 2020, Vol. 40
2020, Vol. 40引用本文 |

| 重稀土E36高强船板钢焊接工艺探究 |

钢材的焊接性是指钢材的可焊接性能,即是否能通过焊接的技术手段将两个钢材连接成一个整体,并且拥有一致的力学性能,钢材的焊接性不仅是焊接钢材整体性的体现,更重要的是焊接之后的钢材焊接区的使用可靠性[1]。为确保高质量钢材得到更好的综合力学性能及焊接性能,需要更好地控制钢材的组织结构,有资料研究表明,在钢中添加适量的重稀土元素,能提高钢材的塑性和低温韧性,有利于提高钢材的焊接性能[2-3]。衡量钢材的焊接性能有两个重要的指标:(1)焊接时对缺陷的敏感性;(2)焊接区在使用中的可靠性。通常在钢材的实际焊接生产之前,要根据焊接材料的实际使用环境进行模拟,以评估钢材的可焊接性,当前经常会采用热模拟技术对钢材的可焊接性能进行评估,焊接热模拟技术不但能对钢材的焊接性能进行评估,还能模拟不同的焊接状态下的组织及结构,并且根据焊接热模拟的技术参数给出实际焊接生产合理的焊接工艺参数[4]。
文中在前期进行焊接热模拟试验的基础上,对添加了重稀土元素的E36高强船板钢(以下称E36RE钢)进行焊接工艺探究,为E36RE钢实际焊接生产提供技术参考[5]。焊接工艺探究试验采用自动埋弧焊工艺焊接[6],试验的内容为:焊接试验钢板尺寸为700 mm×200 mm×25 mm,试板长度方向垂直于轧制方向,焊接方向垂直于轧制方向,25 mm厚的E36RE钢板对接,焊接完成后,对焊接接头各部位及焊接热影响区进行拉力试验、弯曲试验、低温冲击试验、硬度测试以及金相试验,分析重稀土对E36RE钢焊接接头各部位及焊接热影响区组织和性能的影响。另外由于受焊材各项性能的限制,对焊缝处的组织和性能影响较大,且添加的钇基重稀土对焊缝处的组织和性能影响较小,因此,对焊缝不做相应的试验及分析。
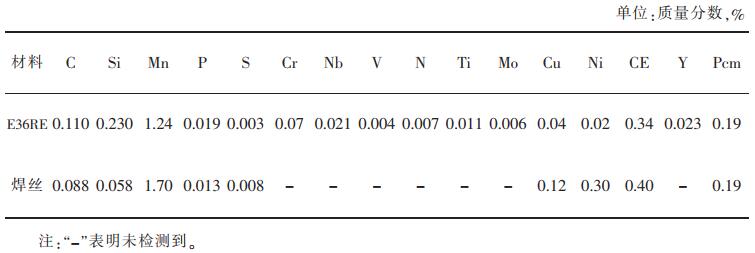
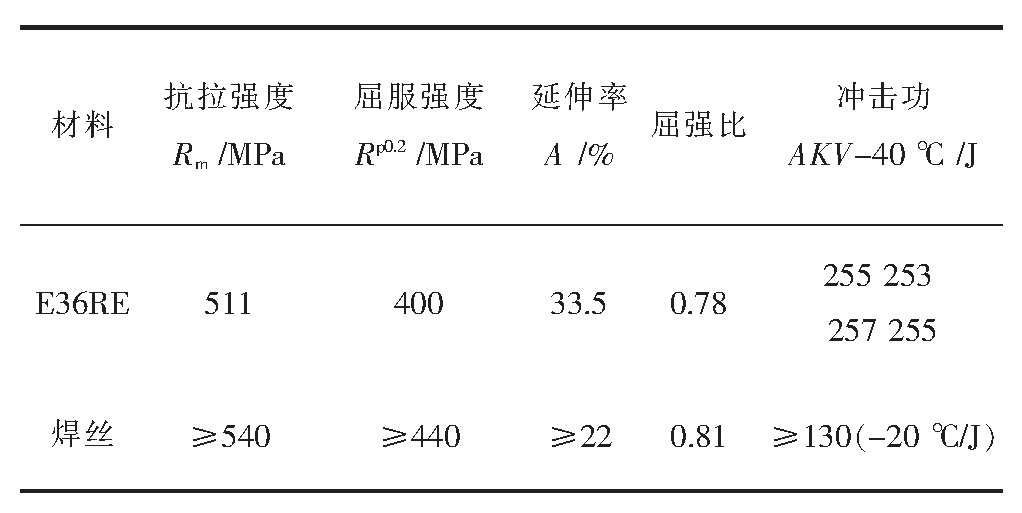
