 2016, Vol. 4
2016, Vol. 4The article information
- Vairis Achilles, Papazafeiropoulos George, Tsainis Andreas-Marios
- A comparison between friction stir welding, linear friction welding and rotary friction welding
- Advances in Manufacturing, 2016, 4(4): 296-304.
- http://dx.doi.org/10.1007/s40436-016-0163-4
-
Article history
- Received: 16 August, 2016
- Accepted: 8 November, 2016
- Published online: 5 December, 2016






2 Institute of Structural Analysis and Antiseismic Research, National Technical University of Athens, Zografou Campus, Athens 15780, Greece
3 Faculty of Science, Engineering and Computing, Kingston University, London, UK
Friction welding (FW) is a family of welding processes for joining materials, based on the frictional heat which develops due to the relative movement between two components, while being under pressure. These variants are solid state joining processes, where frictional heat causes local yielding of the interface material, thus enabling the formation of a permanent joint. FW has many applications in the aerospace, automobile, marine, railway and nuclear industries, for both metals and thermoplastics. It is different from fusion welding, which requires the formation of a molten pool of material.
Three variants of the FW family, rotary friction welding (RFW), linear friction welding (LFW) and friction stir welding (FSW), will be studied in this paper. RFW is the most common variant of them, where two components with circular cross section are welded together. One part is held stationary and forced to come in contact with the other, which is rotating under normal pressure. There are two types of RFW: continuous drive friction welding (CDFW) and inertia friction welding (IFW). The difference between these two processes is in the mode of frictional heat generation, where in the first case the power required for its generation is provided by an external source; while in the second process, it is stored as kinetic energy in a flywheel and it is gradually converted into heat until the flywheel stops and the process finishes. In LFW, one component moves reciprocally with respect to another under normal pressure. In FSW, a rotating hard tool travels along the contact interface of the two components, usually in a butt configuration. Due to friction between the tool and the two components, the latter are heated locally to reach their yield point and material mixes locally. The above processes are shown schematically in Fig. 1. LFW and FSW are relatively new solid state welding processes, which are developed to weld non-axisymmetric components and thin structures respectively.

