 2016, Vol. 19
2016, Vol. 19
旋流器分选是重介质选煤工艺的核心环节,旋流器分选效果的好坏将直接影响整个重介质选煤生产系统的有效性和稳定性。因此,国内外很多专家学者开展了对于旋流器分选效果的优化研究,研究主要从旋流器结构参数、操作参数、基本力学原理等方面展开。如孙伟等[1]运用灰色关联理论分析优化了重介质旋流器结构参数和操作参数,提高了旋流器的分选效果;Silva, Danylo O等[2-4]研究了固液混合旋流器的结构参数优化问题;黄波[5]和刘立文[6]分别研究了旋流器力场优化问题和工艺参数的优化问题;除此之外还有一些专家学者综合性地研究了旋流器结构参数和工艺参数等集成优化问题[7-8]。结构参数和工艺参数的优化主要解决旋流器设计或改造时的最优问题,是从旋流器本身性能角度进行的优化,但旋流器分选效果除了受旋流器本身性能的影响,还受到分选原料的影响,主要是混料配比的影响,混料成分之间配比不同,各成分之间的交互作用以及对输出的影响也不同,并且旋流器性能参数在设计或投产之前就须明确,而分选原料对选煤效果的影响因企业不同、产出不同,可以随时进行分析和设计。综上可知,当选煤厂已经投产,设备结构参数等已经确定或旋流器各项结构参数、操作参数和工艺参数处于最优设置,但旋流器中混合分选原料配比未进行优化研究时,整个分选效果仍无法达到最优。重介质旋流器分选时内部主要组成成分为块煤、悬浮液和煤泥,煤与悬浮液之间存在固液比的优化问题,煤泥与悬浮液之间需要研究最优煤泥含量的问题[9]。综合分析可知该研究为3种混料成分之间最优配比设置的问题。旋流器中混料成分配比之间的最优直接影响到产品的质量和产量指标[10],因此,针对各组成成分的含量或配比问题,部分学者从重介质选煤悬浮液中煤泥含量角度展开了研究[11-13],还有学者研究了旋流器中固液混合比的最优设置问题[14]。但上述研究存在以下问题:1)单方面关注某一或某两个组成成分的配比,不能实现整个混料成分的配比最优;2)现有实验结论为在固定某一个条件时研究另一成分的优化问题,忽略了成分之间的交互作用;3)由于混料成分考虑不全面,各成分最终设置比例之和不等于1,从而不能代表混合原料的整体最优;4)现有各成分最优含量确定方法是基于单响应变量的,如只考虑介质消耗低时煤泥含量,煤质稳定时固液比。混料设计是一种用于研究各成分配比同时最优设置的方法,通过科学地设计混料试验,运行试验并分析试验结果,建立起各混料成分与响应变量(输出)的数学模型,从而探索实现输出最佳时各成分的配比设置,其约束条件之一为各分量之和为1。该方法产生之后,引起了专家学者的关注,研究领域已经涉及化工、农业、制造业等行业,对于改进产品质量,实现效益提升提供了有效的支撑[15-19]。综上可知,该方法拥有较为成熟的应用基础,但在煤炭行业的研究还未见公开报道,并且通过构建混料成分与响应变量之间的数量关系来求解各成分的配比,因此,混料设计具有解决现有旋流器原料含量研究不足的可行性。但这些研究仍关注单响应变量问题,而在进行旋流器混料成分最优配比研究时,分选效果除了考虑质量的要求,还需要权衡产量的要求,其属于一种多目标响应变量的优化问题。
因此,通过采用混料设计方法设计试验、运行试验,分析块煤、悬浮液和煤泥与各响应变量(精煤灰分和精煤产率)的数量关系,建立三成分与各响应变量的数学模型,并分析模型的有效性,明确模型因子和响应变量的约束条件。结合分析模型,建立多重约束条件,采用渴求函数、重复等值线图和响应优化法研究确定实现多目标时各成分的最优配比设置。运用试验结果进行生产,采用假设检验的方法证明试验结果的有效性。归纳可知,该研究主要解决4个方面问题:1)如何科学地设计试验,既满足随机性,又满足混料成分之间的约束关系,并且节省试验成本;2)建立各混料成分之间以及与各响应变量之间的关系;3)实现多响应变量条件下混料成分的最优配比设置;4)证明试验结果的有效性。
