.
| 表 2 硫酸在不同条件下的密度和黏度 Table 2 Density and viscosity of sulfuric acid under different conditions |
 |
| 点击放大 |
1.3 数学模型
采用Euler-Euler多相流模型模拟三相搅拌体系,由于不考虑立式釜内多相间的能量传递,因此主相和次相共用相同的质量守恒方程(Mass Conservation Equation)和动量守恒方程(Momentum Conservation Equation)如下所示:
质量守恒方程(连续性方程):
|
(1) |
次相动量守恒方程:
|
(2) |
主相动量守恒方程:
|
(3) |
式(2)、式(3)中μeff,l和μeff,g为有效黏度,F1g为相间动量传递项.
多相间的曳力采用Schiller-Naumann[17-19]模型,表达式为:
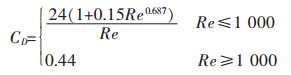
|
(4) |
式(4)中Re为雷诺数.
1.4 模拟方法针对立式釜中H2SO4-O2-铜阳极泥三相搅拌模拟,采用Fluent软件进行求解计算,选择欧拉-欧拉“三流体模型”和标准k-ε湍流模型,近壁面流体运动选择标准壁面函数法处理,动静区域采用MRF模型,松弛因子保持默认,各方程控制收敛精度均小于10-4.基于上述模型和参数进行非稳态模拟,设置最大迭代步数为50,时间步长为0.002 s.
1.5 网格划分及边界条件采用Gambit前处理软件对立式釜的流体计算域进行建模,并结合结构化网格和非结构化网格对立式釜模型进行网格划分,其中静区域进行分块后采用结构化网格划分模型,由于动区域的物理模型较为复杂,难以采用规则的六面体网格划分,因此双层搅拌动区域的网格均为非结构化网格.为了准确模拟立式釜内流体的运动,对进气口周围和2个动区域内的网格局部加密,最终总网格数为97万个.其中立式釜截面网格、直叶桨网格如图 2所示.
 |
| 图 2 立式釜截面及桨叶网格 Fig. 2 Vertical kettle section and paddle grid |
将立式釜分为包括静区域和2个动区域在内的3部分,动静区域间通过interface交界面进行动量和质量的传递,且通过MRF模型赋予动区域一定转速,搅拌桨和搅拌轴与动区域间无相对运动,而静区域则设置为静止壁面.进气口采用速度入口作为边界条件,定义进气口中O2的体积分数为1,通气量为15.131 m3/h.釜顶的出口设置为压力出口,压力大小为一个标准大气压.初始状态通过Fluent软件中的Patch功能界定自由液面的高度,设置自由液面高度H=1.708 m,即H < 1.708 m的区域全部为H2SO4溶液和阳极泥颗粒;H > 1.708 m的区域全部为O2.
1.6 各工况条件对固相分布的影响一定条件下不同搅拌转速对应的固相分布如图 3所示,由图 3可知,搅拌转速对釜内固相分布特性的影响极为显著,由图 3(a)可知,釜内流体湍流强度较弱,桨叶两侧的循环涡流受到抑制,此时阳极泥颗粒未能得到有效分散产生沉降现象.随着转速增大至400 r/min,如图 3(d),桨叶搅拌强度提升,铜阳极泥颗粒随剧烈的环流在釜内循环运动,此时顶部自由液面产生“漏斗”状下凹漩涡流,固相与气液两相之间得到均匀混合.
 |
| 图 3 转速对固相分布的影响 Fig. 3 Solid phase distribution under different rotation speed |
一定条件下不同硫酸质量分数和温度对应的固相分布如图 4、图 5所示,由图 4和图 5可知,硫酸质量分数和温度均能改变固液两相间的曳力作用,从而促进或抑制阳极泥在釜内的扩散,但Rushton桨对流体仅有径向分散作用,双层桨间区域湍流强度较弱,固-液两相由于速度差异产生的曳力作用不足以带动阳极泥颗粒随涡流充分流动,部分颗粒在双层桨间形成“滞留区”.
