 2022, Vol. 42
2022, Vol. 42引用本文 |

| 硅热法补偿转炉终点温度技术应用与实践 |


转炉热平衡状况的好坏对吹炼成渣过程、废钢熔化、渣-钢之间的化学反应、吹炼终点命中率以及钢水实物质量等都有重要的影响[1-3]。但在实际生产过程中,由于铁水成分复杂(尤其是C、Si、Mn)和温度波动及重废钢尺寸大、钢包热状态差、转炉与铸机节点不匹配等因素,造成转炉吹炼终点温度未能达到目标出钢温度范围要求。为补偿终点出钢温度,转炉不得不增加补吹操作,但这通常会造成钢水过氧化严重、合金收得率下降、铁损增加、冶炼周期延长及转炉炉衬侵蚀加剧等问题[4-6]。
本文结合马钢长材事业部65 t转炉冶炼现场实际,对硅热法补偿转炉终点温度工艺进行理论研究与生产实践,为实现转炉低成本、高效率冶炼生产提供理论参考及技术支撑。
1 硅热法温度补偿工艺参数理论计算碱性转炉炼钢操作中,硅的氧化反应区在炉气与金属、炉渣与金属、渣膜与金属液滴等界面上进行,硅氧反应见式(1)[7-8]:
|
(1) |
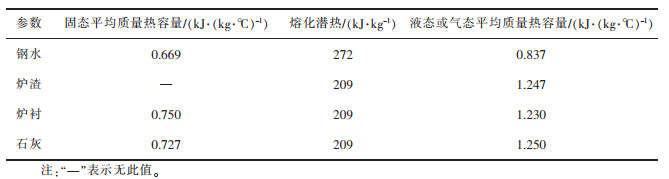
硅氧化反应产生的化学热不仅使钢水升温,而且也使炉渣、炉衬同时升温。通常,炉渣与被加热部分炉衬升温均为钢水量的10%[9]。马钢转炉公称容积为65 t,平均出钢量67 t,生产用硅铁合金含硅72.5%,收得率为85%。以升温幅度30 ℃、硅铁合金发热效率及氧气利用率均为100%计,相关热力学数据如表 1所列[10]。
|
|
表 1 钢水、炉渣的平均质量热熔[10] |
转炉冶炼热平衡计算公式见式(2)[11]:

|
(2) |
式(2)中:ΔT为升温幅度,℃;CP钢水为钢水比热容,kJ/(℃·kg);CP炉渣、CP炉衬分别为炉渣和炉衬的比热容,kJ/(℃·kg);m钢水、m炉渣和m炉衬分别为钢水量、炉渣量和被加热部分炉衬量,t;ΔH为硅氧反应热效应,kJ/kg;72.5%和85%分别为硅铁合金硅含量和收得率。
文献[12]表明,1 kg石灰吸收热量为1 678 kJ。1 kg硅元素反应产生热量为28 314 kJ,生成二氧化硅2.14 kg,炉渣二元碱度(R)为3.0,现场用石灰中CaO的有效率为86.23%。由此可计算1 kg硅元素氧化后需配加的石灰吸收的热量为:

|
1 kg硅元素氧化放热提供给钢液的热量为:

|
将相关数据代入式(2),计算可得:

|
向转炉内进行吹氧操作,根据硅铁合金加入量计算吹氧量,硅氧反应方程式见式(3):
|
(3) |

|
(4) |
式(4)中:Q(O2)为理论吹氧量,m3;72.5%,85%分别为硅铁合金硅含量和收得率;22.4为氧气摩尔体积,L/mol;28为硅的摩尔质量,g/mol。
1.3 理论吹氧时间在供氧强度(q)为3.2 m3/(min·t)条件下,确定吹氧时间(t)。

|
(5) |
式(5)中:60为时间换算,s;67为转炉平均出钢量,t;3.2为供氧强度,m3/(min·t)。
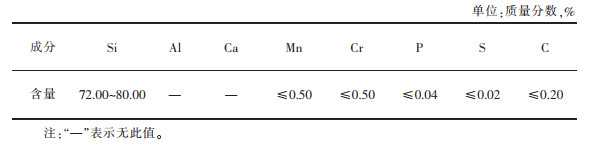
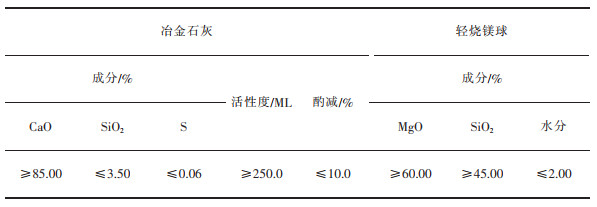
2 试验条件现场试验主要在马钢4座公称容积为65 t转炉上进行,吹炼氧枪为4孔喷头,供氧强度为3.2~3.6 m3/(t·min),氧枪喷头工艺参数如表 2所列,试验用硅铁合金技术指标及转炉造渣料技术指标分别如表 3、表 4所列。
|
|
表 2 氧枪喷头工艺参数 |