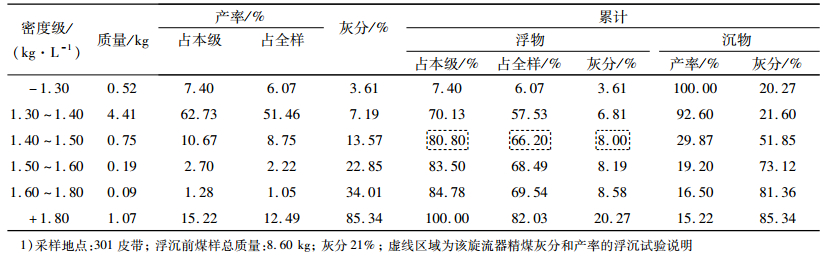
1 重介质旋流器混料成分配比设置试验背景某重介质选煤厂旋流器为有压三产品重介质旋流器,主要处理的原料煤为0.5-50mm原煤,产品为矸石、中煤和精煤,是重介质选煤生产的核心环节,旋流器均为圆锥形旋流器。目前该选煤厂对于旋流器产品质量实施“保一头”的方法,重点保证精煤质量符合要求。煤质指标主要包括灰分、发热量、水分等,且发热量、水分等指标可以由灰分指标推导得出,因此,选取精煤灰分作为质量控制指标。为了实现企业利益的最大化,精煤洗出率即产率指标也显得尤为重要,单方面的满足低灰分指标,可能满足了配煤的要求,但是精煤产率会大幅度的降低,导致企业的利益受损,因此选取精煤产率作为产量指标。该选煤厂依据近期的井下煤质情况和配煤需求开展浮沉试验,确定洗选灰分为8.00%的精煤,浮沉试验数据如表 1所示。
| 表 1 50-0.5mm粒级原煤浮沉试验综合表1) Tab. 1 Synthetic table of float and sink test of raw coal of 50-0.5 mm |
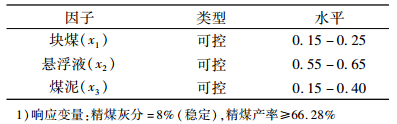
选煤厂技术人员依据技术标准和生产经验确定旋流器中各混料成分的水平要求,并结合表 1确定最终的响应变量精煤灰分和产率的指标要求,如表 2所示。通过该部分的分析明确了混料成分(因子)和输出(响应变量)各自的基本约束条件,为后续的试验设计提供了条件。
| 表 2 旋流器混料成分比例条件 Tab. 2 Requirements of ratio of components of mixing material |
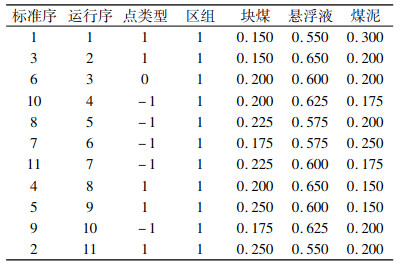
混料试验设计是基于“三线坐标系”原理:等边三角形内的任何一点,到三边垂线距离的和等于该三角形的高,如果高设为1,则任何一点都可以由其到3条边的3个距离给出3个坐标,且3个坐标不独立,三者之和恒为1。且混料设计包括3种设计方法,分别为单纯型质心法、单纯型格点法和极端顶点设计法,由表 2各混料成分(因子)水平要求可知,各分量受到上下界的限制,对于这一类问题通常采用极端顶点设计法[20],并且也是为了减少试验次数,降低试验成本。本次设计只考虑各混料成分与响应变量的一阶主效应关系,设计表如表 3所示。极端顶点设计法设计示意图如图 1所示,极端顶点法共在三线坐标系里选择了11个配比设置点,如图中黑点所示,因此该设计共需运行11次试验,每次试验各成分配比为该点到三边的距离,且每次试验顺序进行了随机化处理,避免了随机误差,因此,上述研究解决了科学的试验设计的问题。
| 表 3 旋流器混料设计试验设计 Tab. 3 Design table of design experiment of cyclone mixing material |

|
图 1 极端顶点设计示意图 Fig. 1 Schematic diagram of extreme vertex design |
按照表 3试验设计表进行试验,依据国家标准对洗选得到的精煤进行采样、制样和化验,并记录每一次化验的精煤灰分和产率的数值,将数据记录在表 4中。
| 表 4 试验实施数据1) Tab. 4 Data table of experiment implement |
