 2013, Vol. 1
2013, Vol. 1The article information
- Thella Babu Rao, A. Gopala Krishna
- Simultaneous optimization of multiple performance characteristics in WEDM for machining ZC63/SiCp MMC
- Advances in Manufacturing, 2013, 1(3): 265-275
- http://dx.doi.org/10.1007/s40436-013-0029-y
-
Article history
- Received: 2013-03-16
- Accepted: 2013-06-03
- Published online: 2013-06-25






2. Department of Mechanical Engineering, University College of Engineering, Jawaharlal Nehru Technological University, Kakinada 533 003, Andhra Pradesh, India
Ceramic reinforced metal matrix composites (MMCs) as advanced materials strike the aerospace and automobile industries with their enhanced mechanical properties. The magnesium based MMCs possess the superior physical and mechanical properties, such as excellent specific strength, wear resistance, hardness, higher corrosion resistance, low thermal expansion, excellent strength to weight ratio, etc. [1, 2, 3] However, the presence of discontinuously distributed hard ceramic particulate in the matrix made them highly difficult-to-cut using conventional machining methods like turning, milling, drilling, etc. Hence the applications of these composites have been limited in the regular commercial applications. Mu¨ller et al. [4] also noticed some reasons lowering the applications of ceramic reinforced MMCs when using conventional machining processes, which are the higher production costs, the complexity of the machining.
The parameters such as chemical compositions, properties of the reinforcement and matrix, dispersion, fabrication methods and conditions, etc. have significant influence on the mechanical properties and its machinability. Many investigations have been successfully conducted and reported on the variations of the mechanical properties under several aforesaid conditions. However, controlling the machining variables to achieve the best production has been considered as a highly difficult task for the manufacturing industries today. The presence of hard particles in the matrix intermittently hides cutting edge, for example, an abrasive in grinding wheel on the tool surface causes the relentless abrasion of cutting tool in due course resulting in poor surface quality of the machined component. Narahari et al. [5] highlighted some issues during machining Al-SiCP composites cast with conventional high speed steel and tungsten carbide tools as 25 % reduced tool life than that of unreinforced alloy and further reduction in tool life for the further increase in SiCP content beyond 20 % due to the abrasion of the tool. Manna et al. [6, 7] investigated the optimal combination of process parameters for better surface roughness (Ra) during Al/SiC-MMC turning. It shows that it is a challenging aspect to produce good surface quality for Al/SiC-MMC components in turning due to the adhesion of these particles when cutting tool edge. However, the non-conventional machining methods, such as laser beam machining [8], electrochemical machining [9], water jet machining [10], electric discharge machining [11], are proven effective with the capability to cut the materials regardless of their hardness and machine these composites. Usually the machine tool manufacturer provides the machine tool operational details along with the tooling information and other machining parameters corresponding to the generally used materials in the industries. However these details are still not adequate for machining the advanced materials like MMCs. It became complicated to select the suitable conditions for efficient machining due to the stochastic process mechanisms in the non-traditional machining processes [12].
Many research works have been reported focusing on the electric discharge machining (EDM) of MMCs. Karthikeyan et al. [13] developed mathematical models for optimizing EDM LM25/SiC MMCs process. Recently, the pulse duration and the percent volume fraction of SiC are considered as process variables to find the optimal values of metal removal rate (MRR), the tool wear rate (TWR) and Ra. The optimal cutting conditions are determined in order to determine the economical machining of this process in this investigation. Ramulu et al. [14] reported the surface integrity of SiCP/Al composite in EDM. George et al. [15] considered the EDM process parameter including pulse current, gap voltage and pulse-on-time to optimize the responses of electrode wear rate (EWR) and MRR while machining carbon-carbon composite. It was found that the lower values of parameters substantially reduced the EWR, while the higher values resulted in higher MRR within this experimentation region. Sameh et al. [16] reported the effect of pulse on time, peak current, average gap voltage and the percent volume fraction of SiC present in the aluminium matrix on Ra, MRR and EWR while machining Al/SiCP in EDM. Ra was increased with increasing pulse on time, SiC percentage, peak current and gap voltage, while the increased MMR was observed for the increased value of pulse on time, peak current and gap voltage. The higher values of both pulse time and peak current levels resulted in the increase of the EWR. Roux et al. [17] investigated the surface integrity of the EDMed Al/SiC/15 % MMC. It was found that the pulse energy is highly significant on Ra while for reinforcement is negligible. Hung et al. [18] presented a report on the EDM of Al/SiCp that the Ra was considerably affected by the current, and the effect of voltage and on-time was negligible. Senthilkumar et al. [9] reported the influence of some predominant electrochemical machining (ECM) process parameters, such as the applied voltage, electrolyte concentration, electrolyte flow rate and tool feed rate on the MRR and Ra during machining cast LM25 Al/10 %SiC composites. In this investigation the increased MMR was reported for the increased levels of any of the considered machining parameters. However, the higher Ra is reported for the higher level of machining parameters except applied voltage. This is due to the excessive heating of electrolyte for the higher voltages that increase Ra. Some non-traditional methods such as EDM and ECM have certain limitations in the linear cutting and elaborate preparation of pre-shaped electrode (tool), and huge and costly equipments are needed to make the complex contours during machining.