|
|
表 3 试验用硅铁合金技术指标 |
|
|
表 4 转炉主要造渣料技术指标 |
本试验以升温幅度30 ℃为研究对象,为便于讨论,这里引入2个参数和1个定义:
1)硅铁合金过剩指数
|
2)氧气过量系数
|
3)发热效率

|
现场试验选择氧气过量系数为1.1、1.2、1.3,在此基础上选择硅铁合金过剩指数分别为1.0、1.1、1.2、1.3、1.4、1.5,以研究硅铁合金过剩指数对升温幅度和发热效率的影响及供氧强度与升温速率之间的关系。
3.1 硅铁合金过剩指数对升温幅度的影响硅铁合金加入量是影响熔池钢液升温幅度的主要因素之一。采用硅热法补偿转炉终点温度,硅铁合金加入钢液后,存在向钢液内部扩散、高温挥发、残留在炉内成熔渣等情形,会造成一定程度的损失。因此,需适当过量加入硅铁合金,但硅铁合金过剩指数应有一个合适的值。硅铁合金过剩指数对升温幅度的影响如图 1所示。
 |
| 图 1 硅铁合金过剩指数对升温幅度的影响 |
从图 1可看出,当硅铁合金过剩指数在1.0~1.3之间时,随着硅铁合金过剩指数增加,升温幅度也在增加,且对升温幅度影响的趋势是一致的,这是由于硅铁反应物的增加促进了反应的进行。但当硅铁合金过剩指数在1.3~1.4之间时,升温幅度的增加并不明显,当硅铁合金过剩指数超过1.4时,升温幅度趋于平缓。一般认为适宜的过剩指数为1.2~1.3[13]。综合考虑,过剩指数在此范围内即可获得良好的升温效果,过高的过剩指数不仅会增加物料消耗,还可能引起钢水成分失控[14]。
3.2 硅铁合金过剩指数对发热效率的影响发热效率是硅热法补偿转炉终点温度升温处理效果的综合反映,也是技术经济评估中的一项重要指标。对于硅热法补偿转炉终点温度工艺而言,发热效率越高,升温处理效果越好。硅铁合金过剩指数对发热效率的影响如图 2所示。
 |
| 图 2 硅铁合金过剩指数对发热效率的影响 |
从图 2可看出,在硅铁合金过剩指数相同时,发热效率与氧气过量指数呈正相关。当氧气过量系数分别为1.1、1.2、1.3时,发热效率在硅铁合金过剩指数为1.2~1.3处达到最高,最高值为75.83%,这是因为适当增加反应物的量可促进反应的进行,从而提高反应效率。但当硅铁合金过剩指数超过1.3时,发热效率呈明显下降趋势,此时,氧气过量系数成为限制性因素。
3.3 供氧强度对升温速率的影响选择氧气过量系数为1.3、硅铁合金过剩指数为1.3时,分别研究供氧强度与升温速率之间的关系,结果如表 5所列。
|
|
表 5 供氧强度与升温速率的影响关系 |
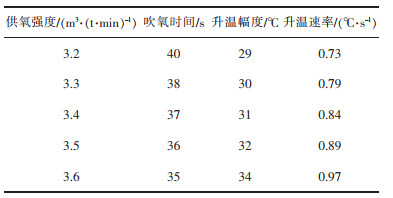
由表 5可以看出,在氧气过量系数为1.3、硅铁合金过剩指数为1.3的条件下,升温速率与供氧强度呈正相关,且供氧强度越大,供氧时间越短,升温速率越快。
4 应用效果转炉吹炼至终点时,由于钢中残留发热元素(主要包括C、Mn)含量已被氧化至较低水平,通过向转炉内加入具有较高发热值的常用硅铁合金(硅含量为72.5%,收得率为85%)作为发热剂,利用其发热元素硅与氧反应生成的化学热补偿转炉终点温度,其工艺操作流程如图 3所示。
 |
| 图 3 硅热法补偿转炉终点温度工艺操作流程 |
硅热法补偿转炉终点温度操作工艺是利用发热元素硅的活性比碳强的特点,优先与氧发生氧化反应放热,提升转炉终点熔池温度,在补偿转炉终点温度的同时,实现了“保碳出钢”。表 6所列为传统补吹和硅热法温度补偿两种工艺的指标对比。
|
|
表 6 传统补吹和硅热法温度补偿工艺指标对比 |

