 2021, Vol. 41
2021, Vol. 41引用本文 |

| 22MnB5与HC340LA/HC340/590DP激光拼焊淬火后组织与性能分析 |

热成形技术已广泛应用于汽车零部件制造,其解决了高强钢冷成形过程中的回弹、开裂以及模具磨损等诸多问题,但同时也存在焊接性及韧性差等缺点,在应用时为满足碰撞法规安全与吸能要求,必须在设计时引入其他辅助零部件予以解决[1]。其中,异种材料激光拼焊技术应用较为广泛,其热成形方法是采用不同材质进行激光拼焊,热成形后获得不同性能分区的工艺方法,其具备软区性能稳定,可实现差厚板效果,软区焊接性可根本改善等优点[2]。目前,国内主要钢企均开发出了以22MnB5为代表的多种热成形钢材料,但对于1300MPa以上的热成形钢如何搭配低强度钢材的应用技术研究较少报道[3],本文采用HC340LA、HC340/590DP两种较低强度级别的钢板分别与22MnB5进行激光拼焊,并对拼焊后试样进行了高温淬火试验,分析了淬火后试样的组织与性能,淬火后的组织性能描述了激光拼焊结构的服役性能,是决定激光拼焊方案是否可行的关键性指标,通过分析,得到了两种高低强度激光拼焊热成形的工艺可行性与并对其进行优劣比较。
1 试验方法 1.1 试验准备试验材料、试验设备、激光拼焊工艺、金相试样制备与腐蚀方法具体如下。
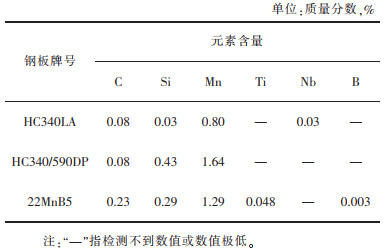
1) 试验材料:连续退火钢板HC340LA、HC340/590DP、22MnB5,厚度均为1.2 mm,材料的主要化学成分如表 1所列。
|
|
表 1 试验用连续退火钢板的化学成分 |
2) 试验设备:采用普瑞玛SLCWF-X0610激光焊机对钢板进行激光拼焊;采用美国DSI热模拟试验机GLEEBLE3500对样板进行高温淬火试验;采用德国Zwick电子式拉力试验机Z100对拼焊样板进行拉伸试验;采用日本奥林巴斯金相显微镜OLYMPUS-PMG3对焊缝处组织进行检测;采用英国威尔森维氏硬度计TESTOR971/3000对焊缝处硬度进行检测。
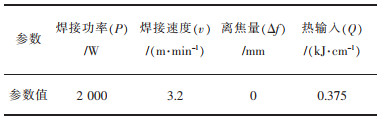
3) 激光拼焊工艺:采用低功率与适当焊接速度,光束焦点向低碳当量材料方向偏移,焊接工艺参数如表 2所列。
|
|
表 2 激光焊接工艺参数 |
4) 金相试样制备:金相组织试样为10 mm×10 mm正方形试样,带有焊缝的试样焊缝位于正方形的中部,腐蚀剂选用3%的硝酸酒精溶液,采用常规的金相处理方法进行金相制样与观测。
1.2 试验方案通过点焊机将热电偶丝焊插在试样中部表面,用于监控试样温度。由于热模拟试验中采用电阻加热,试样长度方向温度分布不均匀,以试样中心为对称轴呈现轴对称分布,为减少试样的温度不均匀,选用图 1所示的试样类型,焊缝位于正中部,两侧为异种材料,试样宽度为30~40 mm,拉伸试样在其中部线切割制取,宽为12.5 mm,长为50 mm,采用国标GB/T 228.1—2010规定的P5试样。
 |
| 图 1 高温加热与淬火试样形式 |
具体淬火试验方案:加热与淬火工艺如图 2所示,以时间顺序分为4个阶段。阶段1:以15 ℃/s的加热速率加热到700 ℃,阶段2:以5 ℃/s的加热速率加热到930 ℃保温3 min,阶段3:以6 ℃/s的冷却速率冷却到900 ℃,保温10 s,阶段4:以冷速30 ℃/s进行淬火至室温。淬火结束后,进行拉伸小试样的线切割加工,并测定材料的组织与力学性能。试验方案尽量贴近真实的热成形工艺,设计930 ℃降低到900 ℃,是模拟实际从加热炉取出试样放置到模具时有一定的温度损失。