|
| Fig. 1 a FSW, b LFW and c RFW processes |
The FW processes have many advantages over the traditional fusion welding processes, i.e., (ⅰ) they do not form a molten pool, thus reducing the defects associated with solidification (e.g., hot cracking, porosity, etc.); (ⅱ) recrystallized microstructures develop, which may lead to increased tensile strength compared to other types of welding; (ⅲ) there is no need for consumables; (ⅳ) they are suitable for welding dissimilar materials; (ⅴ) the weld produced does not contain other material other than the parent ones, and interface impurities are removed during the process; (ⅵ) FW process parameters can be easily controlled, with minimum operation errors; (ⅶ) the welds are of high integrity, as the bonding area is almost equal to the interface area of the joined components, and (ⅷ) the processes are highly repeatable.
As expected, there are limitations to the FW processes: (i) limited suitability of RFW and LFW for welding of thin-walled tubes and/or plates, (ⅱ) the material of at least one of the two components must be plastically deformable to weld, (ⅲ) the flash formed during joining limits component geometries especially when the flash has to be removed.
Although FW processes have been studied either individually or in terms of their energy generating mechanism [1], they have not been compared in terms of key process development characteristics. In this study, different numerical models have been developed for IFW, LFW and FSW, and their temperatures, equivalent plastic strains, von Mises stresses, and strain rates are compared. General trends have been identified for the three types of FW processes.
2 Literature reviewFSW is a far more complicated process to model compared to RFW and LFW, as the welded materials interact thermo-mechanically with a third object, the tool, to produce the required energy for softening the two stationary components. The first models presented in the literature were analytical, employing a moving heat source [2] to estimate temperatures. In Ref. [3] it was proposed that contact between the tool and the workpieces was a combination of sliding and sticking. Based on experimental data it was concluded that the sticking condition was dominant. In addition to the analytical approaches, numerical models have also been developed. One of the first studies which considered the mechanical interaction between the tool and the welded pieces was presented in Ref. [4] with sequentially coupled thermo-mechanical analyses. In Ref. [5] a fully coupled thermo-mechanical dynamic analysis was used to show that the primary source of heat was plastic work, as sticking was dominant at the contact interface.
The main application of LFW is in the production of blisks in the aerospace industry, as the equipment necessary is quite expensive. In Ref. [6] analytical and numerical models for Ti-6Al-4V were developed to calculate temperature fields and axial shortening. In Ref. [7] the same material was also modeled using numerical and analytical methods. Steady state conditions were studied and the differential equations of heat flow in the heat affected zone (HAZ) were solved. In Ref. [8] the process was modeled as a problem of thermo-viscoelastic flow leading to non-local parabolic equations, which were solved to estimate temperature fields. In Ref. [9] the theory of thermal processes of Rykalin was used to model the temperature field, where a fraction of the thermal energy was assumed to transfer to the flash. Another thermomechanical steady state mathematical model of LFW was developed in Ref. [10], assuming non-Newtonian flow.
RFW is the oldest FW processes and it is the most widely used in industry [11]. In Ref.[12] an analytical model for mild steel during the equilibrium phase was provided, where the axial load, angular velocity, torque, temperature and rate of axial movement were constant, to calculate the changes in torque, thickness of the plasticized layer, temperature and strain rate with angular velocity and axial force. In Ref. [13] an analytical model to estimate both the power requirements and temperature within the flow region was developed. In Ref. [14] analytical solutions for temperature and strain rate distribution at the heat affected zone (HAZ) during CDFW were presented. The material flow fields were described by a series of kinematically admissible velocity fields for the 6082-T6 aluminum alloy, the A357 and A356 Al-SiC MMCs. A coupled thermo-mechanical finite element model was developed in Ref. [15]. This model was capable of calculating temperature, thermal expansion and thermo-plastic stresses. Another finite element model of IFW of dissimilar materials has been proposed in Ref. [16], using an automatic remeshing algorithm to model flash formation at the joint interface.
3 Numerical modelThe thermo-mechanical processes of FSW, LFW and RFW are modeled numerically using the finite element code Abaqus version 6.13. An explicit integration procedure was used in Abaqus/Explicit, as it is faster and less susceptible to errors (e.g., due to excessive element distortion, etc.).
3.1 MeshIn the FSW model, the backing plate and the tool were discretized using a Lagrangian mesh, whereas the workpieces were Eulerian, since large deformations were expected. The Eulerian mesh extends 1 mm above the upper surface of the workpieces (in which extension the elements are void at the beginning of the analysis), to give the welded material space to move and deform. The mesh of the model has 26 955 nodes and 20 896 elements. The mesh of the LFW model has 16 109 nodes and 81 594 elements. The mesh of the model has 19 405 nodes and 91 230 elements. In Fig. 2, the undeformed configurations of the FSW, LFW and IFW models used in this study are shown.

|
| Fig. 2 FSW, LFW, IFW meshed models used in the numerical analyses |
FW is a complex process so its numerical models require a number of simplifications to run in a reasonable computer time. In the case of FSW, the following assumptions were made:
(ⅰ) The workpiece and the tool have a temperature dependent frictional sliding contact according to Fig. 3.