1 试验用钢板及焊材试验用钢板为E36RE高强钢板,交货状态为热轧态,厚度为25 mm,加入重稀土元素中主要含有的微量元素有钇(Y)、铈(Ce)等;试验用焊丝为大西洋公司生产编号为CHW-SG(准4 mm)、焊剂为氟碱型SJ101焊剂[7],钢板及焊丝的化学成分及力学性能见表 1、表 2所示,其中焊丝化学成分未检测到Cr、Nb、V等合金元素,E36RE钢母材金相组织为铁素体+珠光体,如图 1所示。
|
|
表 1 E36RE钢及焊丝化学成分 |
|
|
表 2 E36RE钢及焊丝熔敷金属的力学性能 |
 |
| 图 1 E36RE钢金相组织(铁素体+珠光体) |
按照GB/T 985.2《埋弧焊的推荐坡口》规定进行焊接试样的坡口加工[8],试样坡口加工尺寸如图 2所示。
 |
| 图 2 焊接试样坡口尺寸 |
拉力试验的取样及加工按照国标文件GB/T 2651《焊接接头拉伸试验方法》规定的要求进行[9],试样的厚度为25 mm,因此,试验采取矩形带肩试样,如图 3所示,其中试样两端的长度要满足拉力试验机的夹持长度。
 |
| 图 3 焊接接头板拉伸试样 |
弯曲试验试样按照GB/T 2653《焊接接头弯曲试验方法》规定进行取样加工[10],要求试样覆盖接头的全厚度,如图 4所示,试验压头直径D取3倍试样厚度3a。
 |
| 图 4 弯曲试验取样 |
焊接试样冲击试验按照GB/T 2650《焊接接头冲击试验方法》规定进行取样和试验[11],参照生产样取样,对E36RE钢焊接热影响区钢板近表面取样进行-40℃低温冲击试验。冲击试样加工的形状尺寸及表面精度按照图 5的要求进行,低温冲击试验采用无水乙醇作为降温介质来调节试样的温度,要求试样在冷却介质中的保存时间至少要大于10 min,以确保试样低温状态下能够得到充分的均匀。同一温度的冲击试验做3个试样,以3个试样的平均值作为该试样在该试验条件下的试验结果。试验温度为-40℃,冲击试样开缺口位置如图 6所示,分别为熔合线(FL)、熔合线外2 mm(FL+2)、熔合线外5 mm(FL+5)、熔合线外7 mm(FL+7)、熔合线外20 mm(FL+20)。