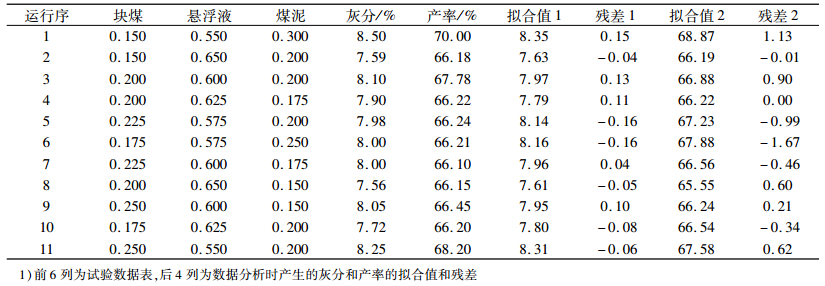
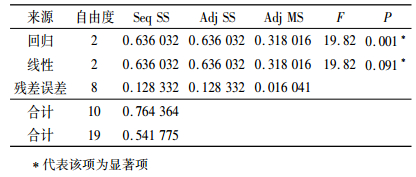
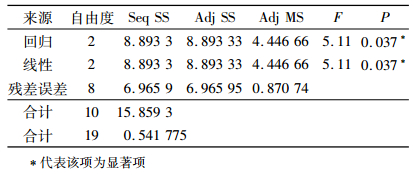
借助MINITAB软件分析块煤、悬浮液和煤泥与精煤灰分和精煤产率之间的回归关系,并分析模型的有效性。由于该研究重点关注各混料成分和响应变量的一阶主效应,因此拟合模型为多元一次线性回归模型。三成分与精煤灰分的回归分析和方差分析分别如表 5和表 6所示,S=0.126 655,P=0.001,方差值较小且P值小于0.05,说明该回归模型是有效的,检查由表 4的拟合值和残差项生成的残差图,如图 2所示,可知该模型的残差没有出现异常,符合要求[21]。同理,由表 7、表 8和图 3可知三成分与精煤产率之间的回归模型也是有效的,从而可以建立起混料成分与响应变量的数学模型,如式(1)和(2)所示。
| 表 5 精煤灰分的回归分析 Tab. 5 Regression analysis of concentrate ash |
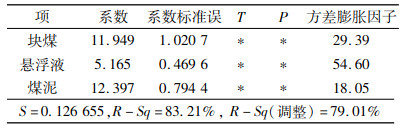
| 表 6 精煤灰分的方差分析 Tab. 6 Variance analysis of concentrate ash |

|
图 2 精煤灰分的残差图 Fig. 2 Residual plot of concentrate ash |
| 表 7 精煤产率的回归分析 Tab. 7 Regression analysis of concentrate yield |
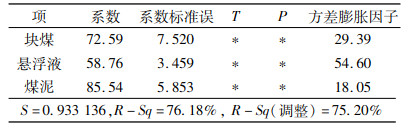
| 表 8 精煤产率的方差分析 Tab. 8 Variance analysis of concentrate yield |

|
图 3 精煤产率的残差图 Fig. 3 Residual plot of concentrate yield |

|
(1) |

|
(2) |
上述研究建立了混料成分与各响应变量之间的数量关系,由各自的数量关系可以得到单一响应变量实现条件下的最优混料配比,但单一响应变量的实现不代表整体的最优,单一响应变量条件下的最优配比也不是整体的最优配比。因此,要确定各混料成分之间的整体最优配比需要解决多目标优化问题,在保证精煤灰分和精煤产率尽可能全部符合目标要求的前提下分析各混料成分的配比,由表 2和式(1)、(2)可知,要求解各混料成分的最优配比即X1-X3的取值,须同时满足以下6个条件。
1) Y(精煤灰分)=8.00%,并且保持稳定,属于望目型;
2) Y(精煤产率)≥66.20%,越大越好,属于望大型;
3) Y(精煤灰分)=11.949X1+5.165X2+12.397X3;
4) Y(精煤产率)=72.59X1+58.76X2+85.54X3;
5) X1+X2+X3=1;
6) 0.15≤X1≤0.25,0.55≤X2≤0.65,0.15≤X3≤0.4。
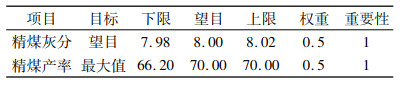
综合约束条件确定之后,需明确多目标优化的各项参数要求并进行设置:精煤灰分控制在8.00%上下偏差0.02%,精煤产率需大于等于66.20%且尽量实现70.00%,由于质量和产量对于选煤厂都十分重要,直接影响企业的经济效益,所以2个响应变量的权重一样,均为0.5且重要性均设为1。如表 9所示。
| 表 9 多目标优化参数设置 Tab. 9 Parameter setting of multi-objective optimization |