|
| Fig. 3 Friction coefficient for Ti-6Al-4V between the tool and the workpieces in FSW and between the workpieces in LFW and RFW |
(ⅱ) The tool is a rigid body.
(ⅲ) The initial temperature for all entities is assumed to be 25 ℃.
(ⅳ) It is assumed that 90% of the dissipated friction energy is transformed into heat. At the toolworkpiece interface, 50% of this heat is transferred to the workpiece.
(ⅴ) Analysis starts at the end of the dwelling phase when plunging of the tool has occurred.
Regarding LFW and IFW, the following assumptions were made:
(ⅰ) The frictional sliding contact is described by Coulomb’s friction law and it is dependent on the temperature of the interface, as shown in Fig. 3.
(ⅱ) The top workpiece is considered to be a rigid body that has translational and rotational degrees of freedom.
With regards to the friction coefficient, it was based on Ref. [6]. As all models reach temperatures higher than 900 ℃, the friction coefficient is assumed to remain at one for temperatures higher than this temperature. However, when allowing the friction coefficient to change with temperature, it was calculated that the temperature of the welded material increased continuously, reaching values higher than its melting point. As the temperature of the welded material increases, its strength and shear stiffness generally decrease, as the material approaches the liquid state (without melting). This strength reduction has to be accompanied by a reduction in the Coulomb friction coefficient. Based on this assumption and a lack of reliable experimental data, the friction coefficient was set to decrease at higher temperatures up until melting, where it became zero, which would be expected for a liquid part.
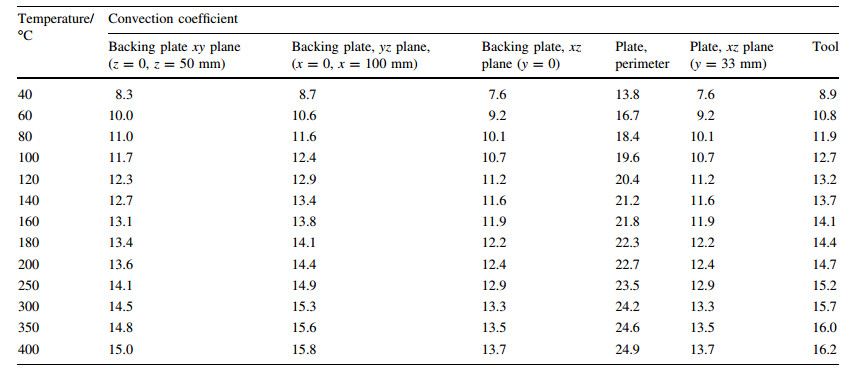
3.3 Boundary and initial conditionsIn the FSW model, the bottom and vertical surfaces of the backing plate are totally constrained against displacements. Along the vertical surfaces around the workpiece, velocities are applied, as the mesh is Eulerian. Zero valued velocities were applied on the y and z axes, and one of 6.67×10-4 m/s on the x axis. The tool is constrained along both horizontal directions (x and z) and a vertical downward displacement equal to 2 mm is applied. The rotations around the x and z axes are fixed, whereas a constant angular velocity equal to 41.89 r/s is applied to the y axis. Heat is lost through convection from all exposed surfaces and the coefficient for each surface was calculated based on the formulas presented in Ref. [17] for the FSW model, and the values are shown in Table 1. In this table, it is assumed that the x axis is parallel to the weld, the y axis parallel to the axis of the tool rotation, and the z axis perpendicular to the xy plane. As it is an Eulerian formulation, the initial volume fraction for each element was set to one at the bottom layer with a thickness equal to 3 mm of the Eulerian mesh, whereas the upper layer with thickness equal to 1 mm was initially void. During the analysis the materials deform and the volume fractions are recalculated.
Regarding the LFW model, the bottom surface of the bottom workpiece is constrained against translation along the x and z axes, whereas a time changing displacement was prescribed at a point of the top workpiece along x-direction, with amplitude of oscillation of 3 mm, frequency of oscillation 50 Hz and process run time of 2.8 s. Apart from these boundary conditions, a pressure is applied at the bottom surface of the bottom workpiece equal to 300 MPa, which ensures that the two workpieces are continually in contact, so that the necessary heat for the welding is generated. The heat convection coefficient for each surface is equal to 100 W/ (m2·K) [6].
Regarding the IFW model, the bottom surface of the bottom workpiece is constrained against translation along x and z axes. Initially, a rotational velocity equal to 305.6 r/s is imposed at the center of the top workpiece, for 0.1 s. At the beginning of the second step, an upward pressure is applied at the bottom surface of the bottom workpiece, equal to 300 MPa, which is held constant, ensuring thus that the two workpieces are continuously in contact, until the rotational motion of the top workpiece stops, and a weld is formed. The heat convection coefficient for each surface is equal to 30 W/(m2·K) [18].
3.4 Special numerical techniquesIn the FSW model, as an Eulerian material interacts with Lagrangian elements, a coupled Eulerian-Lagrangian (CEL) approach was applied for the contacts involved. In the LFW model, due to inherent geometric nonlinearities of the process as large deformations are expected, the arbitrary Lagrangian-Eulerian (ALE) adaptive meshing algorithm is used. Since the top workpiece is modeled as a rigid body, adaptive meshing is used only for the bottom workpiece.
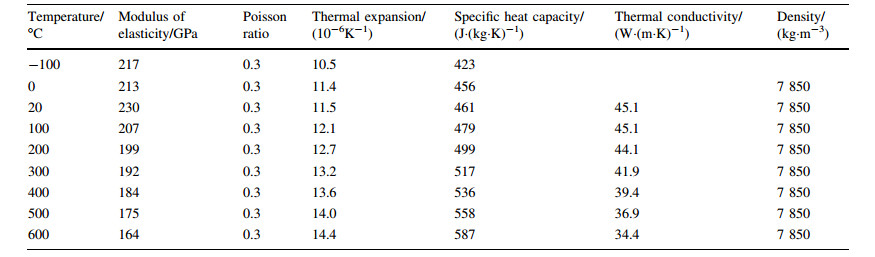
3.5 Material model and propertiesThe titanium alloy Ti-6Al-4V was chosen as the workpiece material. To simulate its material behavior in the analysis, a strain hardening, strain rate hardening and temperature softening material law is used, based on the elastic-plastic Johnson-Cook material model [19], which is given as

where σy is the yield stress, ε the effective plastic strain, 



The values assigned to the input parameters of the three welding models used in this study (FSW, LFW and IFW) are shown in Table 6. All models are run to the same point in time, in 2.8 s into the processes, where rotation of the IFW parts stop as all stored inertia energy in the flywheel has been used.