 |
| 图 5 夏比V形缺口冲击试样 |
 |
| 图 6 冲击试样取样及开缺口位置 |
通过显微维氏硬度试验测量焊接接头各微区的硬度,重点分析焊接接头各区域硬度随焊接工艺的变化情况,硬度测试点的位置为距焊缝上表面1~2 mm处、从焊缝一侧的母材开始一直到另一侧的母材,在热影响区每隔0.5 mm打一个硬度点,焊缝区打3个点,硬度测试点的位置如图 7所示。显微维氏硬度试验参数为:载荷3 kg,保压时间为10 s。
 |
| 图 7 试样硬度点测试位置 |
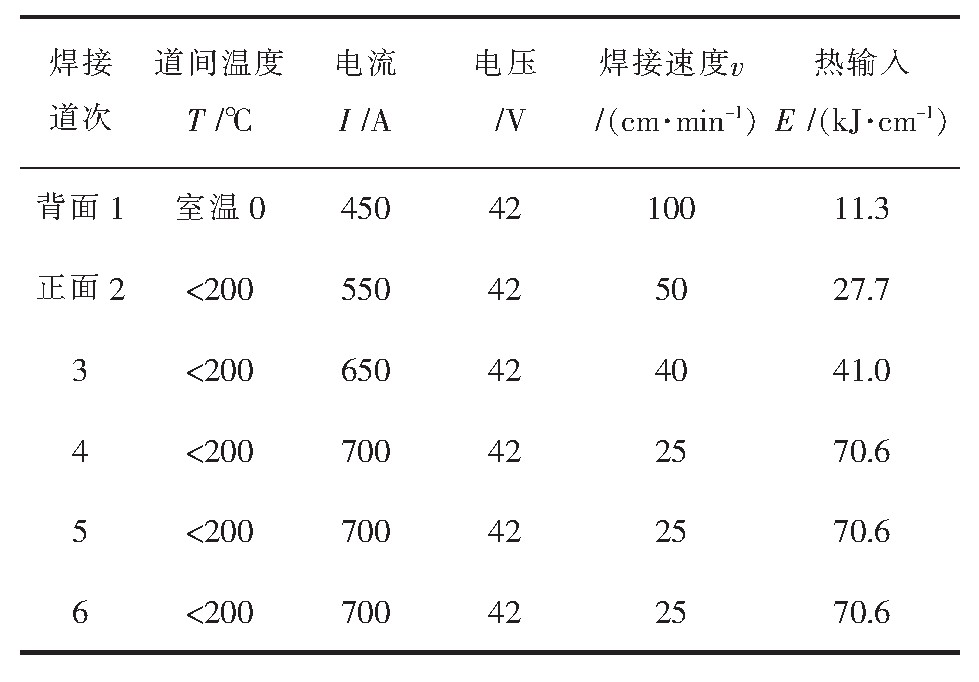
为了了解实际焊接接头的性能,对25 mm厚E36RE钢进行焊接,然后对焊接接头金相组织及力学性能进行试验观察。焊接道次及参数见表 3,受焊接设备限制,选用最大热输入为70.6 kJ/cm,焊前不预热,反变形8 mm,道间温度≤200℃,采用埋弧焊工艺焊接,第一道为避免出现焊漏,降低焊接电流,提高焊速,焊接完后分别对焊接接头的力学性能(拉伸、弯曲、冲击、硬度)和金相组织进行了试验及分析。
|
|
表 3 25 mm厚E36RE钢焊接参数 |
从焊接接头宏观照片可以看出,如图 8所示,根据表 3的工艺参数进行焊接,焊接接头没有出现夹杂、未熔合、裂纹等焊接缺陷。
 |
| 图 8 25 mm厚E36RE钢对接接头宏观照片 |
对焊接接头进行金相观察,E36RE钢焊接接头末道焊接各区域金相组织照片如图 9所示,通常熔合区及粗晶区(CGHAZ)为HSLA钢的薄弱区域,这是因为熔合区为局部熔融状态,组织和成分不均匀,粗晶区处于过热状态,奥氏体晶粒发生长大,且在快速冷却条件下,易出现淬硬组织[12]。从试验结果可以看出,在大热量输入条件下,熔合区组织为铁素体+珠光体+贝氏体,没有出现异常组织,晶粒较为均匀;粗晶区组织为铁素体+珠光体+少量贝氏体,也没有发现粗大的晶粒,避免了冲击性能的恶化;细晶区(FGHAZ)组织发生重结晶且未出现晶粒长大,在冷却时得到细小的铁素体+珠光体组织,强韧性好。从焊接接头热影响区金相组织上来看,该E36RE钢焊接接头整体力学性能表现良好且保持稳定。