通过统计软件分析在上述约束条件和参数设置下的最优解,通过重叠等值线图形象地描述各响应变量同时最佳时各因子的值域。该值域即为灰分和产率的等值线交叉形成的区域,如图 4所示,白色无阴影区域为满足要求的取值区域。

|
图 4 精煤灰分和产率的重叠等值线图 Fig. 4 Superimposed contour plot of concentrate ash and yield |
重叠等值线图虽然能够较为形象地看出可行解的取值区域,但无法表述出各成分配比的最优解,因此,采用多元苛求函数求解最优解,设定苛求函数复合合意度最高时得到的各因子的值为最优解。因此,借助MINITAB软件中输入约束条件和参数,采用响应优化的方法生成响应优化图,得到具体优化结果,各混料成分配比为(保留3位有效数字):块煤(X1)=0.155,悬浮液(X2)=0.598,煤泥(X3)=0.247,该条件下Y(精煤灰分)=8.00%,Y(精煤产率)=67.51%,如图 5所示。该部分的研究解决了建立混料成分与单一变量的数量关系,并形成综合约束条件,综合求解出精煤灰分和精煤产量2个响应变量同时满足要求时的最优混料配比。

|
图 5 响应优化图 Fig. 5 Diagram of response optimization |
选煤厂依据上述研究的试验结果,重新设定重介质旋流器中各混料的配比,进行生产并统计连续10 d的生产数据,记录精煤灰分和产率化验结果,如表 10所示。
| 表 10 试验效果有效性分析数据 Tab. 10 Data table of validity analysis of experimental effect |
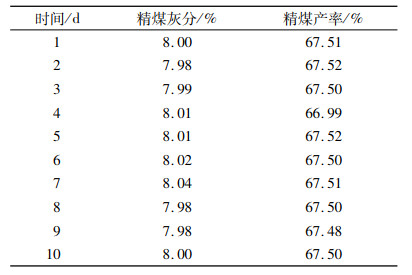
采用假设检验方法验证试验结果的有效性,对于灰分和产率均建立原假设H0:u=u0,其中当检验灰分时u0=8.00%,检验产率时u0=67.51%;备择假设H1:u≠u0。因为总体方差未知,所以采用单样本T检验法分别进行分析,分析结果如表 11所示,P值均大于0.05,说明应接受原假设,拒绝备择假设,从而可知实际生产效果与预测是一致的,证明试验效果是有效的。
| 表 11 试验结果T检验分析 Tab. 11 T test analysis of experimental results |

旋流器是重介质选煤过程中重要的生产设备,该设备的分选效果直接影响整个选煤生产系统的质量和产量,从而影响企业的效益。通过分析现有关于旋流器优化的研究发现目前的研究更多地关注设备本身或单一混料和单一输出的优化,忽略了各混料成分配比和多目标优化的研究,进而探讨了采用混料设计解决上述问题的可行性。结合某选煤厂实际生产情况,通过设计混料试验并分析试验结果得到以下结论:1)混料设计的三线坐标系原理和极端顶点设计方法可以有效地用于旋流器混料成分配比优化试验设计中;2)混料设计和多目标优化集成分析可以求解混料成分的最优配比;3)得到响应变量和各分量的回归模型:Y(精煤灰分)=11.949X1+5.165X2+12.397X3,Y(精煤产率)=72.59X1+58.76X2+85.54X3;4)确保精煤灰分和精煤产率实现最优条件下的块煤、悬浮液和煤泥最优配比依次为0.155、0.598、0.247;5)经生产实践和假设检验证明该试验结果是有效的;6)各分量与响应变量之间的数量关系、多目标优化与选煤厂自动化相结合可实现选煤厂的高效生产和精确控制。
| [1] |
孙伟, 沈丽娟, 陈建中, 等. 灰色关联在重介质旋流器分选效果主因分析中的应用[J].
