 2009, Vol. 23
2009, Vol. 23引用本文 |

| 冲天炉节能技术探讨 |
冲天炉是生产铸件熔炼铁水的主要设备之一。它之所以被大多数生产企业选用是因为冲天炉有操作方便、结构简单、生产成本低等优点,国内生产的铸铁件中有85 %以上是由冲天炉供给的铁水。冲天炉的熔炼过程是:焦炭通过加料口加入炉内,鼓风机把空气送入炉膛,使焦炭燃烧放热,加热熔化炉料并产生一系列物理化学反应,铁水及炉渣通过过桥进入前炉,由铁水包接装,最后浇注铸件。烟废气经烟囱排入大气。生产中要求冲天炉熔炼的铁水温度和化学成份相对稳定,这就对其炉壁有高的抗侵蚀能力和炉膛形状尺寸变化小的要求。影响冲天炉节能的因素很多,如风量、焦铁比、炉料质量、炉子结构、炉膛形状、焦炭质量、操作技术等。目前国内冲天炉热效率为55 %左右,因而有45 %的热量被消耗掉了,如何使被浪费的45 %的热量降下来是一个值得分析探讨的问题[1]。
1 冲天炉内热交换的分析焦炭燃烧发出的热量主要供给金属料熔化、过热,占其热效率55 %左右。余下45 %热能用在熔剂的熔化,炉壁蓄热传热损失及高温废气从烟囱排出消耗上[2]。
炉壁热交换的分析。冲天炉炉壁由耐火砖和耐火混合料、隔热材料砌筑而成,其处在高温和高温气流的恶劣环境中工作。冲天炉本身具有炉壁效应特性,炉壁受机械、物理和化学侵蚀,炉膛随开炉时间延长不断地扩大,影响炉况稳定,为此有必要分析炉壁的传热情况。
传热是一种复杂的过程。冲天炉炉内的高温炉气以热辐射方式传给炉壁,炉壁本身的传热以热传导方式进行。冲天炉炉壁的热传导可以近似地看成圆筒壁的稳定热传导。
设冲天炉炉壁内径为d1,外径为d2,计算高度为L,内外面温度分别为t1和t2,耐火材料的热传导系数为λ。
|
多层炉壁传递的热量为:
|
现以内径为ф 0.6 m的冲天炉炉壁热传导为例。
| 表 1 冲天炉炉壁的有关原始数据 |
 |
| 点击放大 |
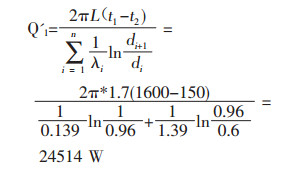
(2)单层炉壁热传导计算。熔化带至炉缸的传热量。
|
预热带
|
(3)双层炉壁热传导计算。若外层用硅藻砖砌一层40 mm厚的隔热材料替代粘土砖的双层炉壁,那么
|
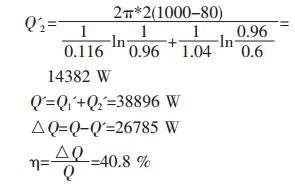
|
通过上述计算分析,可以看出,炉壁外缘砌一层隔热材料,也就是说双层(或多层)比单层的炉壁可以明显减少传热损失。只要炉壁侵蚀后在安全厚度范围内(炉壳不红)可尽量增加隔热层厚度。
2 冲天炉的节能措施综上分析所述,冲天炉的节能可从下面几方面采取措施来达到节能目的。
(1)强化管理、严格工艺,提高熔炼工素质,以求工艺过程最优化。备料时保证各种金属料表面干净,回炉料中铸件浇冒口的粘沙、废品铸件中泥芯砂,废钢中的氧化铁锈要彻底清除。不然要消耗热能将其杂物熔化进入炉渣中[3-4]。
(2)采用高效节电风机和隔热保温材料。高效风机噪音小、效率高、耗电少。减少炉壁热损失可以采用双层炉壁,把硅酸铝耐火纤维砖新型保温材料砌在冲天炉的炉墙之间,做为隔热夹层用,炉体内壳用耐火纤维材料粘贴[5-8]。
(3)优化并精确控制熔炼工艺。冲天炉采用计算机控制技术,包括计算机配料、炉料自动称量定量的配料比计算,熔炼过程的自动化控制,确保冲天炉处在优化状态下工作。计算机控制技术与手工控制相比可以有效提高焦炭热能利用率,节约焦炭10 %~15 %[6-7]。