 |
| 图 9 25 mm厚E36RE钢焊接接头各区域金相组织 |
根据E36RE钢焊接接头不同位置的硬度测试结果,绘制焊接接头的硬度分布曲线,如图 10所示,从硬度分布曲线可以看出,焊接热影响区的硬度值要高于母材,靠近熔合线附近的CGHAZ和FGHAZ为整个热影响区最高的部位。这是因为在热循环条件下,CGHAZ的母材被完全奥氏体化,快速冷却时形成的不平衡组织,如贝氏体组织,使硬度值升高;FGHAZ由于晶粒细小,产生细晶强化作用,硬度值升高[13]。但是,热影响区并没有出现淬硬组织,HV3最高硬度值不超过190。另外,从硬度分布曲线可以看出,母材的硬度值在焊接接头最低,拉伸时易从母材处断裂。
 |
| 图 10 E36RE钢焊接接头硬度分布曲线 |
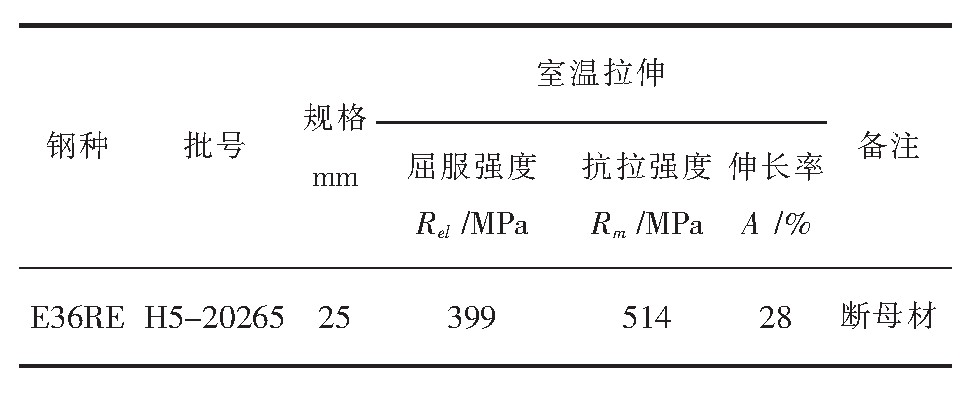
从焊接接头拉伸、弯曲试验结果可以看出,见表 4,焊接接头拉伸试样断裂部位处于母材,试样如图 11所示,屈服强度、抗拉强度及伸长率均符合国家标准要求。整个焊接接头的母材处强度最低,这与焊接接头的硬度试验结果保持一致,同时弯曲试验结果表明室温条件下热影响区及焊缝的塑性良好,弯曲试验结果如图 12所示。
|
|
表 4 E36RE钢焊接接头拉伸、弯曲性能结果 |
 |
| 图 11 E36RE钢焊接接头拉伸试样 |
 |
| 图 12 E36RE钢焊接接头弯曲试样 |
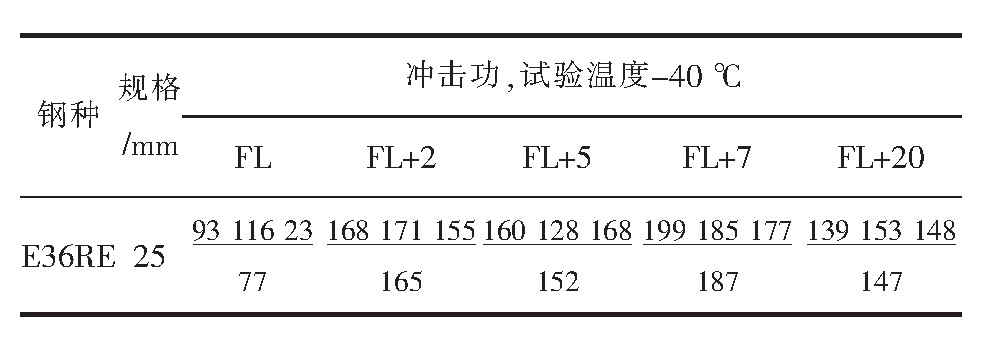
从焊接接头冲击试验结果可以看出,见表 5, -40℃条件下,焊接热影响区及母材冲击性能优良。由于冲击试样在表面下2 mm处取样,末道焊缝熔深为12 mm,因此,冲击试样正好位于末道焊缝处,冲击功主要表现在末道焊缝及热影响区的性能,对于多层多道焊,前焊道要经受后焊道的热循环,相当于进行了热处理过程,性能会得到提升,因此,末道焊的焊缝和热影响区力学性能是整个接头最薄弱的部位[14]。
