 2003, Vol. 17
2003, Vol. 17引用本文 |

| p控制图在稀土金属电解生产中的应用 |
随着国际市场稀土永磁、稀土贮氢材料的广泛应用, 稀土合金、单一金属的需求量日益增加, 电解稀土金属工业化生产得到极大的推广。但是在提高产品产量的同时, 如何提高产品质量, 满足用户需求, 已经成为各生产企业争取客户, 占领市场份额所面临的课题。我们知道, 在产品质量管理中, 不仅要做好事后检验, 而且在发现有废品生产的先兆时就要进行分析改进, 以预防废品的产生, 防止不合格品流入后续工序。美国质量专家休哈特创造的p(不合格品率)控制图就是运用数理统计原理进行这种预防的工具之一。p控制图是指不合格品率控制图, 其统计控制状态是指过程的不合格品率为常数P, 且各个产品的生产是独立的-p控制图的统计基础是两项分布[1~2]。笔者结合生产实际, 将p控制图在稀土金属电解生产中的应用实例及操作步骤简要介绍如下。
1 控制图的绘制步骤及应用高一级管理人员决定在何时及何处使用控制图, 现场管理人员则必须搜集资料, 并绘制控制图, 在发现异常点时, 要找出原因, 当达到统计控制状态时, 由高一级管理人员决定是否对系统进行改进, 以达到持续改进, 满足客户需求的目的。
控制图使用流程如图 1所示。
 |
| 图 1 使用控制图的流程图 |
2 选择控制对象
在使用控制图时应选择能代表电解稀土金属生产过程的主要质量指标作为控制对象。由于熔盐电解稀土金属工艺中大量采用了石墨阳极, 石墨电解槽。石墨制品及其掉入熔体中的碳粉, 在电解温度下很易与稀土金属作用, 生成高熔点的稀土碳化物。这些难熔化合物质点, 使金属呈分散状态, 严重影响金属的聚集和电解过程, 使大量金属液粒被氧化损失, 导致电流效率显著降低, 并影响金属产品的质量[3]。因此电解稀土金属时金属中的碳含量是其主要质量指标之一。客户对碳含量的要求也由原来的5×10-2%下降到现在的3×10-2%甚至是2×10-2%。所以说, 在稀土金属电解生产过程中碳含量是其主要控制对象。
3 选择控制图控制图主要是根据所控制质量指标的数据性质来进行选择, 我们在日常的电解金属碳含量检验中不要求检验出每块产品的碳含量绝对数值, 只需判断其碳含量范围即可, 通过物理检验方法将产品区分为合格品和不合格品。因此, 其统计数据是计件值, 应选择p控制图。
3.1 数据的收集为绘制p控制图, 我们搜集和分析了20位电解炉台操作员一周的产品生产情况。每天生产结束后, 将20位操作员的产品进行全数检验, 其数据如表 1所列。
| 表 1 产品检验结果 |
 |
| 点击放大 |
3.2 数据的计算和分析
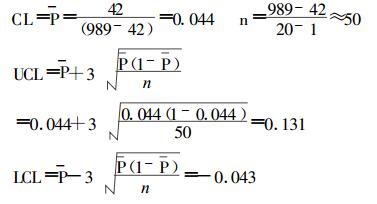
表 1中给出了每个操作员一周的产品不合格品率, 平均不合格品率即CL(中心线)计算如下:

|
计算上、下控制限UCL和LCL [1]:

|
式中:n —炉台操作员产出金属平均数, 块。

|

|
从表中数据发现2号操作员产出的不合格品率(2.14%)超出了上控制线(1.46 %), 经分析查找原因, 发现2号操作员是一个新员工, 对影响碳含量的电解温度及加料速度不能有效控制。剔除2号操作员的非统计控制状态下的数据, 重新计算P、UCL、CL、LCL。
|
当控制下限LCL的数值为负数时, 由于不合格品率不可能为负, 以LCL=0表示其自然控制下线。在p控制图上描出每个操作员的不合格品率(见图 2), 所有的描点都在上、下控制线内, 表明生产处于统计控制状态。
 |
| 图 2 标出每个操作员不合格品率的p控制图 |
4 p控制图的分析
建立分析用p控制图, 有以下两个基本用途。
(1) 用于判断:
判断生产过程是否处于统计控制状态?用p控制图观察每位操作员的生产过程, 答案如果是肯定的, 那我们将了解每位操作员产出金属的碳含量合格情况。
(2) 用于操作:
p控制图在生产期间帮助我们获得统计控制并予以维持, 此时生产过程已被带进统计控制中-我们将p控制图延伸控制界线至未来。将产品不合格品率在图上描点, 除非出现某一非随机趋势或有点落在控制界限外, 都可以认为生产处于统计控制状态。
当出现变异时, 消除变异的特殊原因很重要, 但生产过程并未就此提高, 消除特殊原因只是把系统控制在原位而已, 要想提高生产能力, 减少不合格品的产出, 只有做系统的改进。
5 p控制图的重新制定p控制图是根据稳态下的条件(人、机、料、法、环、测)来制定的, 如果上述条件变化, 如操作人员更换或通过学习操作水平显著提高, 设备更新, 采用新型的材料或更换其原料, 改变工艺参数或采用新工艺, 环境改变等, 这时, 控制图必须重新制定。由于控制图是科学管理生产过程的重要依据, 所以经过相当时间的使用后应重新抽取数据, 进行计算, 加以检验。
6 结语(1) p控制图在电解稀土金属生产中能直观迅速地反映生产是否处于统计控制状态, 不合格品率是否异常。当发现异常时必须查找原因、消除异常、纳入标准、使其不再出现。
(2) p控制图是在统计控制状态下搜集数据建立的, 当出现变异的特殊原因时, 需重新制定。
(3) p控制图本身不能降低产品不合格品率, 让生产处于统计控制状态下, 并不是我们的最终目的。统计控制一旦成立, 就应该进行系统改进, 提高产品质量和生产效益, 达到持续改进, 不断地满足客户需求的最终目的。
| [1] |
戴明.
戴明论质量管理[M]. 海南: 海南出版社, 2003.
|
| [2] |
国家质量监督检验检疫总局质量管理司, 质量专业理论与实物[M], 北京: 中国人事出版社, 2003. 165-182.
|
| [3] |
吴炳乾.
稀土冶金学[M]. 长沙: 中南工业大学出版社, 1997: 209-250.
|