 |
| 图 2 试验温度制度示意 |
对激光拼焊后试样进行高温淬火试验,并对淬火后试样进行室温拉伸试验以测定其力学性能、进行金相显微组织测定、进行焊缝区域硬度测定。
2.1 激光拼焊淬火室温拉伸性能1) HC340LA与22MnB5匹配激光拼焊淬火室温拉伸性能
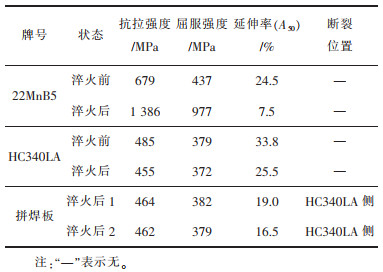
对22MnB5、HC340LA与两者拼焊后试样分别进行淬火后性能检测,结果均为横向力学性能,如表 3所列。淬火后22MnB5抗拉强度大于1 300 MPa,屈服达到大于950 MPa,属于正常淬火水平。HC340LA淬火后性能较退火板差别不大,抗拉强度有所下降30~50 MPa,断后延伸率绝对值下降3%~8%。焊接试样断裂发生在HC340LA一侧,整体强度较淬火后HC340LA差别不大,但延伸率较HC340LA下降明显,下降10%左右。从力学性能上分析,HC340LA在30 ℃/s的冷却速率下未发生马氏体相变。
|
|
表 3 HC340LA与22MnB5各工艺状态力学性能 |
HC340LA各工艺状态拉伸曲线(工程应力-工程应变曲线)如图 3所示,HC340LA及焊接区域淬火后屈服平台明显加长。
 |
| 图 3 HC340LA各工艺状态拉伸曲线 |
2) HC340/590DP与22MnB5匹配激光拼焊淬火室温拉伸性能
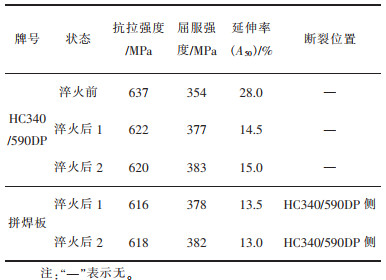
HC340/590DP各工艺状态力学性能如表 4所列,由表 4可知,HC340/590DP的淬火性能与退火板性能出现一些差异,总体规律为抗拉强度下降,屈服强度上升,延伸率下降,相比H340LA延伸率下降的幅度更大,绝对值下降了13%左右。说明材料组织形态发生了较为明显的变化。焊缝区域的淬火性能与HC340/590DP的淬火性能差别不大,屈服、抗拉强度均变化不大,延伸率也只是略有下降,绝对差在2%左右。
|
|
表 4 HC340/590DP各工艺状态力学性能 |
HC340/590DP各工艺状态拉伸曲线(工程应力-工程应变曲线)如图 4所示,母材和焊缝区域的拉伸曲线均未出现显著屈服平台。
 |
| 图 4 HC340/590DP各工艺状态拉伸曲线 |
分别对HC340LA、HC340/590DP淬火前后组织进行测定,并对HC340LA与22MnB5匹配、HC340/590DP与22MnB5匹配激光拼焊淬火后的焊缝区域组织进行测定。
1) HC340LA淬火前后金相组织
HC340LA淬火前后组织如图 5所示。上述的力学性能变化可以从淬火组织上得到明确说明。由图 5可见,淬火组织没有发现马氏体组织,而较高的加热温度使晶粒等轴度较退火组织好,铁素体晶粒尺寸较退火组织粗大,因此屈服强度略有下降,而碳化物成块状分布,尺度远大于退火态组织,弥散度也不如退火态组织,这是断裂强度与延伸率下降的主要原因[4]。
 |
| 图 5 HC340LA淬火前后组织对比 |
2) HC340LA与22MnB5匹配激光拼焊焊缝处金相组织
HC340LA与22MnB5匹配激光拼焊焊缝处金相组织整体形貌如图 6所示,可将焊缝区域大致分成5个区域,从左向右依次为HC340LA母材区域(A)、HC340LA侧热影响区(B)、熔合区(C)、22MnB5侧热影响区(D)与22MnB5母材区域(E)。