|
|
表 5 25 mm厚E36RE钢焊接接头冲击性能 |
熔合线及热影响区冲击试样缺口处包含了末道焊及第5道焊焊接接头,从末道焊缝处母材热影响区的组织形态可以看出,如图 13所示,过热区晶粒没有发生明显长大,粗晶区的宽度非常窄,金相组织以铁素体+珠光体为主,伴有少量贝氏体,没有出现脆性组织,第5焊道的热影响区在经受末道焊接热循环的再次加热后,过热区的晶粒更加细小均匀,相比于末焊道的热影响区,该区域的热影响区冲击性能更好。
 |
| 图 13 末道焊缝处热影响区组织 |
由于焊接热输入量对焊缝组织和形态有着显著影响,热输入越大,焊缝凝固时间越长,宏观上表现为柱状晶越粗大,经多层多道焊接时,焊缝之间也会有热影响区存在,而且热输入越大,热影响区的范围就越宽,从而,对焊缝的性能产生影响[15]。以本次试验为例,焊缝热影响区面积约占整个焊缝的1/4,如图 14所示,且如果钢板厚度增加,焊缝热影响区所占面积将继续增大,对焊缝性能影响也越大。
 |
| 图 14 第5道与末道焊接热影响区形态 |
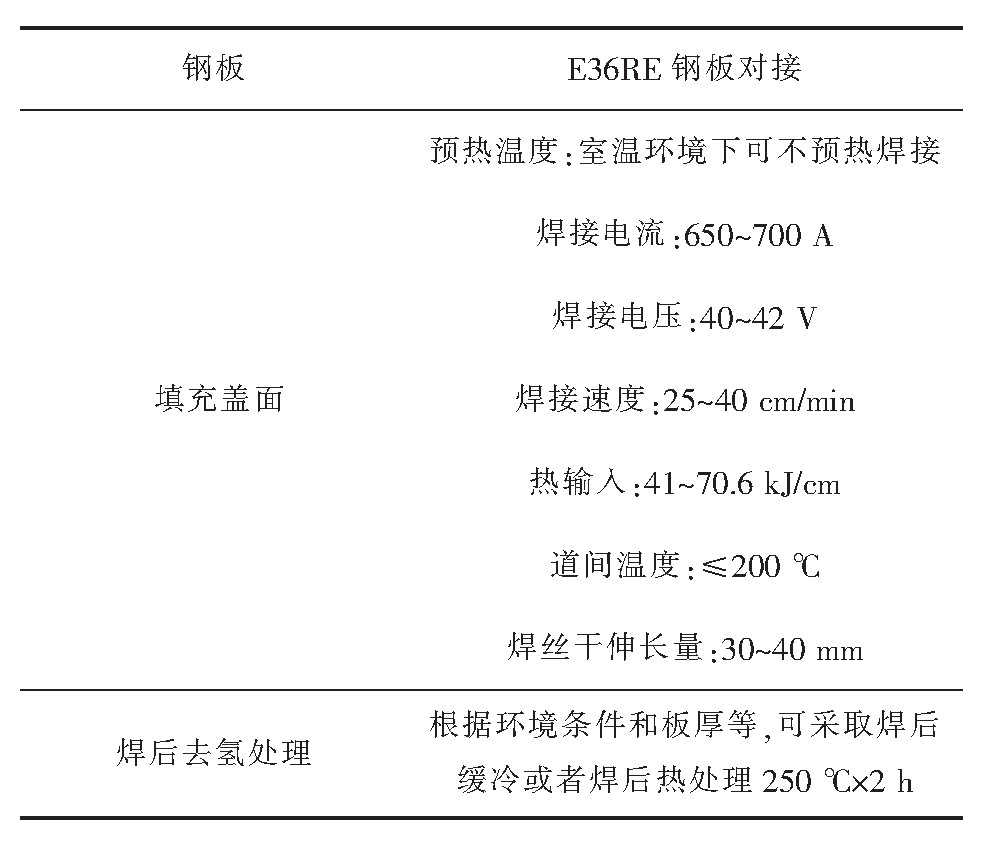
根据上述试验结果及分析,得出推荐的重稀土E36钢埋弧焊焊接工艺,见表 6。
|
|
表 6 推荐的E36RE钢板焊接参数 |
1)加入重稀土元素的E36钢焊接性能优良,-40℃时热影响区冲击功为165 J,室温拉伸屈服强度、抗拉强度、伸长率及弯曲均合格,焊接综合力学性能较好。
2)加入重稀土元素的E36钢在热输入为70.6 kJ/cm时,过热区没有出现明显晶粒长大,晶粒尺寸细小均匀,避免了HSLA钢在焊接时过热区通常出现的粗晶脆化现象。
3)焊接工艺推荐,根据上述试验结果,为了防止焊接冷裂纹的出现,保证焊接接头的力学性能优良,推荐的E36RE钢板(25 mm厚)的焊接工艺见表 6。受焊接设备限制,本次试验选用最大热输入为70.6 kJ/cm,从试验结果及金相组织可以推断,该E36RE钢板在焊接时可以承受更大的热输入。