On the other hand, the wire electrical discharge machining (WEDM) is proven as an effective and economical method for machining MMCs into complex contours [19, 20]. It is a thermo-electrical process where the metal removal takes place in a series of electric sparks discharges at the interface of continuously supplied wire (electrode) and the workpiece in the presence of dielectric medium in its working principle. The presence of abrasive deteriorates the electrical and thermal conductivity of MMCs, decreasing the MRR during machining [21]. Discharge current, pulse-on time, pulse-off time, and voltage are the most commonly used control parameters that are significant for high speed machining of alloys [22]. However the parameters including volume fraction, particulate size distribution also have considerable influence on the machining performance while machining MMCs. Yan et al. [23] observed the increased trend of Ra with the increased volume fraction of the reinforcement. They also noted that the increased volume fraction of reinforcement resulted in wire breakage. Meanwhile the ceramic reinforcement improves the mechanical properties greatly.
According to Ref. [24], the Ra of MMCs machined using WEDM was found to be significantly different from that of unreinforced alloy. Manna et al. [25] determined the optimal WEDM process parameter settings during Al/SiCMMC machining. Pulse peak voltage, pulse on-time, pulse off-time, peak current, wire feed rate, wire tension, spark gap set voltage are considered as process control parameters while the MMR, Ra, gap current and spark gap are deemed as process responses. The optimum process parameters were determined for effective machining using the Gauss elimination method. Rozenek et al. [26] thought the current, voltage and pulse-on time as significant parameters for cutting rate and surface finish during machining SiC and Al2O3 particulate-reinforced aluminium matrix composites using WEDM. Huang et al. [27] proposed a strategy to find the optimal multi-cut WEDM process planning including the number of machining operations and their corresponding machining-parameters setting for each operation.
These investigations on WEDM present the detailed variability of the performance measures including Ra, MRR, wire wear ratio (WWR) and kerf (Kw) while machining MMCs. Some works also suggest the optimal machining conditions for minimum Ra, maximum MRR and minimum WWR. Very few were focused on Kw as WEDM responses while machining MMCs. However, the white layer thickness (WLT) is still not completely understood while machining MMCs in WEDM. The particulate size of SiC and its percentage as the process variables of WEDM have not been considered up to now. The aim of present work was to investigate five process responses including Ra, MRR, WWR, Kw and WLT toward optimization of WEDM of ZC63/SiCP with due consideration of particulate size, volume fraction, pulse-on time, pulse-off time and wire tension as process variables. Hence, the work presents the total performance compliance of the machining process to improve the machinability. 2 Principal component analysis (PCA)
PCA is a multivariate statistical approach introduced by Pearsion [28] and further developed by Hotelling [29]. The present problem consists of five process quality measure and is found with correlation between them. As a result, the analysis of all these multiple quality characteristics for the optimal settings of the process is found to be a highly difficult task [30]. However, PCA can convert these multiple correlated responses data into several uncorrelated quality indices. A mathematical function is then formulated by gathering all or some quality indices called composite principal component (CPC) which stands for the overall quality of the process. Finally, the CPC can be used to determine the optimal conditions. In order to make all the responses with different dimensions at diverse ranges of the system unique, PCA is usually used in the data pre-processing. The procedural steps involved in PCA are given as follows [31].