The aim of this work was to compare the process development of three major friction welding technologies. All of these solid state processes rely on the energy producing mechanism of friction to reach conditions at the welding interface which are favourable to permanent joining. In essence the FW processes are based on the development of a yielded interface. Depending on the variant, the thickness of the yielded material volume may range from a thin film, in the case of RFW and LFW, to a volume of remarkable size, in the case of FSW. It is possible that quality problems in FSW relate to the volume size of the plastically deformed material compared to the other FW processes. As such, the onset of plasticity at the interface for each of the three processes may determine the success or failure of the weld.
All three processes were investigated for the same material, the widely used α + β titanium alloy Ti-6Al-4V, which is well characterized. Although titanium alloys are more difficult to FSW, they are of interest in a number of industries and it was chosen to use it in this paper as a reference material for the comparative study of the three processes. All processes’ models were taken to reach yield conditions at the welding interface, which is the equivalent of phase II in the process model of LFW [6]. If these plastic conditions are not produced at the interface the process does not continue into its other phases and no weld is produced, and as such this stage is critical.
As temperature, an expression of energy input at the welding interface, and the association of flow stress with it, is the mechanism to reach yielding conditions, its value is an initial measure of the level of achieving favorable conditions for welding. It can be seen in Fig. 4 that RFW and LFW reach favourable conditions early in the analysis with the temperature being close to the melting temperature. Although this is the result of a numerical model, it agrees qualitatively with experiments. The FSW model shows a wide fluctuation of temperature, on the other hand. As mechanical mixing plays an important role in this process it is expected that the combined effect of friction and heat produced from mechanical mixing produces the favourable conditions for the process to develop.

|
| Fig. 4 Temperature history at the welding interface for each FW process studied |
For yielding to occur stresses must be at the appropriate level at the temperature reached in a given volume, and therefore it can be seen in Fig. 5 that FSW parts experience high stresses quite early into the process, although these are fluctuating due to the rotating motion of the hard tool. On the other hand, LFW and RFW parts are under lower levels of stress, which is the direct result of the friction pressure, with RFW having slightly lower values. This indicates that it may be more difficult to achieve welding conditions at the interface with FSW.

|
| Fig. 5 Von Mises stresses developed at the welding interface for each FW process studied |
As a result of von Mises stresses and temperature the material reaches yield and plastic material forms at the interface as evidenced by the equivalent plastic strains shown in Fig. 6. Due to the process mode where larger material volumes are affected FSW has large plastic strains from the beginning. In the other two processes, plastic material develops at the interface, with the rate of increase being faster for the LFW case. RFW starts from a limited number and increases at a slower rate than LFW, indicating that a smaller flash may form at the end.

|
| Fig. 6 Equivalent plastic strains developed at the welding for each FW process studied |
The titanium alloy studied in this paper is a strain rate sensitive superplastic material and the effect of high strains reached at the interface will be a hindrance to reach yielding conditions and for the process to progress through all the process phases and produce a sound weld. Out of the three variants, FSW reaches the highest strain rates which are widely fluctuating, and RFW the lowest, with LFW at an intermediate value, as shown in Fig. 7. This effect may be the reason for the difficulties that Ti alloy faces when being welded with FSW. As it can be seen from Table 7, FSW requires very large forces for yielding to occur early (0.4 s) in the process where yielding and subsequent mechanical mixing would require much larger power input compared to the other two processes, later into the process (1.2 s) this high power demand is relaxed as higher temperatures are reached, but as the welding tool in FSW is travelling along the interface it encounters new material, which is at a lower temperature, and this condition of increased power demand is faced continuously during the process.

