 2003, Vol. 23
2003, Vol. 23引用本文 |

| 新钢公司拉丝用材(Q195L)生产工艺研究 |
拉丝用Q195线材要求强度低、延伸好, 广泛应用于金属制品行业, 经拉拔加工成镀锌铁丝、过滤网丝和铁钉等产品, 市场需求量大, 目前Q195L线材比建筑用线材市场售价高20~50元/t, 具有良好的经济效益。
新余钢铁有限责任公司(新钢公司)生产Q195L线材已有多年历史, 但由于在冶炼、轧制等方面均存在一些装备和工艺技术问题, 致使产品性能命中率低, 大量改判Q215L, 使Q195L线材的产销量受到很大限制。为了将Q195L这一品种做优、做大、做强, 为新钢公司增创效益, 技术中心组织有关技术人员对Q195L线材的生产工艺进行研究, 并取得了良好的成效。
2 原工艺及其生产状况 2.1 新钢公司Q195L线材生产工艺流程新钢公司生产Q195L线材的工艺流程为:12 t转炉冶炼(三钢) →吹氩喂线→连铸(120 mm×120 mm) →线材轧制(三型厂) →检验入库。
2.2 原Q195L线材生产执行的技术标准|
|
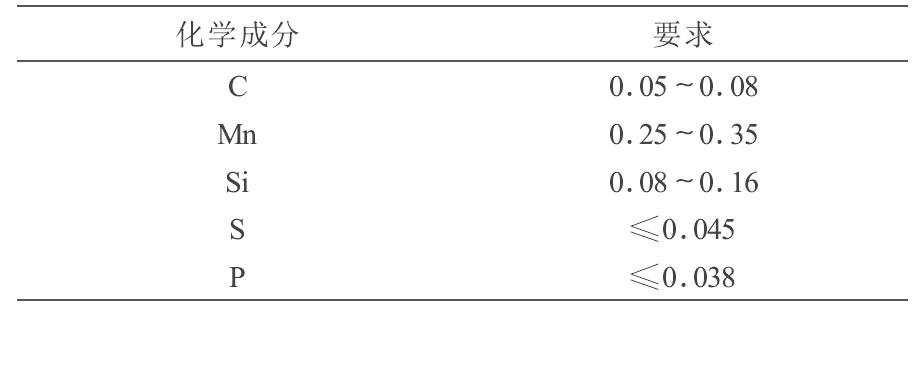
表 1 原Q195L化学成分要求, % |
|
|
表 2 原Q195L线材力学性能要求 |

在进行研究前, 生产Q195L线材的化学成分按表 1要求进行控制, 生产过程工艺的控制与建筑用线材生产基本相同, 结果Q195L命中率很低, 表 3为研究前(2001年8~9月)的实际生产指标。
|
|
表 3 研究前Q195L生产指标 |

为了探索Q195L主要化学成分(C, Si, Mn)与强度(σb)的关系, 对某一时段Q195L的有关生产数据进行收集和统计, 处理结果见图 1、图 2、图 3。从图 1~3可见, 随着钢中碳、硅、锰的降低, Q195L盘条的抗拉强度随之降低。
 |
| 图 1 碳含量与σb的关系 |
 |
| 图 2 硅含量与σb的关系 |
 |
| 图 3 锰含量与σb的关系 |
为了验证以上结果, 特组织待判品(DXQ195L, 即Si, Mn低出格)与Q195成分合格坯(XQ195L)的轧制对比试验, 试验统计结果见表 4。
|
|