 |
| 图 6 HC340LA与22MnB5匹配激光拼焊焊缝处金相组织变化 |
焊缝组织与退火态组织形成较大差异,高温时奥氏体化及元素扩散重新分布,导致组织发生了根本性的改变[5]。碳在高温时的扩散作用,使得靠近HC340LA侧熔合区边缘处含碳量高,淬火时该区域马氏体含量相对较高,而芯部和靠近22MnB5侧的熔合区,由于碳向HC340LA侧扩散作用,使其碳含量较退火态焊缝有所降低,碳在熔合区形成了左侧略高,中心略低,右侧最高的分布特性[6],焊缝组织也在成分的作用下发生了相应的分布,左侧(B)为铁素体加马氏体(少量贝氏体)的混合组织,在原熔合线附近马氏含量略有增高;焊缝中心(C)也为铁素体加马氏体(部分贝氏体)组织,组织分布较为均匀;而焊缝右侧(D)为马氏体加铁素体(少量贝氏体)的组织[7]。5个区域的局部金相组织如图 7所示。
 |
| 图 7 HC340LA与22MnB5匹配激光拼焊焊缝处局部组织 |
3) HC340/590DP淬火前后金相组织
HC340/590DP淬火前后组织如图 8所示。HC340/590DP淬火组织与退火组织有比较大的区别,在铁素体晶界处的马氏体数量相对减少,但在铁素体晶粒内部出现了大量贝氏体,这就是淬火后屈服强度上升,抗拉强度下降,延伸率下降的根本原因。在30 ℃/s的冷却速率不足以让HC340/590DP马氏体数量增加,这也是其低碳特性决定的[8]。
 |
| 图 8 HC340/590DP淬火前后组织对比 |
4) HC340/590DP与22MnB5匹配激光拼焊焊缝处金相组织
HC340/590DP与22MnB5匹配激光拼焊焊缝处金相组织整体形貌如图 9所示,可将焊缝区域大致分成4个区域,从左往右依次为HC340/590DP母材区域(A)、HC340/590DP侧熔合线附近区域(B)、熔合区(C)、22MnB5侧熔合线附近及母材区(D)。
 |
| 图 9 HC340/590DP与22MnB5匹配激光拼焊焊缝处金相组织变化 |
HC340/590DP与22MnB5焊缝淬火组织不是以铁素体为基础的组织,焊缝左侧A区为母材组织,为铁素体+贝氏体+少量马氏体组织,B区为左侧熔合线附近的组织,铁素体和贝氏体数量逐步减少,马氏体数量在增加,C区为熔合区芯部组织,区域较宽,主要为马氏体和少量铁素体组织,D区为右侧熔合线及22MnB5母材区,熔合线已不明显,主要为马氏体组织[9]。4个区域的局部金相组织如图 10所示。
 |
| 图 10 HC340/590DP与22MnB5匹配激光拼焊焊缝处局部组织 |
1) HC340LA与22MnB5匹配激光拼焊淬火后焊缝区域硬度
HC340LA与22MnB5匹配激光拼焊淬火后焊缝硬度分布如图 11所示,焊缝区域性能只略高于基体HC340LA,与22MnB5形成较陡的强度过渡[10]。
 |
| 图 11 HC340LA与22MnB5匹配激光拼焊淬火后焊缝硬度分布 |
2) HC340/590DP与22MnB5匹配激光拼焊淬火后焊缝区域硬度
图 12为HC340/590DP与22MnB5匹配激光拼焊淬火后焊缝区域硬度特征,与HC340LA与22MnB5匹配激光拼焊淬火后焊缝硬度分布的情况不同,在焊缝区域形成了较好的平台式强度梯度过渡,且平台位于硬度中值附近[11]。
 |
| 图 12 HC340/590DP与22MnB5匹配激光拼焊淬火后焊缝硬度分布 |