矿山机械, 2013, 41(6): 75-80.
SUN Wei, SHEN Lijuan, CHEN Jianzhong, et al. Application of grey correlation to key factor analysis for separation effects of dense-medium cyclones[J]. Mining & Processing Equipment, 2013, 41(6): 75-80. |
| [2] |
SILVA D O, VIEIRA L G M, BARROZO M A S. Optimization of design and performance of solid‐liquid separators: a thickener hydrocyclone[J].
Chemical Engineering & Technology, 2015, 38(2): 319-326.
|
| [3] |
MOHANTY S, DAS B. Optimization studies of hydrocyclone for beneficiation of iron ore slimes[J].
Mineral Processing & Extractive Metallurgy Review, 2010, 31(2): 86-96.
|
| [4] |
SILVA D O, VIEIRA L G M, LOBATO F S, et al. Optimization of hydrocyclone performance using multi-objective firefly colony algorithm[J].
Separation Science and Technology, 2013, 48(12): 1891-1899.
DOI: 10.1080/01496395.2012.754771. |
| [5] |
黄波, 韦彬, 王浩淇. 重介质旋流器内部闭环涡流的数值模拟研究[J].
计算机与应用化学, 2013, 30(5): 547-549.
HUANG Bo, WEI Bin, WANG Haoqi. Numerical investigation on the closed-loop vortex in a dense medium cyclone[J]. Computers and Applied Chemistry, 2013, 30(5): 547-549. |
| [6] |
田松龄, 刘晓敏, 陈钰婷. 基于ARIZ的复合式旋流器结构布局优化及创新研究[J].
工程设计学报, 2013, 20(5): 353-360.
TIAN Songling, LIU Xiaomin, CHEN Yuting. Innovation research of structure layout and optimization based on ariz for compound hydrocyclone[J]. Journal of Engineering Design, 2013, 20(5): 353-360. |
| [7] |
吴文红, 高志喆, 宋均利, 等. 优化旋流器参数提高磁选厂生产能力的工业试验[J].
金属矿山, 2007, 369(3): 62-65.
WU Wenhong, GAO Zhizhe, SONG Junli, et al. Industrial test on optimizing cyclone parameters to improve production capacity of magnetic separation workshop[J]. Metal Mine, 2007, 369(3): 62-65. |
| [8] |
刘立文. 影响重介质旋流器分选效果的因素[J].
选煤技术, 2007(5): 35-36.
LIU Liwen. Factors affecting on separation performance of dense medium cyclone[J]. Goal Preparation Technology, 2007(5): 35-36. |
| [9] |
彭荣任, 何青松, 杨喆.重介质旋流器选煤理论与实践[M].北京:冶金工业出版社, 2012: 33.
PENG Rongren, HE Qingsong, YANG Zhe. Theory and practice of coal cleaning by use of dense medium cyclone[M]. Beijing: Metallurgical Industry Press, 2012: 33. |
| [10] |
汪进雅, 张孝松, 李强, 等. 霍尔辛赫选煤厂重介质消耗控制研究与实践[J].
煤炭工程, 2015, 47(8): 76-79.