表 4 DXQ195L与XQ195L轧制情况对比 |
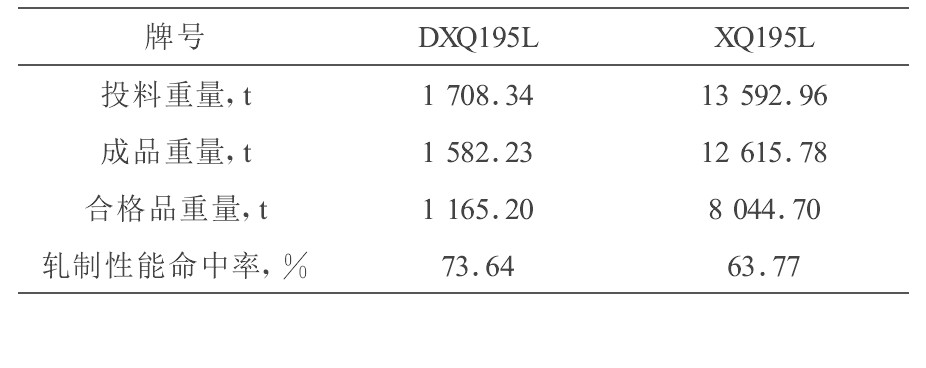
从表 4可以看出, 硅、锰低出格的待判品轧制性能命中率明显高于合格Q195L坯的轧制性能命中率(提高9.87%)。
为进一步检验这一结果, 研究课题组要求炼钢厂在冶炼过程中有意识将碳、硅、锰往下限控制, 并收到了满意的效果, 结果见表 5。
|
|
表 5 2002年1~3月Q195L成分与性能对照表 |

从表 5可明显看出, Q195L线材的σb随碳、锰、硅的降低而降低, δ10随碳、锰、硅的降低而提高。理论分析, 硅、锰均是钢中主要的置换强化元素, 硅、锰含量的适当降低, 对降低线材强度, 提高塑性有利, 这与生产试验结果是一致的。
基于以上理论的分析及生产实际验证情况, 技术中心于3月18日下文修改内控标准(即将硅取消下限, 锰的下限由0.25%下调至0.15%), 内控标准修改后, 冶炼命中率及综合命中率均有明显提高。
3.2 冶炼Q195L的主要工艺措施(1) 提高供氧压力(0.95~1.15 MPa), 延长终点压枪时间(大于60 s), 提高终点碳命中率, 减少碳高出格现象。
(2) 调整锰铁加入量(吨钢加入量减少0.5 kg左右), 减少锰高出格。
(3) 采用无碳覆盖剂替代碳化稻壳, 减少中间包钢液增碳。
4 Q195L轧制工艺研究分析认为化学成分一定时, 轧制过程中各项工艺参数对成品线材的性能有不同程度的影响。为了探索三型厂生产线主要工艺参数与成品线材性能的关系, 先后做了一系列模拟试验和现场试验。
4.1 模拟试验工艺研究组认为在轧机及坯料尺寸一定的情况下, 影响线材性能的主要工艺参数是温度和冷却速度。为此, 研究组在现有条件下进行了一系列模拟试验。
试样来自同一根Q195L盘条, 加热是在箱式电阻炉内进行, 炉温升至事先设定的温度后, 将试样放入炉内加热保温10 min, 然后以不同的冷却方式冷却, 再测σb和晶粒度。试验结果见表 6。
|
|
表 6 模拟试验结果 |
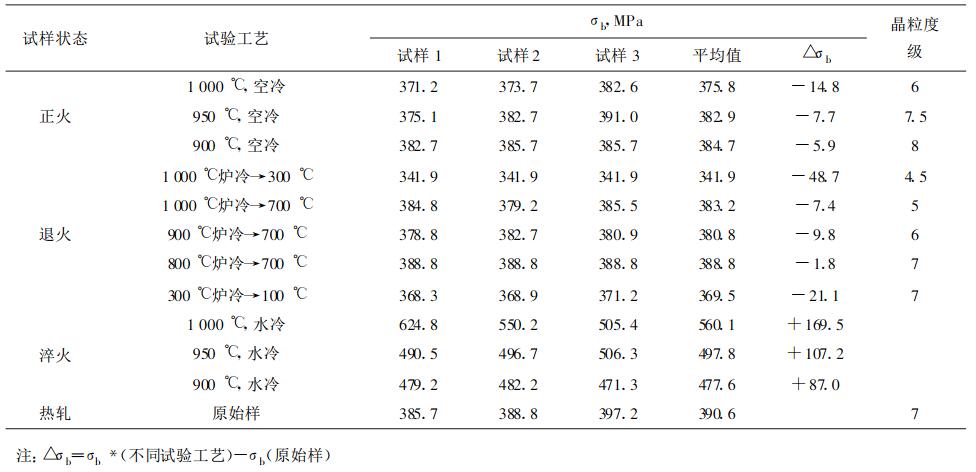
从表 6可以看出:
(1) 无论是正火还是退火状态试样的σb基本都是随试样加热温度的提高而降低(即△σb值负值越大)。其原因是试样加热温度高, γ晶粒相对粗大, 转变后α的晶粒也就相对粗大, 而晶粒尺寸与σb成反比关系。试验结果间接验证了提高终轧温度和吐丝温度有利于降低盘条的σb。
(2) 相同加热温度不同的冷却方式, 试样的σb有明显的差异, 冷速越快σb越高。同样1 000 ℃加热, 水冷与炉冷试样的σb相差218.2 MPa。这间接验证了盘条轧后的冷却方式对盘条的性能有显著影响。正因如此, 真正的高速线材轧机生产线一般都设有加速冷却(穿水、鼓风)和延迟冷却装置, 以便生产不同性能要求的线材。
(3) 热轧盘条试样经300 ℃重新加热保温(即去应力退火)后, σb也有明显下降。这说明三型厂生产线由于散卷辊道短(仅48 m, 一般高线70~80 m左右), 盘条集卷后取样温度约600 ℃~700 ℃, 取样空冷, 试样仍有较大的内应力并且α相中碳的析出仍不充分, 因此给试样重新加热保温, 随着应力的去除, 碳充分析出, σb下降。
4.2 现场试验基于以上模拟试验结果, 结合三型厂生产线的实际情况(现场试验的可行性), 研究组先后在现场做了两次试验。
4.2.1 热轧盘条穿水与不穿水试验为了验证实际生产中, 盘条终轧后穿水与不穿水冷却组织和强度的影响有多大, 研究小组在三型厂轧制Q215过程中, 将南线一组(共3组)冷却水全开; 北线3组全关。南北两线同时各轧5卷(即保证是同一冶炼炉号)。取样测试结果见表 7。
|
|
表 7 Q215盘条穿水与不穿水性能和晶粒度的比较 |
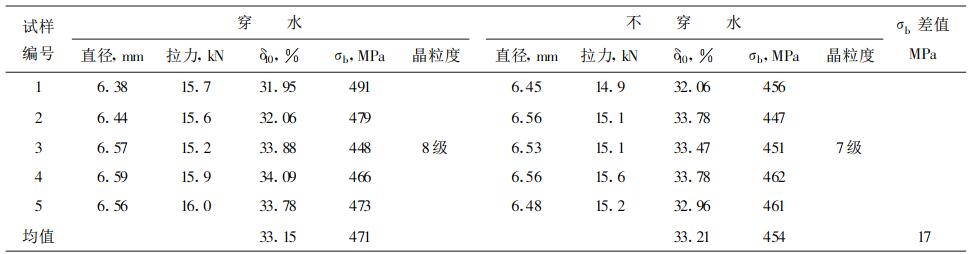
从表 7可以看出, Q215盘条穿水与不穿水, σb相差17 MPa, 而δ10差别不大, 晶粒度相差一级。试验结果表明, 终轧后盘条穿水与不穿水冷却对σb还是有一定的影响。
4.2.2 不同取样温度性能对比试验鉴于模拟试验结果(即热轧盘条试样经300 ℃退火处理后, σb明显下降), 研究小组认为, 热轧成品盘条的实际强度可能会低于试样的强度。因为通常Q195L的取样温度在700 ℃左右, 取样后放在地上空冷, 而成品盘条是成卷堆冷。为此, 研究小组在现场先按通常取样方法取8个样(每卷一个样), 然后待这8卷盘条冷却至100 ℃左右时, 再取8个样, 测其强度。试验结果见表 8。
