 2022, Vol. 42
2022, Vol. 42引用本文 |

| 冷轧带钢带头印产生原因及改进措施 |

冷轧产品因具有良好的表面质量和机械性能而广泛应用于硅钢片、门板、家电板及汽车零部件等生产领域。随着自动化控制水平不断提升,冷轧产品的尺寸及其内在性能得到稳定控制[1-2]。冷轧产品表面质量是衡量冷轧产品质量的一个重要指标。近些年冷轧产品的质量异议及投诉中90%以上都是表面缺陷问题。影响表面质量的主要缺陷有划伤、凹坑、压痕、带头印等[3-5],其中卷取造成的带头印尤为突出[6]。据统计,冷轧产品生产过程造成的带头印切除率高达20%,每年带头印切除损失约500万元,带头印已经成为冷轧产品亟待解决的问题。
1 带头印的特征在冷轧产品的卷取过程中,钢卷带头穿带完成后,第二圈带钢卷取过程绕过内圈的带头时,由于受到带头的挤压,在张力和抱紧力的作用下,将使钢卷内圈的数层带钢产生塑性变形,在该处产生曲率突变“凸起”,称为带头印。带头印产生于带钢带头厚度凸起的位置,与带钢宽度方向平行。将有带头印的带钢沿长度方向展开,每隔一圈带头印会周期性重复出现[1],见图 1。第一圈压过带头产生的带头印最明显,从第二圈后带头印的变形度依次递减,带头印缺陷肉眼清晰可见,用手触摸有明显的凸起感。
 |
| 图 1 冷轧产品在展开时的带头印 |
对于冷轧产品,厚度大于0.7 mm的带钢在卷取时内圈都会产生带头印,内圈目视可见且有明显凸起感的带头印长度为100~300 m,尤其是屈服强度越低、厚度越厚的低碳钢,其带头印长度越长。在传统带头定位系统下带钢卷取还存在打滑、定位不准的问题,导致带钢出现两条带头印,无形中增加了带头印缺陷长度。
2 带头印产生机理分析冷轧带钢的卷取是带钢缠绕在橡胶套筒上,通过涨缩卷筒在张力作用下旋转将带钢层层覆盖实现。连退线卷取机橡胶套筒为空心圆柱形,带钢穿带后,内圈缠绕在套筒上,钢带缠绕示意如图 2所示。
 |
| 图 2 带钢缠绕示意 |
带头位置(C)受到带钢的张力、因带头厚度造成凸起产生的接触压力以及带钢本身的摩擦力作用,卷曲过程中带钢的缠绕会产生弯曲变形,在变形过程带钢外表面产生拉应力,内表面受到压应力[7-8]作用,应力分布如图 3所示,产生的弯曲应力为:

|
(1) |
 |
| 图 3 带钢弯曲应力分布 |
其中,E为带钢的弹性模量,MPa;h为带钢厚度,mm;R为橡胶套筒半径,mm。
通过计算可知,其弯曲应力与带钢的厚度呈正相关,即带钢厚度越厚,对其内圈造成的弯曲应力越大。因带钢具有一定的厚度,卷取过程在带头位置会产生曲率突变,造成凸起,在带头位置(C)产生的接触应力为:

|
(2) |
其中,E为带钢的弹性模量,MPa;F为接触面的压力,N;R为橡胶套筒半径,mm;L为带钢宽度,mm;r为带钢曲率半径,mm。
根据接触应力计算公式(2)可知,带钢在卷取过程中,其卷取层数越多,所产生的曲率半径越小,接触应力也越小。带头位置的曲率半径小于Eh/2Rel(Rel为带钢的屈服极限)时,在涨缩卷筒径向压力作用下,该凸起部位带钢接触应力大于带钢屈服极限,在内圈必然产生塑性变形,从而产生带头印。带钢内圈层数增加,其曲率半径增大,当实际接触应力值低于带钢的屈服极限时,带头接触位置不再产生塑性变形,带头印消失。
3 带头印的改进措施冷轧带钢表面缺陷的产生贯穿于炼钢、热轧、酸轧和退火等各工序,连退线为冷轧产品的最终工序,上游工序所产生的缺陷已经被控制或消除。带头印的产生与自身生产工艺及设备状态有关,在连退机组,其生产线设备参数确定、产品的材质、尺寸都是根据用户确定的。为保证钢卷卷取不松卷以及生产稳定,在材质、尺寸确定的情况下,生产过程中对张力的调节范围极其有限,因此,要从卷取设备进行改进。
国内许多冷轧线都在带头印改进领域做了研究,有的通过对带头定位系统进行改进以达到减少带头印长度的效果,有的通过优化橡胶套筒来减少带头印长度。其他钢厂连退线通过对带头定位系统改进优化,带头印长度为35~50 m,带头印长度在该范围的概率约为92%;通过优化橡胶套筒,带头印长度平均为40~60 m,带头印长度在该范围的概率约为88%。为验证这些措施的效果,新余钢铁股份有限公司连退线通过现场试验,若只优化套筒结构卷取,还存在打滑、定位不准等问题;只优化带头定位系统,不能有效解决带头厚度造成的凸起问题及不稳定性。因此,单一地对定位系统改进或优化橡胶套筒都不能明显改善带头印长度,且带头印长度不稳定。本文通过同时对带头定位系统进行改进和对橡胶套筒进行优化来改善带头印长度。