Step 1 Array the measured multiple responses during machining
Step 2 Normalize the multiple responses array
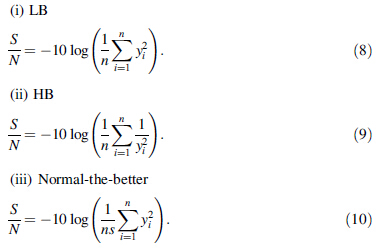
The responses are normalized using the following formulae:
The lower-the-better (LB) is the criterion

The higher-the-better (HB) is the criterion

Step 3 Calculate the variance-covariance matrix M from the normalized data
Step 4 Calculate the eigen values and eigen vectors from the correlation coefficient array and denoted by λj and Vj respectively.
Step 5 Evaluate the principal components ψj:
The eigen vector Vj represents the weighting factor of j number quality characteristics of the jth principal component. For example, if Qj represents the jth quality characteristic, the jth principal component ψj will be treated as a quality indicator with the required quality characteristic.
Step 6 Evaluate the CPC ψ:
The CPC ψ represents the index of multi-composite quality for multi-quality responses. It is defined as the combination of principal components with their individual eigen values. 3 Taguchi method (TM)
TM is an effective tool to simultaneously deal with the optimization of multiple responses influenced by multiple variables. It can minimize the number of experimental runs without considerable data loss and become an extensively adopted method to solve some complex problems in manufacturing. In this method, the performance characteristic is represented by S/N ratio and the largest value of S/N ratio is required. These are the logarithmic functions of desired output and served as objective function in the optimization process. There are three types of S/N ratio as the LB, the HB, and the normal-the-better. The S/N ratio with a LB characteristic can be expressed as [32]:
The experimentally measured response data are converted into a set of individual components to find the optimal combination of variables by using PCA. However, there are still two obvious shortcomings for the PCA method [33]. Firstly, if there exists one eigen value that is greater than 1, the corresponding principal component will be selected to represent the actual responses [34] based on Kasier's criterion. The eigen vector corresponding to the largest eigen value can be used to replace the actual responses for further analysis. However, now the stochastic manufacturing systems may result in more than one principal component and may have more than one eigenvalue greater than 1, and the determination of feasible solution corresponding to the each response is not guaranteed in such cases. Secondly, the derived CPC based on optimal set of variable cannot be assured to replace multi-response as the chosen principal component, in which fewer variations can be explained by total variation [30]. However, the PCA integrated with TM makes the methodology more practical and efficient for solving multi-response optimization problems [35]. Many researchers have been using this integrated methodology to find the optimal set of process variables in their work. Fung et al. [36] used PCATM to optimize the injection-molding conditions of fiberreinforced PBT and Gauri et al. [37] used it to determine the optimal set of WEDM variables.
In this paper, PCA-TA method is used to determine the optimum levels of WEDM process parameters for machining ZC63/SiCP MMC and K27 orthogonal array is used in the experimentation design. Five process responses viz., Ra, MRR, WRR, Kw and WLT are considered as the WEDM performance measures. Thus, the multi-response case, PCA was implemented to convert the correlated responses to a set of interrelated components and then to evaluate the principal components. Therefore, the CPC was derived as the combination of principal components with their individual eigen values. Then the Taguchi's robust HB S/N criterion is employed to optimize the CPC to determine the optimal settings of the process variables. Finally, the analysis of variance (ANOVA) was used to study the significance of the chosen process variable parameter for multiple responses problem. 5 Experimental procedures 5.1 Materials
ZC63 magnesium alloy (Zn-5.5-6.5, Cu-2.4-3.0, Mn- 0.25-075, Simax-0.2, Nimax-0.01, other-0.30, Mg- balance) is selected as matrix in this investigation as it has be found a wide variety of applications in aerospace and automobile industries [38]. Particulate silicon carbide of sizes 25, 50 and 75 μm is considered as reinforcement at its different volumes such as 5 %, 10 % and 15 % respectively. 5.2 Stir casting
The samples of ZC63/SiCP were prepared using stir casting technique developed by Golmakaniyoon et al. [39], which has been proven as the simple, cost effective and the most suitable method to produce bulk MMCs. The required quantities of SiCP (in 5 %, 10 %, 15 % Vol.) of each size were taken in powder containers heated to about 200 °C and maintained for about 30 min. Then ZC63 cast alloy was melted in a steel crucible about 675-700 °C which is above the liquidus state of the matrix alloy for 30 min. The molten metal was stirred to create a vortex, and the preheated SiC particles were quickly added into the molten alloy while stirring. Then stirring was continued for 30 min at the hold temperature. Castings were produced using tiltcasting technique for minimizing the melt turbulence and the quick emergence of entrapped air. The whole experiments were carried out with the protection of 0.5 % SF6 + N2. Total 27 castings were prepared in 9 varieties each with 3 numbers varying the particulate size and volume fraction of reinforcement. Figure 1 shows the SEM of all levels SiCP in ZC36 matrix alloy.