 |
| 图 4 硫酸质量分数对固相分布的影响 Fig. 4 Solid phase distribution under different sulfuric acid mass fraction |
 |
| 图 5 温度对固相分布的影响 Fig. 5 Solid phase distribution under different temperature |
一定条件下不同液固比对应的固相分布如图 6所示,从宏观上分析,增加液固比会使釜内湍流流动增强,但固-液两相间的曳力作用由于固相颗粒的减少和固-液速度差的减小而逐渐减弱,当液固比为4:1和6:1时,液相对固相产生足够的曳力,使得阳极泥颗粒克服重力做功上浮并与气液两相充分混合.随着液固比进一步增大至8:1和10:1,少部分颗粒受漩涡流作用在釜壁两侧区域循环流动,随后再次回到立式釜下半部分,此时近自由液面为阳极泥颗粒的低浓度区域.
 |
| 图 6 液固比对固相分布的影响 Fig. 6 Solid phase distribution under different liquid to solid ratio |
2 基于灰色关联度的工艺条件分析及多目标优化 2.1 灰色关联分析原理及步骤
灰色关联法是由邓聚龙教授于1982年提出[20],其目的是通过比较数列与参考数列间的同步变化趋势来衡量因素间的关联程度,若两者间的同步变化趋势越相近,则其关联程度越高,该因素对于研究对象的影响程度也越大.灰色关联分析的具体步骤如下:
1)确定比较数列和参考数列.灰色理论提出了对各子系统进行灰色关联度分析的概念,因此首先应确定反应系统行为特征的参考数列和影响系统行为的比较数列,对于实验过程中的m组数据,每组数据含有n个混合性能评价指标,可表示为:
|
(5) |
其中:Xi=(xi(1),xi(2),…,xi(m))T,i=1,2,…,n,xi(k)为第k组测量数据的第i个相关评价指标因素.
2)对参考数列和比较数列进行无量纲化处理.由于各指标的原始数据的量纲不同,且数值也相差较大,为使不同量纲的评价指标可以在同一度量尺度上进行比对分析,应该消除量纲,合并数量级.文中采用区间值化变换,计算公式如下:
若期望混合性能指标原始数据是越大越好,则采用公式:

|
(6) |
其中:yi(k)为数据处理后的数据序列.
使用公式和对立式釜混合性能参数进行无量纲化处理,则公式可转换为:
|
(7) |
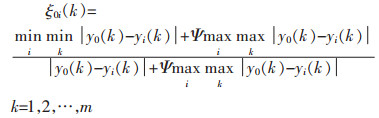
3)计算灰色关联系数.从本质上来说,曲线间几何形状的差别程度就是各因素之间的关联程度,因此关联程度的衡量标准可用曲线间的差值大小来表示.计算各组测量数据列与参考数据列灰色关联系数的公式表示为:
|
(8) |
式(8)中:y0(k)为参考序列,令y0(k)=1.0;ξ0i(k)为y0与yi的关联系数;Ψ为灰色关联的分辨系数,其取值范围一般为0 < Ψ < 1,文中根据文献将灰色关联的分辨系数取值为0.5;在公式中作为分母的Ψ越小,灰色关联系数ξ0i(k)计算值越大,越能进行区分.
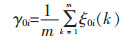
4)计算灰色关联度.灰色关联系数是比较数列和参考数列在不同工艺参数下的关联程度值,为便于系统比较,反应立式釜工艺参数与混合性能的关联程度,因此对各参考数列和比较数列的关联系数取平均值,这个平均值成为灰色关联度,其计算公式为:
|
(9) |
采用正交设计实验方案进行了不同参数下的立式釜三相搅拌模拟实验,并基于灰色关联分析法,综合考察各工艺参数对釜内搅拌混合性能的影响, 选取搅拌转速(A)、硫酸质量分数(B)、铜阳极泥颗粒体积分数(C)、温度(D)4种影响立式釜内搅拌流场的因素指标,以X=0.03 m截面的气含率(GH)、截面湍流动能(k)、硫酸溶液的平均速度(Vl)和铜阳极泥颗粒的平均运动速度(Vs)为评价指标,对立式釜内三相搅拌体系进行灰色关联分析,其原始数据如表 3所列.