|
|
表 8 不同取样温度性能对比试验结果 |
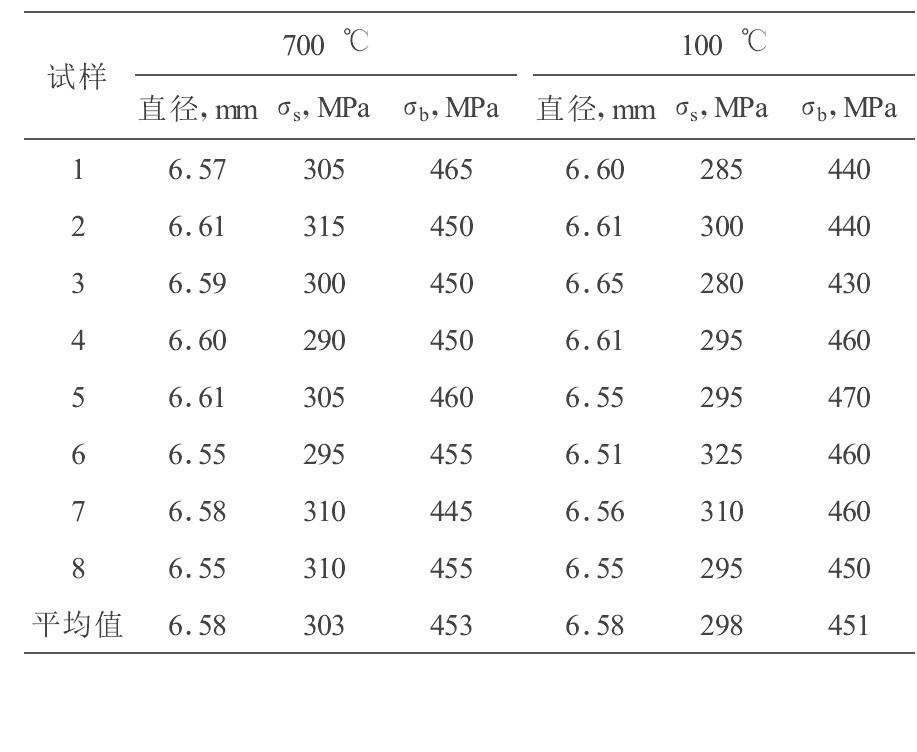
从表 8的结果可以看出, 700 ℃取样的σb, σs总体上高于100 ℃的取样值, 差异不大, △σs为5.35 MPa, △σb为2.5 MPa。差异不大的原因, 可能是受现场取样条件的限制, 16个试样都是取自每卷盘条的外圈。成品盘条堆冷时, 外圈的冷却速度与700 ℃取样后空冷的冷速相差不大。
基于以上试验及分析不难得出:降低盘条的强度从轧制工艺上可采取的有效措施为:
(1) 提高终轧温度和吐丝温度, 使盘条的晶粒尺寸更大一些。
(2) 减缓散卷运输过程的冷却速度, 使γ中碳充分扩散, 最终得到氟的量相对更多, 磷的片层间距更大。
(3) 集卷后在某一个温度(300 ℃左右)保温一定的时间, 让内应力充分去除及固溶于α相的碳充分析出。
但是三型厂的实际情况, 这3条有效的技术措施都很难实施:
(1) 提高终轧温度首先必须保证钢坯有足够的加热温度和保温时间, 然而三型厂现有的加热炉的实际加热能力及产量指标都不允许。
(2) 减缓散卷运输过程的冷速, 三型厂这条生产线没有延迟冷却设施且整个散卷输送线距离短。
(3) 集卷后在某个温度区间保温一定时间。三型厂现有的生产场地条件也是不允许的。
为此轧制Q195L线材采取了以下技术措施:
(1) 关小终轧冷却水, 尽可能提高吐丝温度。
(2) 避免散卷辊道轴承冷却水喷洒到盘条上。
5 Q195L生产工艺研究成效根据对Q195L生产工艺的研究结果, 在实际生产中, 采取相应技术措施后, Q195L线材命中率大幅度提高, 研究前及研究期间冶炼、轧制及综合命中率见表 9。
|
|
表 9 2001年8月~2002年6月冶炼、轧制及综合命中率, % |

(1) 适当降低Q195L线材的碳、硅、锰含量, 可以降低强度, 提高塑性。
(2) Q195L线材轧制过程的温度(加热温度、终轧温度、吐丝温度)和轧后冷却速度对线材的强度有显著影响。
(3) 通过对Q195L线材生产工艺的调整, Q195L生产命中率大幅度提高。