 |
| Fig. 1 Distribution of SiCP in ZC63 alloy matrix a 25 μm in size and 5 % in volume fraction, b 50 μm in size and 10 % in volume fraction, c 75 μm in size and 15 % in volume fraction |
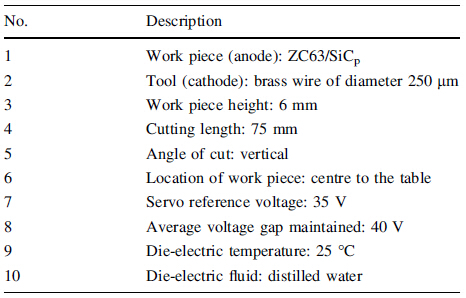
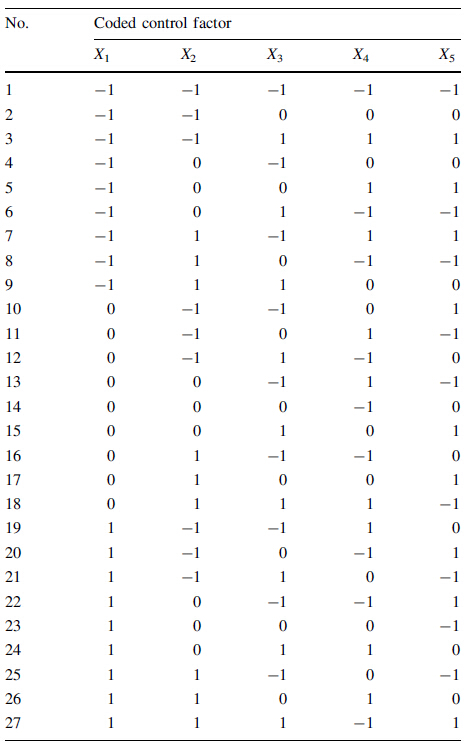
Initially the robust Taguchi's design of experiments (DOE) is employed to minimize the number of experimental runs and the experiments are designed for an L27 orthogonal array consisting of 27 experimental runs [40]. Then the machining was conducted on a five-axis CNC-WEDM (CT 520A). The details of work specimens, the electrode and the other machining conditions are listed in Table 1. The levels of process variables are selected based on the literature and the pilot experiment, as shown in Table 2. The design of experimental matrix is presented in Table 3.

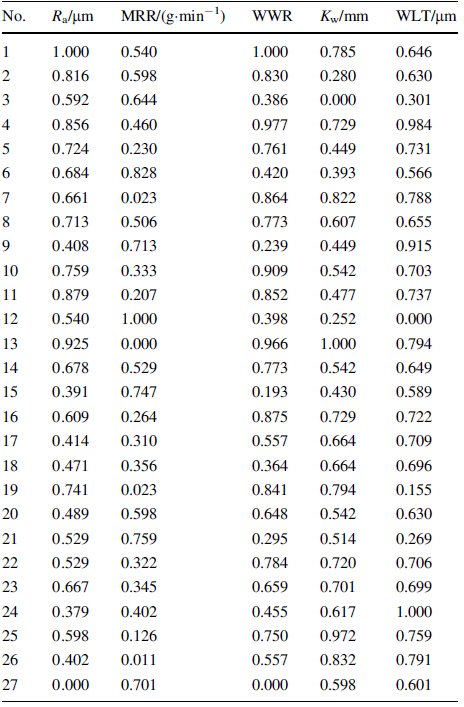
Ra, MRR, WWR, Kw and WLT are considered as machining responses since these are responsible factors indicating the efficiency, quality and quantity of the WEDM process. MITUTOYO surface roughness tester was used to measure Ra with 0.8 mm cut-off value. Six measurements were taken at six different locations in the direction perpendicular to the cutting, and their average value was considered. The weight of the work piece was measured before and after machining, and MRR was estimated as the ratio of the weight difference of the work piece before and after machining to the machining time. The machining time is taken from the continuously updated CNC system for each cut. For WWR measurement, the weight of the wire spool was measured before the machining, and the weight of discarded wire after machining for each experiment in the design matrix was measured. Then WWR was calculated as the ratio of the weight loss of wire after machining to the weight of wire before machining. The weights of the wire before machining and after machining were measured using an electronic balance with high accuracy and recorded as the response value of WWR. Kw and WLT were measured by using Computerized Optical Microscope (model GX51 inverted microscope) with the magnification range of 20 μm. These were measured at six different locations along the machined length in the perpendicular direction and the averages of them were considered as the Kw and WLT. The measured responses are listed in Table 4.