3.1 静态带头自动定位+普通橡胶套筒新余钢铁股份有限公司连退线带钢在卷取过程中,采用机组自带的传统穿带定位系统,带头穿带时卷取机速度是由出口张力组的编码器计算得来的,不是卷取机实际计算速度,在穿带过程中出口未建张,造成卷取过程打滑,卷取后常会造成两条间隔较近的带头印,见图 4,严重影响产品表面质量,且不同规格、不同钢种的张力也会产生张力偏差,造成带钢卷取打滑。
 |
| 图 4 两条凸起带头印 |
为解决卷取打滑问题,在传统带头定位系统上进行改进,探索出静态带头自动定位系统[9-11],见图 5。在穿带前卷取机芯轴自动单点动进行角度定位,使定位区停留在皮带助卷器咬入口;带头穿带时与定位区静态接触后,带钢与卷取机同线速度运行,助卷一圈后建张,完成穿带过程后起线。
 |
| 图 5 卷取机定位穿带过程示意 |
通过静态带头自动定位解决了卷取过程中打滑的问题,同时解决了两条带头印的问题,卷取后只有一条带头印,且定位精度由之前的±40 mm提高到±15 mm。该静态带头自动定位系统投用后,可实现自动控制,不需要手动设定或干预[12]。采用该定位系统+普通橡胶套筒进行卷取,观察带头印长度变化情况,带头印长度为100~200 m,未见明显改善。通过分析发现,带头印长度未改善的原因是带头凸起仍然存在,会对内圈产生作用力,从而形成带头印。因此,要改善带头印长度,还要对橡胶套筒形状进行优化。
3.2 静态带头自动定位+软带橡胶套筒在带头定位系统改进的基础上,采用普通橡胶套筒对带头印长度没有改善,其原因是带头存在一定厚度,从而在带钢表面产生应力。为克服带头厚度造成的影响,采用软带橡胶套筒[13]卷取,由于软带橡胶套筒具有50~70 mm的软区,见图 6,可在穿带时将带头隐藏在该软区,达到隐藏带头的效果,从而减少带头印的发生概率。
 |
| 图 6 软带橡胶套筒 |
采用改进后的静态带头自动定位系统,结合软带橡胶套筒进行现场试验并跟踪,发现该措施下定位精度也相应提高,基本稳定在10 mm左右,且对内圈带头折印长度有一定改善。跟踪厚度为0.7~2.0 mm的带钢的带头折印,发现屈服强度高的钢种(如DC01)带头折印长度在50 m左右,屈服强度低的钢种(如DC06)带头折印长度在80 m左右。存在带头折印长度时长时短、稳定性不佳的问题。同时软带橡胶套筒的使用会使带钢产生“凹印”,见图 7。
 |
| 图 7 软带橡胶套筒带头定位产生的“凹印” |
相比静态带头自动定位+普通橡胶套筒卷取,采用静态带头自动定位+软带橡胶套筒卷取,其定位精度明显提高,带头印长度也明显改善,但是距离行业领先水平还是有一定差距。为改善带头印长度,不仅需要解决带头厚度造成的带头印,也要解决软带橡胶套筒软区产生的“凹印”。
3.3 静态带头自动定位+微台阶橡胶套筒在带头定位系统改进的基础上,通过对软带橡胶套筒结构进行分析,发现其软区的主要作用是使带头定位到该软区上方后提供一定弹性容纳空间,带头穿带后可隐藏在该区域内,减轻对第二圈以后带钢的硌伤效应。受软带橡胶套筒的结构启示,新余钢铁股份有限公司研发出一种新的橡胶套筒,即微台阶橡胶套筒,见图 8、图 9。该套筒的设计原理是在套筒上开一个“L”型的微台阶,台阶高度为H,在R2位置圆弧加工过渡,钢卷带头第一圈定位在该台阶L区域内,第二圈起钢卷覆盖在带头的部位利用圆弧过渡。
 |
| 图 8 微台阶橡胶套筒断面示意 |
 |
| 图 9 微台阶橡胶套筒实物 |
采用改进后的静态带头自动定位系统,选取台阶高度H为1.1 mm的橡胶套筒卷取,跟踪带头折印效果发现,采用微台阶橡胶套筒既克服了“横折印”的产生,又避免了“凹印”缺陷的产生,且带头定位精度进一步提高,可精确定位在台阶处,见图 10。厚度1.1 mm以下带钢带头折印长度在30 m之内,明显降低,但是对于1.1 mm以上规格的带钢,其带头折印长度大于40 m,没有明显改善。
 |
| 图 10 带头精确定位 |
通过对1.1 mm以上规格钢卷的带头印效果分析发现,台阶高度H大于带钢厚度h时,钢卷带头第一圈定位在该台阶内,可起到隐藏带头作用,第二圈起钢卷覆盖在带头的部位可以圆弧过渡,从而减少带头折印;台阶高度H小于带钢厚度时,钢卷带头第一圈定位在该台阶内,带钢比台阶高出一定高度,第二圈起钢卷覆盖在带头的部位会产生带头印,且带钢厚度越大,带头折印长度越长。