| [1] |
文申柳.金属材料焊接[M].北京: 化学工业出版社, 2016.
|
| [2] |
王龙妹.稀土在低合金及合金钢中的应用[M].北京: 冶金工业出版社, 2016.
|
| [3] |
中国有色金属工业协会.中国稀土[M].北京: 冶金工业出版社, 2015.
|
| [4] |
瞿阳. 焊接数值模拟技术发展现状[J]. 百科论坛电子杂志, 2018(17): 775. |
| [5] |
张亚君, 赖朝彬, 孙乐飞, 等. 重稀土对E36钢SH-CCT曲线的影响[J]. 江西冶金, 2016, 36(5): 1-5. |
| [6] |
张中元, 聂帅强, 王龙, 等. 窄间隙埋弧焊在厚钢板拼接焊中的工艺研究[J]. 新技术新工艺, 2019(9): 31-33. |
| [7] |
GB/T 36037-2018.埋弧焊和电渣焊用焊剂[S].
|
| [8] |
GB/T 985.2-2008.埋弧焊的推荐坡口[S].
|
| [9] |
GB/T 2651-2008.焊接接头拉伸试验方法[S].
|
| [10] |
GB/T 2653-2008.焊接接头弯曲试验方法[S].
|
| [11] |
GB/T 2650-2008.焊接接头冲击试验方法[S].
|
| [12] |
梁国俐. EH36船板钢埋弧焊接头的组织和力学性能[J]. 机械工程材料, 2016(1): 28-31. |
| [13] |
钱晓忠, 王宏宇, 汪涵, 等. 船用钢板微纳药芯焊丝焊接接头的组织及硬度分布[J]. 焊接技术, 2018, 47(7): 69-72. |
| [14] |
张一铭. 不等厚船用DH36钢板对接焊接工艺及焊缝力学性能[J]. 焊接技术, 2018, 47(12): 69-71. |
| [15] |
隋志强, 齐彦昌, 肖红军, 等. 热输入对E36钢SAW焊缝组织及韧性的影响[J]. 材料科学与工艺, 2015, 23(6): 7-11. |