(4)采用高效节电的前提下,仍然要合理设计送风系统,确定最佳送风方式,控制风压,采取预热带二次送风,提高燃烧温度等节焦降耗的措施。增加预热带高度,降低废烟气排放温度,采用热风炉胆送风均是节能的好手段[4-5, 7]。
(5)冲天炉结构定型后筑炉方式是关键,冲天炉炉壁应具有良好的抗高温性和保温性。所谓高温性是指耐火度、高温结构强度、高温体积稳定性及抗渣等性能。保温性是指热损少、温降低、热效率高。
生产实践中发现炉壁的砖缝由于受高温气流见缝就钻的冲刷,炉壁内表面砖缝侵蚀成一条条凹形槽,增大了炉壁内表面积,加快了侵蚀速度,为了减少砖缝数量,炉内壁可用成型圆弧砖砌筑(注意砌紧楔牢),可提高抗蚀能力。生产中还发现用搪炉耐火混合料捣实修补炉膛的方法,适应不了冲天炉长时熔炼的需要,而采用耐火砖平贴于炉膛修补可减慢炉壁侵蚀速度,有利炉况稳定,提高热效率。因此炉壁抗蚀能力及保温性很大程度上与砌(修)炉技术有着密切的关系。笔者认为冲天炉按不同部位采取不同的砌炉形式对提高热效率是有实际意义的。①烟囱及预热带采用隔热层+扇型砖的形式,如图 1所示。②熔化带至炉缸及前炉采用隔热层(1~2层)+楔型砖或隔热层+楔型砖+成型圆弧砖的形式,如图 2所示。③采用矩形砖平贴法修补炉膛比用耐火混合料捣实修补法抗蚀效果明显。
 |
| 图 1 烟囱预热带砌炉形式 |
 |
| 图 2 熔化带、炉缸、前炉砌炉形式 |
(6)采用先进适用的熔炼设备和熔炼工艺是节能的一个重要措施。推广采用热风、水冷、连续作业的长炉龄冲天炉。冲天炉向大型化及长时间连续作业方向发展是必然趋势。这也是目前国外采取的重要节能措施。例如采用大排距双层送风冲天炉技术可节约焦炭20 %~30 %。降低废品率5 %。水冷无炉衬和薄炉衬冲天炉,连续作业时间长,可节能30 %以上。热风冲天炉既节能又环保[8]。
3 结论冲天炉熔炼铁水,各企业根据各自产品类型制定了操作规程,在节能减排,降低能源消耗,减少废物排放,改善社会环境,冲天炉熔炼工序是大有潜力可挖的一个项目。
冲天炉的铁水质量与炉况稳定有着密切的关系,本文从传热计算与砌炉角度简单地作了阐述。生产实际中应根据炉子的结构,铸件的特点,开炉时间长短灵活采用砌炉方式。就砌炉材料来说应遵循“因地制宜,就地取材”的原则。粘土耐火砖,价格适中,成本较低,性能上基本能滿足冲天炉使用要求,用在烟囱、预热带上很适宜。其不足之处是抗蚀能力差,用在熔化带上就不够理想。现在许多工厂采用天然硅质耐火石如泡沙石、炉门石,它具有良好的热稳定性和隔热性,并容易机械加工,修炉时极为方便,直接用在炉子的熔化带、过热带、炉缸,以及前炉上能明显地改善炉子的技术经济效果。
| [1] |
哈尔滨工业大学热工教研组.
热工理论基础[M]. 北京: 人民教育出版社, 1961.
|
| [2] |
《筑炉工手册》编写小组.
筑炉工手册[M]. 北京: 冶金工业出版社, 1973.
|
| [3] |
东北工学院.
铸铁及其熔炼[M]. 北京: 冶金工业出版社, 1978.
|
| [4] |
喻光远. 冲天炉熔炼节能技术的生产实践[J].
铸造设备研究, 2007(5): 28–29.
|
| [5] |
叶兰芳. 冲天炉节能技术[J].
建筑机械, 1989(8): 28–29.
|
| [6] |
宋强. 冲天炉的节能与环保[J].
铸造设备研究, 2004(6): 1–5.
|
| [7] |
郝长有. 冲天炉的综合降耗节能措施[J].
节能, 1992(11): 21–22.
|
| [8] |
徐明. 铸造行业节能技术应用及发展建议[J].
现代铸铁, 2006(4): 42–46.
|