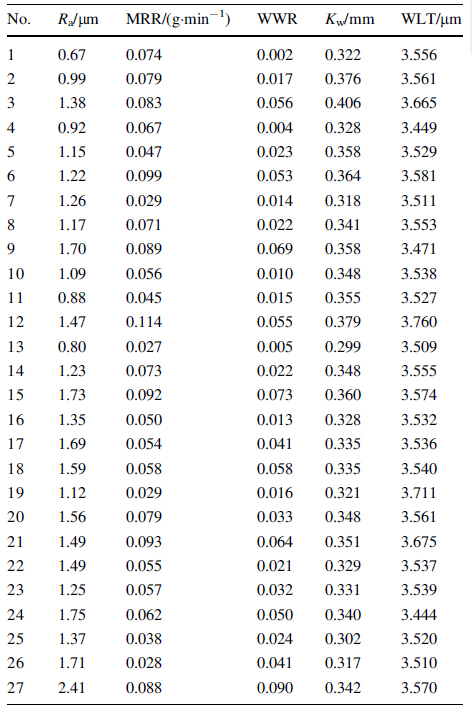
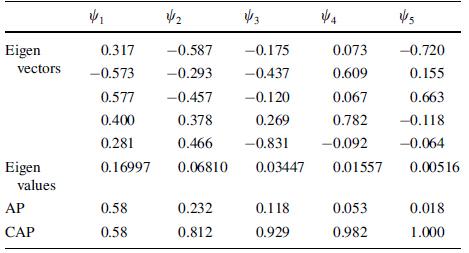
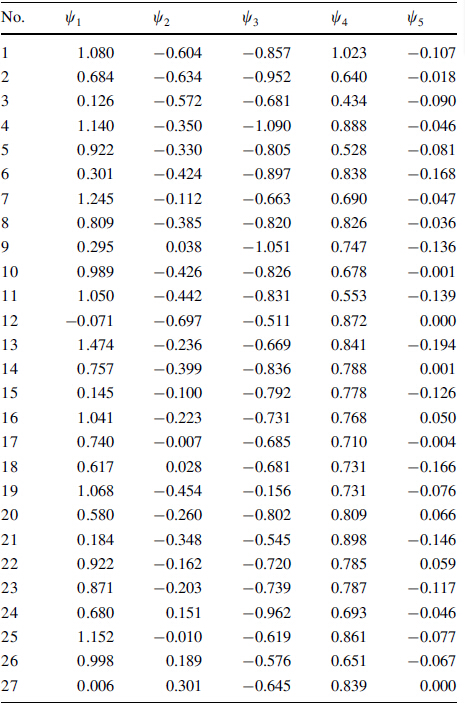
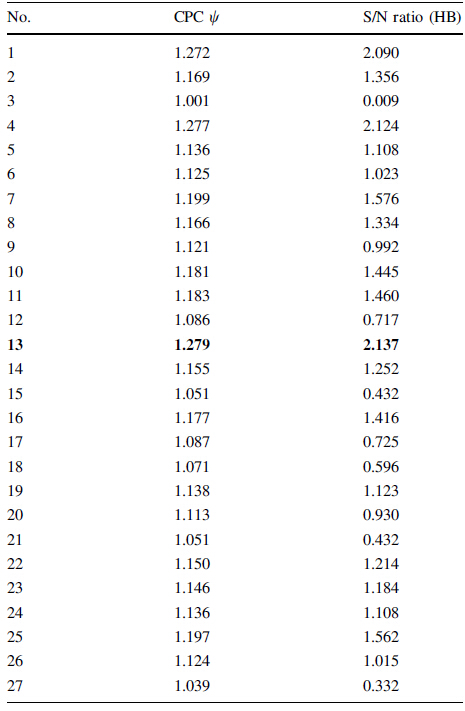
The experimentally measured data are normalized using the Eqs. (1) and (2) to minimize the redundancy and dependency between the responses. Equation (2) is used to normalize the minimization responses of Ra, WWR, Kw and WLT while Eq. (3) is used to normalize the maximization MRR responses. The normalized values results are listed in Table 5. Then the variance-covariance factors for normalized matrix is calculated as listed in Table 6. The accountability proportion (AP) in Table 6 represents the account degree of the respective response on the process generally called principal components. It is clear from the Table 6 that the values of ψ1, ψ2, ψ3, ψ4 and ψ5 are 58 %, 23 %, 11 %, 5 % and 1 % represents the principal component values of Ra, MRR, WWR, Kw and WLT respectively. The individual principal components ψj are calculated using Eq. (7) and listed in Table 7. Therefore, by accumulating these CPCs, ψ is then derived for each experimental run as listed in Table 8. Hence, the values of ψ serve as an overall quality index for each individual run which represents all the multiple responses measures of the WEDM process. Thus, the problem is converted into single objective optimization problem with minimization of the CPC.