| 表 3 立式釜内流场的影响因素原始数据 Table 3 Original data of influencing factors of flow field in vertical kettle |
 |
| 点击放大 |
由于各数据单位及物理量含义均不相同,无法对不同因素进行直接比较,因此对原始数据进行无量纲化处理.立式釜内截面气含率越高,多相混合效果越好,因此希望截面气含率越大越好;湍流动能越大,说明立式釜内各相流速越快,湍流强度越剧烈,混合越均匀,因此希望湍流动能越大越好;立式釜内硫酸溶液的高速流动使得铜阳极泥颗粒在釜内的运动范围将大大增加,促进固相颗粒悬浮作用;铜阳极泥颗粒的速度越快代表着立式釜内多相混合越均匀.因此,对于4种因素按公式(6)进行无量纲化处理.无量纲化后的数据见表 4.
| 表 4 混合性能无量纲化数据 Table 4 Normalization data for mixing performance |
 |
| 点击放大 |
将无量纲化后的数据代入式(8)、式(9)计算各混合性能评价指标(截面的气含率、湍流动能、硫酸溶液平均速度和铜阳极泥颗粒平均速度)之间的灰色关联度. 表 5所求得的灰色关联度表示的是各个因素与混合性能的关联的程度,值越大表示两者之间影响程度越明显,各因素与参考序列的灰色关联度及排序结果如表 5所列.
| 表 5 灰色关联度及排序 Table 5 Grey correlation degree and sorting |
 |
| 点击放大 |
由表 5可知,工况9的灰色关联度值最大,而工况3所对应的工艺参数灰色关联度值最小.因此工况9所对应的工艺参数搅拌混合效果最好,工况3所对应的工艺参数搅拌混合效果最差.为进一步比较各因素对搅拌混合性能的影响强弱,现对表 5中的灰色关联度进行极差分析,各因素水平的平均灰色关联度值如表 6所列,其在不同水平下的变化曲线如图 7所示.
| 表 6 各因素平均灰色关联度 Table 6 The average gray incidence of each factor |
 |
| 点击放大 |
 |
| 图 7 各因素水平与平均灰色关联度的关系 Fig. 7 The relationship between the level of each factor and the average gray correlation |
灰色关联度的极差大小代表各工艺参数对立式釜内搅拌混合性能的影响程度,极差越大,则该因素对混合性能影响越大,反之亦然.由表 6和图 7可知,搅拌转速在不同水平下的关联度相差最大,其值为0.574,表示搅拌转速是影响立式釜搅拌混合性能的最大参数因素.液固比的灰色关联度极差为0.028,即表示液固比是影响立式釜搅拌性能的最小参数因素.综合4种因素对搅拌混合的影响,其主次顺序依次为:搅拌转速>温度>硫酸质量分数>液固比.
3 结论1)由三相搅拌模拟结果可知:搅拌转速会加大立式釜内多相间的混合强度;硫酸质量分数的增加使得液相对气相的曳力作用增强,从而增加釜内的气含率;液固比的增加使得铜阳极泥颗粒对其它相的拖曳能力减弱,釜内流体流动速度加快;温度增加对流场的影响不大,只能在小范围增加釜内的气含率.
2)对正交设计实验的H2SO4-O2-铜阳极泥颗粒三相搅拌模拟结果进行灰色关联分析,得到各因素影响混合性能的主次顺序为:搅拌转速>温度>硫酸质量分数>液固比.
| [1] |
郭学益, 徐润泽, 田庆华, 等. 铜阳极泥低温碱性熔炼浸出液中杂质分离[J].
中国有色金属学报, 2017, 27(10): 2120–2127.
|
| [2] |
YANG H Y, LI X J, TONG L L, et al. Leaching kinetics of selenium from copper anode slimes by nitric acid-sulfuric acid mixture[J].
Transactions of Nonferrous Metals Society of China, 2018(1): 186–192. |
| [3] |
汪秋雨, 何强, 胡意文, 等. 全湿法短流程高纯银的制备工艺[J].
中国有色金属学报, 2017, 27(5): 1037–1044.
|
| [4] |
HE S M, WANG J K, XU Z F, et al. Removal of copper and enrichment of precious metals by pressure leaching pretreatment of copper anode slime in sulfuric acid medium[J].