为研究微台阶橡胶套筒高度H对带头印长度的影响,结合冷轧连退线产品规格,选择高度H为1.2 mm和2.1 mm制作微台阶橡胶套筒,采用静态带头自动定位系统跟踪卷取后的带头定位效果,见表 1。
|
|
表 1 微台阶橡胶套筒带头定位效果统计 |
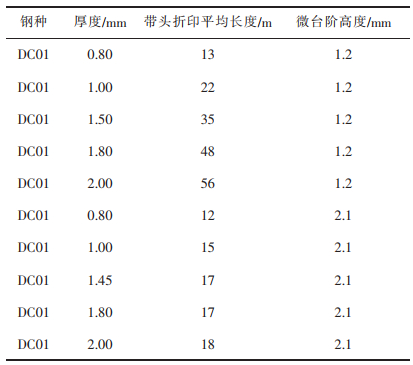
结果表明,静态带头自动定位系统+采用微台阶橡胶套筒卷取,带头可精确定位在台阶处,对带头印改善效果明显。台阶高度越大,带钢内圈带头印长度越短,微台阶高度固定为2.1 mm时,冷卷带头折印基本稳定在20 m之内,带头印长度在20 m内的概率为98%。
3.4 改进后的效果通过对原有定位系统以及橡胶套筒进行优化改进,采用静态带头自动定位系统结合3种橡胶套筒卷取,对比后发现,采用静态带头自动定位系统和微台阶橡胶套筒结合的方式卷取效果最好,其带头可精确定位在台阶处,且带头印长度改善效果最明显,从之前的100~300 m控制在20 m以内, 带头印长度在20 m内的概率达98%,改进后的带头印长度及概率均优于国内其他钢厂,达到行业领先水平。带头印缺陷切除比例由约20%降至3%,提高了产品成材率,每年可减少切废损失数百万元。
4 结论1)对原有带头定位系统优化改进,探索出静态带头自动定位系统,解决了卷取过程中打滑以及两条带头印的问题,且定位精度得到提高。
2)通过对原有定位系统以及橡胶套筒优化改进,发现静态带头自动定位系统+微台阶橡胶套筒相结合卷取的效果最佳,微台阶高度为2.1 mm时,带头印长度由改进前的100~300 m降至改进后的20 m内,概率达98%,达到行业领先水平。
3)采用改进后的措施,带头印缺陷切除比例从原有的约20%降至3%,提高了产品成材率,每年可减少数百万元损失。
| [1] |
李良洪, 徐攀, 余浩, 等. 冷轧精整线带钢卷筒折印分析及对策[J]. 冶金设备, 2015(2): 73-78. DOI:10.3969/j.issn.1001-1269.2015.02.016 |
| [2] |
伍永刚. 冷轧连退钢卷卷芯折痕分析及对策[J]. 中国设备工程, 2021(1): 130-132. DOI:10.3969/j.issn.1671-0711.2021.01.074 |
| [3] |
宋建新, 何建锋. 冷轧钢卷表面缺陷信息化管理初探[J]. 轧钢, 2018, 35(1): 63-66. |
| [4] |
金大华, 黄丽芳, 胡剑斌, 等. 冷轧连退机组划伤产生原因及控制措施[J]. 江西冶金, 2019, 39(5): 37-41. |
| [5] |
郭明清, 杨伟杰, 张亚楠, 等. 冷轧钢带表面粒状斑迹缺陷分析[J]. 江西冶金, 2017, 37(3): 24-26. DOI:10.3969/j.issn.1006-2777.2017.03.007 |
| [6] |
于强. 冷轧卷卷取折痕缺陷分析及防治[J]. 甘肃冶金, 2011, 33(1): 17-19. |
| [7] |
马庆龙, 杨利坡, 彭艳, 等. 冷轧带钢平整时横折印缺陷的产生机理及消除措施[J]. 钢铁, 2008, 43(1): 45-49. |
| [8] |
昝现亮, 常安, 文杰, 等. 带头印缺陷机理分析及攻关措施[J]. 轧钢, 2018, 35(4): 37-41. |
| [9] |
王慧宇. 首钢2230连退线卷取机控制系统的研究与应用[D]. 沈阳: 东北大学, 2017.
|
| [10] |
李文波, 王贵阳, 孙连生, 等. 基于软带套筒的带头自动定位系统[J]. 中国冶金, 2015, 25(9): 64-68. |
| [11] |
唐会龙. 冷轧平整带头定位系统的研发与应用[J]. 轧钢, 2019, 36(4): 62-64. |
| [12] |
黄海生, 胡剑斌. 冷轧处理线卷取机带头定位精度的改进[J]. 轧钢, 2020, 37(4): 78-80. |
| [13] |
赵宝华. 提高带头在橡胶套筒上定位精度的方法[J]. 科学技术创新, 2021(6): 188-189. |