 |
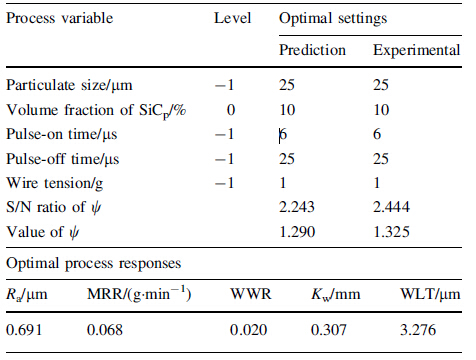
The identified levels of optimal control variables become X1-1, X2-0, X3-1, X4-1, X5-1. In the next step, these optimal process conditions are predicted and conformed by conducting the experimental runs to the optimal levels of the variables. The same experimental setup is used to conduct the validation experiments. The confirmation tests results were compared with those of the proposed method, as listed in Table 9.
ANOVA is conducted for the CPC values to understand the significance of each individual process variables on the responses. Table 10 shows the result of ANOVA. From Table 10 it can be observed that the p value is less than 0.05, which indicates that the variable is considered to be statistically significant at 95 % confidence level. It is also observed that from the chosen process variables, particulate size, pulse-on time and wire tension are significant process parameters on the overall performance of the process. The individual percentage contribution of each variable in the process performance is presented in Fig. 2.
 |
| Fig. 2 Percentage contribution of variables on CPC |
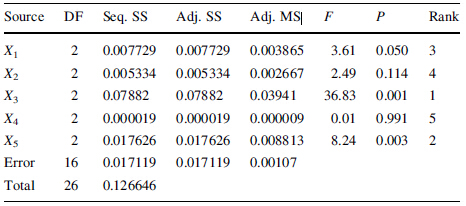
Figure 3 reveals the optimal combination set of process variables, namely, particulate size 25 μm, volume fraction of reinforcement 10 %, pulse-on time 6 μs, pulse-off time 25 μs and wire tension 1 gms.
 |
| Fig. 3 S/N ratio plot of CPC |
Figure 4 reveals the best surface finish with little damage, which is due to pits resulted by the removal of SiC particles and their residuals. Figure 5 shows the continuous Kw with little localized irregularities due to the unsterilized spark and the irregularly dropped SiC particle around the cutting path. Figure 6 shows the unremitted recast layer (white layer) over the machined surface for the optimum values of control variables. Figure 7 presents the un-considerably worn wire surface after machining at the obtained optimal machining variables during confirmation test. On the whole, the microscopic examination results are convinced the predicted results from the proposed method.
 |
| Fig. 4 SEM of the machined MMC surface at 25 μm of particulate size, 10 % volume of SiCP, 6 μs of pulse-on time, 25 μs of pulse-off time and 1 gms of wire tension |
 |
| Fig. 5 SEM of Kw for the machined MMC at 25 μm of particulate size, 10 % volume of SiCP, 6 μs of pulse-on time, 25 μs of pulse-off time and 1 gms of wire tension |
 |
| Fig. 6 SEM of WLT for the machined MMC at 25 μm of particulate size, 10 % volume of SiCP, 6 μs of pulse-on time, 25 μs of pulse-off time and 1 gms of wire tension |
 |
| Fig. 7 SEM of the wire used to machine the MMC at 25 μm of particulate size, 10 % volume of SiCP, 6 μs of pulse-on time, 25 μs of pulse-off time and 1 gms of wire tension |
(i) The resulted values of the optimization variables are observed as 25 μm of particulate size, 10 % volume of SiCP, 6 μs of pulse-on time, 25 μs of pulse-off time and 1 gms of wire tension for overall quality of the process.