两种材料与22MnB5匹配激光拼焊并进行热模拟高温加热淬火后,通过室温拉伸、金相组织、硬度检测试验分析,得出如下结论:
1) HC340LA淬火后抗拉极限为450 MPa,延伸率大于20%,焊缝不是淬火件的薄弱区,在30 ℃/s的冷却速率下可以与22MnB5形成软硬区搭配,存在的问题就是此种搭配强度梯度大,焊缝区域与软区母材极限延伸率差别大。
2) HC340/590DP淬火后抗拉极限620 MPa以上,延伸率大于15%,焊缝不是淬火件的薄弱区,在30 ℃/s的冷却速率下可以与22MnB5形成软硬区搭配,强度过渡存在阶梯平台梯度较为合理,焊缝区域与软区母材极限延伸率差别不大。
| [1] |
王敏, 李梁, 李兵, 等. 22MnB5/DP980激光拼焊板热成形淬火组织与性能[J]. 热加工工艺网络首发论文, 2020(7). |
| [2] |
周靖, 王宝雨, 徐伟力, 等. 耦合损伤的22MnB5热变形本构模型[J]. 北京科技大学学报, 2013, 35(11): 1450-1457. |
| [3] |
刘庆永, 杜雁冰, 郭健, 等. 高强钢激光搭接焊接接头组织及显微硬度[J]. 焊接, 2017(6): 61-65. |
| [4] |
崔金鹏. 高强度钢激光焊接的材料机理研究[D]. 上海: 上海交通大学, 2009.
|
| [5] |
胡唯, 张延松. 焊接速度对高强钢激光焊热影响区软化的影响[J]. 热加工工艺, 2013, 42(9): 166-168. |
| [6] |
GAO S L, LI Y T, YANG L J, et al. Microstructure and mechanical properties of laser-welded dissimilar DP780 and DP980 high-strength steel joints[J]. Materials Science and Engineering: A, 2018, 720: 117-129. DOI:10.1016/j.msea.2018.02.057 |
| [7] |
钟国旗, 冯爱新, 薛伟, 等. 车门不等厚镀锌钢板的Disk激光拼焊焊缝成形及焊接性能研究[J]. 应用激光, 2015, 35(3): 339-343. |
| [8] |
尚庆慧, 舒滢, 王国栋, 等. 不等厚DP1180/DP590双相钢激光拼焊接头的显微组织与力学性能[J]. 机械工程材料, 2019, 43(3): 44-49. |
| [9] |
韦春华, 吴丰顺, 陶武, 等. 不等厚DP600与IF钢激光拼焊工艺和接头组织性能[J]. 华中科技大学学报(自然科学版), 2014, 42(7): 128-132. |
| [10] |
董伊康, 罗扬, 孙江欢, 等. 不等厚DC56D+Z/HC180BD+Z钢激光拼焊焊接接头性能分析[J]. 热加工工艺, 2021, 50(7): 132-134. |
| [11] |
JING C N, CHEN H, FAN J C, et al. EBSD analysis of laser welded joints for dissimilar steels with different thicknesses[C]//Advanced High Strength Steel and Press Hardening. Changsha, China. WORLD SCIENTIFIC, 2016.
|