Precious Metals, 2014(4): 48–53. |
| [5] |
张博亚. 铜阳极泥加压酸浸预处理工艺及机理研究[D]. 昆明: 昆明理工大学, 2008.
http://cdmd.cnki.com.cn/Article/CDMD-10674-1011057744.htm |
| [6] |
TATTERSON G B, KYSER E A. Mixing in fed-batch and continuous flow processes in nonstandard geometries[J].
Aiche Journal, 1991, 37(2): 269–273. DOI: 10.1002/(ISSN)1547-5905. |
| [7] |
郭学益, 闫书阳, 王双, 等. 数值模拟氧气底吹熔炼工艺参数优化[J].
有色金属科学与工程, 2017, 8(5): 21–25.
|
| [8] |
张万龙, 黄正欣, 左海滨, 等. 熔融气化炉填充床冶炼特征的数值模拟[J].
有色金属科学与工程, 2017, 8(6): 7–12.
|
| [9] |
杜开平, 赵世强, 吴胜利. 熔融气化炉风口回旋区冶炼特征的数值模拟研究[J].
有色金属科学与工程, 2017, 8(2): 8–13.
|
| [10] |
YANG S F, LI X, YANG C, et al. Computational fluid dynamics simulation and experimental measurement of gas and solid holdup distributions in a gas-liquid-solid stirred reactor[J].
Industrial & Engineering Chemistry Research, 2016, 55(12): 3276–3286. |
| [11] |
GREVSKOTT S, SANNAES B H, DUDUKOVIC M P, et al. Liquid circulation, bubble size distributions, and solids movement in two-and three-phase bubble columns[J].
Chemical Engineering Science, 1996, 51(10): 1703–1713. DOI: 10.1016/0009-2509(96)00029-2. |
| [12] |
MURTHY B N, GHADGE R S, JOSHI J B. CFD simulations of gas-liquid-solid stirred reactor: Prediction of critical impeller speed for solid suspension[J].
Chemical Engineering Science, 2007, 62(24): 7184–7195. DOI: 10.1016/j.ces.2007.07.005. |
| [13] |
PADIAL N T, VANDERHEYDEN W B, RAUENZAHN R M, et al. Three-dimensional simulation of a three-phase draft-tube bubble column[J].
Chemical Engineering Science, 2000, 55(16): 3261–3273. DOI: 10.1016/S0009-2509(99)00587-4. |
| [14] |
PANNEERSELVAM R, SAVITHRI S, SURENDER G D. Computational fluid dynamics simulation of solid suspension in a gas-liquid-solid mechanically agitated contactor[J].
Industrial & Engineering Chemistry Research, 2009, 48(3): 1611–1620. |
| [15] |
张琦, 谷延良, 提威, 等. 钢铁企业高炉煤气供需预测模型及应用[J].
东北大学学报(自然科学版), 2010, 31(12): 1737–1740.
|
| [16] |
范嘉雯, 程学群, 李晓刚, 等. 纯锌在我国热带海洋大气环境耐蚀寿命预测模型[J].
中国有色金属学报, 2016, 26(4): 797–806.
|
| [17] |
杨杰. 多层桨气液搅拌槽内流体力学性能研究[D]. 北京: 北京化工大学, 2014.
http://cdmd.cnki.com.cn/Article/CDMD-10010-1015542340.htm |
| [18] |
YANG F L, ZHOU S J, AN X H, et al. Fluid dynamics and transport phenomena gas-liquid hydrodynamics in a vessel stirred by dual dislocated-blade rushton impellers[J].
Chinese Journal of Chemical Engineering, 2015, 23(11): 118–124. |
| [19] |
GORJI M, BOZZARJOMEHRY R B, KAZEMEINI M. CFD modeling of gas-liquid hydrodynamics in a stirred tank reactor[J].
Iranian Journal of Chemistyr & Chemical Engineering International English Edition, 2007, 26(2): 85–96. |
| [20] |
邓聚龙. 灰色控制系统[J].
华中科技大学学报(自然科学版), 1982(3): 11–20.
|