(ii) The resulted values of the process responses for optimum variables are: Ra of 0.691 μm, MRR of 0.068 g/min, WRR of 0.020, Kw of 0.307 mm and 3.276 μm of WLT.
(iii) The results of ANOVA reveal that particulate size, pulse-on time and wire tension has physical significant on the overall quality of the process and pulse-off time and volume fraction of SiCP are not important. (iv) The process variables of particulate size (7.05 %), volume fraction of SiCP (4.87 %), pulse-on time (71.96 %), pulse-off time (0.02 %) and wire tension (16.10 %) are vital to the overall performance of the process (on CPC). Particularly pulse-on time has greater significance than the rest of the process variables.
(v) The experimental validation test is conducted and the results are found with good agreement based on the obtained process conditions.
(vi) In the determined optimal process response, the analysis of the micrographs of the machined MMCs and wire are also presented to test the practical possibility of the obtained optimal results and the proposed method. On the whole, the microscopic examination results also convince the predicted results from the proposed method.
Hence, the proposed methodology is proven effectively for the simultaneous optimization of multiple correlated performance characteristics of WEDM process for machining ZC63/SiCP MMCs. Further, the proposed integrated methodology could be also applied for different machining process on different materials in different machining conditions so as to automate the machining process based on the chosen optimal values.
| 1. | Bonollo F, Ceschini L, Garagnani GL, Palombarini G, Zambon A (1994) Discontinuously reinforced aluminium composites sliding against steel: study on wear behaviour. Mater Sci Technol 10(6):481-486 |
| 2. | Sahin Y, Murphy S (1996) The effect of fibre orientation of the dry sliding wear of borsic-reinforced 2014 aluminium alloys. J Mater Sci 34:5399-5407 |
| 3. | Torralba JM, da Costa CE, Velasco F (2003) P/M aluminum matrix composites: an overview. J Mater Process Technol 133:203-206 |
| 4. | Muller F, Monaghan J (2001) Non-conventional machining of particle reinforced metal matrix composites. J Mater Process Technol 118:278-285 |
| 5. | Narahari P, Pai BC, Pillai RM (1999) Some aspects of machining cast Al-SiCp composites with conventional high speed steel and tungsten carbide tools. J Mater Eng Perform 8:538-542 |
| 6. | Manna A, Bhattacharyya B (2004) Investigation for optimal parametric combination for achieving better surface finish during turning of Al/SiC-MMC. Int J Adv Manuf Technol 23:658-665 |
| 7. | Mali HS, Manna A (2012) Simulation of surface generated during abrasive flow finishing of Al/SiCp-MMC using neural networks. Int J Adv Manuf Technol 61:1263-1268 |
| 8. | Grabowski A, Nowak M, Śleziona J (2008) Laser beam interactions with metal matrix AlSi alloy/SiCp composites. J Achiev Mater Manuf Eng 31(2):233-240 |
| 9. | Senthilkumar C, Ganesan G, Karthikeyan R (2009) Study of electrochemical machining characteristics of Al/SiCp composites. Int J Adv Manuf Technol 43:256-263 |
| 10. | Hamatani G, Ramulu M (1990) Machinability of high temperature composite by abrasive waterjet. ASME J Eng Mater Technol 122:381-386 |
| 11. | Satishkumar C, Kanthababu M, Vajjiravelu V, Anburaj R, Thirumalai Sundarrajan N, Arul H (2011) Investigation of wire electrical discharge machining characteristics of Al6063/SiCp composites. Int J Adv Manuf Technol 56:975-986 |
| 12. | El-Taweel TA (2006) Parametric study and optimisation of wire electrical discharge machining of Al-Cu-TiC-Si P/M composite. Int J Mach Mach Mater 1(4):380-395 |
| 13. | Karthikeyan R, Lakshmi Narayanan PR, Naagarazan RS (1999) Mathematical modelling for electric discharge machining of aluminium-silicon carbide particulate composites. J Mater Process Technol 87:59-63 |
| 14. | Ramulu M, Paul G, Patel J (2001) EDM surface effects on the fatigue strength of 15 vol% SiCp/Al metal matrix composite material. Compos Struct 54:79-86 |
| 15. | George PM, Ragunath BK, Manocha LM, Warrier AM (2004) EDM machining of carbon-carbon composites-a Taguchi approach. J Mater Process Technol 145:66-71 |