由表 6可以看出,在升温幅度基本相同的条件下,硅热法温度补偿工艺实施后,与传统补吹工艺相比,转炉终点平均脱碳率下降0.03%/min,氧含量平均下降6.697 8×10-4,钢铁料消耗平均下降45.39 kg/t。
5 结论1)硅铁合金过剩指数在1.2~1.3范围内可获得良好的升温效果,过高的过剩指数容易引起钢水成分失控,消耗增加。
2)氧气过量系数为1.3、硅铁合金过剩指数为1.3时,熔池升温幅度和发热效率达到最佳,发热效率最高值达到75.83%。
3)升温速率与供氧强度呈正相关,且供氧强度越大,供氧时间越短,升温速率越快。
4)在实际工业生产中,可根据升温幅度、升温速率、硅铁合金过剩指数、发热效率综合计算硅铁合金加入量,并根据生产节奏需要,灵活选择供氧强度和供氧时间等工艺参数。
5)在升温幅度基本相当的条件下,与传统补吹工艺相比,转炉终点平均脱碳率下降0.03%/min,氧含量平均下降6.697 8×10-4,钢铁料消耗平均下降45.39 kg/t,具有良好的应用推广前景。
| [1] |
陈均, 曾建华, 陈炼, 等. 攀钢半钢冶炼热补偿工艺开发及应用[J]. 钢铁研究学报, 2020, 32(7): 618-625. DOI:10.13228/j.boyuan.issn1001-0963.20200020 |
| [2] |
张彦恒, 周海龙, 喻林, 等. 钒钛铁水冶炼提升废钢比的探索与实践[J]. 特殊钢, 2018, 39(5): 21-23. DOI:10.3969/j.issn.1003-8620.2018.05.006 |
| [3] |
于国庆. 转炉高废钢比条件下热补偿工艺研究[J]. 福建冶金, 2019, 48(1): 33-35. DOI:10.3969/j.issn.1672-7665.2019.01.010 |
| [4] |
耿志军. 转炉采用热补偿工艺提高终点命中率的研究[J]. 钢铁, 2004, 39(9): 31-34. DOI:10.3321/j.issn:0449-749X.2004.09.007 |
| [5] |
王忠刚, 杜金科, 王洪军. 转炉钢水过氧化原因分析及危害[J]. 山东冶金, 2009, 31(4): 29-30. DOI:10.3969/j.issn.1004-4620.2009.04.010 |
| [6] |
程志刚, 王彦平. 钢水过氧化原因及控制措施[J]. 山西冶金, 2006, 29(3): 43-44. DOI:10.3969/j.issn.1672-1152.2006.03.017 |
| [7] |
张岩, 张红文. 氧气转炉炼钢工艺与设备[M]. 北京: 冶金工业出版社, 2010.
|
| [8] |
胡晓英, 王玉霞, 王南辉. 转炉炼钢用铁水的硅含量分析[J]. 宽厚板, 2009, 15(1): 14-16. DOI:10.3969/j.issn.1009-7864.2009.01.005 |
| [9] |
吕亚, 王新志, 胡锐, 等. 150 t顶底复吹转炉物料及热平衡计算与应用[J]. 特殊钢, 2011, 32(3): 33-36. DOI:10.3969/j.issn.1003-8620.2011.03.010 |
| [10] |
冯聚和. 炼钢设计原理[M]. 北京: 化学工业出版社, 2005: 22-23.
|
| [11] |
王海川, 董元篪. 冶金热力学数据测定与计算方法[M]. 北京: 冶金工业出版社, 2005: 34-35.
|
| [12] |
刘道孟, 樊赛, 陈东宁, 等. 冶炼过程中热量补偿的实施效果[J]. 河南冶金, 2018, 26(5): 44-47. DOI:10.3969/j.issn.1006-3129.2018.05.015 |
| [13] |
孙铭山, 董元篪, 乐可襄, 等. 钢水化学加热法硅铁发热剂的研究[J]. 包头钢铁学院学报, 1999, 18(3): 238-242. DOI:10.3969/j.issn.2095-2295.1999.03.016 |
| [14] |
乐可襄, 董元箎, 沈新民, 等. 低碳钢用硅作发热剂的实验研究[J]. 华东冶金学院学报, 1995, 12(2): 212-218. |