WANG Jinya, ZHANG Xiaosong, LI Qiang, et al. Research and practice of heavy medium consumption control in huoerxinhe coal preparation plant[J]. Coal Engineering, 2015, 47(8): 76-79. |
| [11] |
孙伟, 沈丽娟, 陈建中, 等. 范各庄选煤厂3NWX1000/700型重介质旋流器分选效果研究[J].
矿山机械, 2013, 41(9): 106-110.
SUN Wei, SHEN Lijuan, CHEN Jianzhong, et al. Study on separating effects of 3NWX1000/700 dense medium cyclone in fan′gezhuang coal washery[J]. Mining & Processing Equipment, 2013, 41(9): 106-110. |
| [12] |
赵卫, 沈丽娟, 陈建中. 磁铁矿粉粒度对煤泥重介质旋流器分选效果影响的研究[J].
中国煤炭, 2014, 40(3): 81-84.
ZHAO Wei, SHEN Lijuan, CHEN Jianzhong. The research on separating results of heavy medium cyclone coal slime separation by size fraction of magnetite power[J]. China Coal, 2014, 40(3): 81-84. |
| [13] |
DIXIT P, TIWARI R, MUKHERJEE A K, et al. Application of response surface methodology for modeling and optimization of spiral separator for processing of iron ore slime[J].
Powder Technology, 2015, 275: 105-112.
DOI: 10.1016/j.powtec.2015.01.068. |
| [14] |
杜振宝, 路迈西. 重介选煤中固液比的影响研究[J].
洁净煤技术, 2011, 17(5): 5-6.
DU Zhenbao, LU Maixi. Influence of solid-liquid ratio on dence medium separation process[J]. Clean Coal Techno-logy, 2011, 17(5): 5-6. |
| [15] |
HEMALATHA T, RAMASWAMY A, KISHEN J M C. Simplified mixture design for production of self-consolidating concrete[J].
ACI Materials Journal, 2015, 112(2): 277-286.
|
| [16] |
YILMAZ M T, YILDIZ Ö, YURT B, et al. A mixture design study to determine interaction effects of wheat, buckwheat, and rice flours in an aqueous model system[J].
LWT-Food Science and Technology, 2015, 61(2): 583-589.
DOI: 10.1016/j.lwt.2014.11.045. |
| [17] |
杭锋, 郭本恒, 任璐, 等. 基于混料设计优化超高温灭菌乳复配乳化剂[J].
化工学报, 2009, 60(4): 984-989.
HANG Feng, GUO Benheng, REN Lu, et al. Application of mixture design to optimizing compound emulsifiers for ultra-high temperature cow milk[J]. Ciesc Journal, 2009, 60(4): 984-989. |
| [18] |
周剑忠, 黄开红, 董明盛, 等. 混料设计在藏灵菇奶纯培养发酵剂配方设计中的应用[J].
中国农业科学, 2008, 41(3): 816-822.
ZHOU Jianzhong, HUANG Kaihong, DONG Mingsheng, et al. Application of mixture design to design of formulation of pure cultures in tibetan kefir[J]. Scientia Agricultura Sinica, 2008, 41(3): 816-822. |
| [19] |
尹健, 张贤超, 宋卫民, 等. 基于混料设计理论的透水混凝土骨料特征响应分析[J].
建筑材料学报, 2013, 16(5): 856-852.
YIN Jian, ZHANG Xianchao, SONG Weimin, et al. Response analysis of pervious concrete aggregate gradation characteristics based on theory of mixture design[J]. Journal of Building Materials, 2013, 16(5): 856-852. |
| [20] |
马逢时, 周暐, 刘传冰.六西格玛管理统计指南MINITAB使用指导[M].2版.北京:中国人民大学出版社, 2013: 592-608.
MA Fengshi, ZHOU Wei, LIU Chuanbing. Six Sigma management: MINITAB guide book[M]. 2nd Edition. Beijing: China Remin University Press, 2013: 592-608. |
| [21] |
何桢.六西格玛管理[M].3版.北京:中国人民大学出版社, 2014: 442-443.
HE Zhen. SIX Sigma Management[M]. 3rd Edition. Beijing: China Remin University Press, 2014:442-443. |