| 16. | Habib SS (2009) Study of the parameters in electric discharge machining through response surface methodology approach. Appl Math Model 33:4397-4407 |
| 17. | Roux TL, Wise LH, Aspinwall DK (1993) The effect of electrical discharge machining on the surface integrity of an aluminium silicon carbide metal matrix composite. J Process Adv Mater 3:233-241 |
| 18. | Hung NP, Yang LJ, Leong KW (1994) Electrical discharge machining of cast metal matrix composites. J Mater Process Technol 44:229-236 |
| 19. | Kök M (2010) Tool life modeling for evaluating the effects of cutting speed and reinforcements on the machining of particle reinforced metal matrix composites. Int J Miner Metall Mater 17(3):353-362 |
| 20. | Ho KH, Newman ST, Rahimifard S, Allen RD (2004) State of the art in wire electrical discharge machining (WEDM). Int J Mach Tools Manuf 44:1247-1259 |
| 21. | Rozenek M, Kozak J, Dabrowski L, Lubkowski K (2001) Electrical discharge machining characteristics of metal matrix composites. J Mater Process Technol 109:367-370 |
| 22. | Guo ZN, Wang X, Huang ZG, Yue TM (2002) Experimental investigation into shaping particles-reinforce material by WEDM HS. J Mater Process Technol 129:56-59 |
| 23. | Yan BH, Tsai HC (2005) Examination of wire electrical discharge machining of Al2O3/6061Al composites. Int J Mach Tools Manuf 45(3):251-259 |
| 24. | Patil NG, Brahmankar PK (2010) Some studies into wire electrodischarge machining of alumina particulate-reinforced aluminum matrix composites. Int J Adv Manuf Technol 48:537-555 |
| 25. | Manna A, Bhattacharyya B (2006) Taguchi and Gauss elimination method: a dual response approach for parametric optimization of CNC wire cut EDM of PRAlSiCMMC. Int J Adv Manuf Technol 28:67-75 |
| 26. | Rozenek M, Kozak J (2001) Electric discharge characteristics of metal matrix composites. J Mater Process Technol 109:367-370 |
| 27. | Huang JT, Liao YS, Hsue WJ (1999) Determination of finishcutting operation number and machining-parameters setting in wire electrical discharge machining. J Mater Process Technol 87:69-81 |
| 28. | Pearson K (1901) On lines and planes of closest fit to systems of points in spaces. Philos Mag Ser 62:559-572 |
| 29. | Hotelling H (1933) Analysis of a complex of statistical variables into principal components. J Educ Psychol 24:417-441 |
| 30. | Huang MS, Li CJ, Yu JC, Huang YM, Hsieh LC (2009) Robust parameter design of micro-injection molded gears using a LIGAlike fabricated mold insert. J Mater Process Technol 209(15-16):5690-5701 |
| 31. | Datta S, Nandi G, Bandyopadhyay A, Pal PK (2009) Application of PCA-based hybrid Taguchi method for correlated multicriteria optimization of submerged arc weld: a case study. Int J Adv Manuf Technol 45:276-286 |
| 32. | Ross PJ (1988) Taguchi techniques for quality engineering. Mc Graw-Hill, New York |
| 33. | Jeyapaul R, Shahabudeen P, Krishnaiah K (2005) Quality management research by considering multi-response problems in the Taguchi method-a review. Int J Adv Manuf Technol 26:1331-1337 |
| 34. | Su CT, Tong LI (1997) Multi-response robust design by principal component analysis. Total Qual Manag 8(6):409-416 |
| 35. | Antony J (2000) Multi-response optimization in industrial experiments using Taguchi's quality loss function and principal component analysis. Qual Reliab Eng Int 16:3-8 |
| 36. | Fung CP, Kang PC (2005) Multi-response optimization in friction properties of PBT composites using Taguchi method and principle component analysis. J Mater Process Technol 170:602-610 |
| 37. | Gauri SK, Chakraborty S (2009) Multi-response optimisation of WEDM process using principal component analysis. Int J Adv Manuf Technol 41:741-748 |
| 38. | Ye HZ, Liu XY (2004) Review of recent studies in magnesium matrix composites. J Mater Sci 39:6153-6171 |
| 39. | Golmakaniyoon S, Mahmudi R (2011) Microstructure and creep behavior of the rare-earth doped Mg-6Zn-3Cu cast alloy. Mater Sci Eng A 528:1668-1677 |
| 40. | Palanikumar K, Karthikeyan R (2007) Optimal machining conditions for turning of particulate metal matrix composites using Taguchi and response surface methodologies. Mach Sci Technol 10:417-433 |