|
| Fig. 7 Strain rates developed at the welding interface for each FW process studied |

|
From the study of the numerical models developed for the three FW variants that have focused at the early stages of the processes the following conclusions can be made:
(ⅰ) All three variants reach favourable temperature conditions at the interface.
(ⅱ) The stress conditions that develop at the interface are the most favourable for welding, i.e., high, for FSW while are worst for RFW.
(ⅲ) In terms of plastic strain forming at the interface, FSW produces the largest amount followed by LFW and FSW.
(ⅳ) The strain rate identifies an important difficulty to overcome when one uses FSW to weld Ti alloys as it is much higher than LFW and RFW.
(ⅴ) Out of the two FW variants where components move, LFW is the best when judged by the strain rates developed.
| 1. | Vairis A, Christakis N(2007) The development of a continuum framework for friction welding processes with the aid of micromechanical parameterisations. Int J of Modelling Identification and Control, 2(4), 347-356 doi:10.1504/IJMIC.2007.016417 |
| 2. | Rosenthal D, Schrmerber R(1938) Thermal study of arc welding-experimental verification of theoretical formulas. Welding Research Supplement, 17, 2-8 |
| 3. | Schmidt H, Hattel J, Wert J(2004) An analytical model for the heat generation in friction stir welding. Modelling Simul Mater Sci Eng, 12, 143-157 doi:10.1088/0965-0393/12/1/013 |
| 4. | Shi Q, Dickerson T, Shercliff HR (2003) Thermo-mechanical FE modelling of friction stir welding of Al-2024 including tool loads. The 4th International Symposium on Friction Stir Welding, Park City, Utah, USA, 14-16 May 2003 |
| 5. | Schmidt H, Hattel J(2005) A local model for the thermo-mechanical conditions in friction stir welding. Modelling and Simulation in Mat Science and Eng, 13, 77-93 doi:10.1088/0965-0393/13/1/006 |
| 6. | Vairis A, Frost M(2000) Modelling the linear friction welding of titanium blocks. Mater Sci Eng A, 292, 8 doi:10.1016/S0921-5093(00)01036-4 |
| 7. | Turner RP, Gebelin JC, Ward RM, et al(2011) Linear friction welding of Ti-6Al-4V:modelling and validation. Acta Materialia, 59(10), 3792-3803 doi:10.1016/j.actamat.2011.02.028 |
| 8. | Kavallaris NI, Lacey AA, Nikolopoulos CV, et al(2007) Behaviour of a non-local equation modelling linear friction welding. IMA Journal of Applied Mathematics, 72, 597-616 doi:10.1093/imamat/hxm031 |
| 9. | Medvedev A, Vairis A, Nikiforov R, et al(2012) Energy balance of the linear friction welding process. Journal of Engineering Science and Technology Review, 5(3), 20-24 |
| 10. | Lacey AA, Voong C(2012) Steady-state mathematical models of linear friction welding. Quarterly Journal of Mechanics & Applied Mathematics, 65(2), 211-237 |
| 11. | Li W, Vairis A, Preuss M, et al(2016) Linear and rotary friction welding review. International Materials Reviews, 61(2), 71-100 doi:10.1080/09506608.2015.1109214 |
| 12. | Healy JJ, Mcmullan DJ, Bahrani AS(1976) Analysis of frictional phenomena in friction welding of mild steel. Wear, 37, 265-278 doi:10.1016/0043-1648(76)90033-8 |
| 13. | Bendzsak GJ, North TH, Li Z(1997) Numerical model for steady-state flow in friction welding. Acta Materialia, 45(4), 1735-1745 doi:10.1016/S1359-6454(96)00280-7 |
| 14. | Midling OT, Grong O(1994) A process model for friction welding of Al-Mg-Si alloys and Al-SiC metal matrix compositesI:HAZ temperature and strain rate distribution. Acta Metall Mater, 42(5), 1595-1609 doi:10.1016/0956-7151(94)90369-7 |
| 15. | Sluzalec A(1990) Thermal effects in friction welding. International Journal of Mechanical Sciences, 32(6), 467-478 doi:10.1016/0020-7403(90)90153-A |
| 16. | Alvise LD, Massoni E, Walløe SJ(2002) Finite element modelling of the inertia friction welding process between dissimilar materials. Journal of Materials Processing Technology, 125, 387-391 |
| 17. | Papazafeiropoulos G, Tsainis AM (2015) Numerical modeling of the friction stir welding process. The 8th GRACM International Congress on Computational Mechanics, Volos, Greece, 12-15 July |
| 18. | Wang FF, Li WY, Li JL, et al(2014) Process parameter analysis of inertia friction welding nickel-based superalloy. Int J Adv Manuf Technol, 71, 1909-1918 doi:10.1007/s00170-013-5569-6 |
| 19. | Johnson GR, Cook WH(1983) A constitutive model and data for metals subjected to large strains, high strain rates and high temperatures. Proceedings of the 7th International Symposium on Ballistics, Hague, Netherlands, pp 541-547 |