 2016, Vol. 4
2016, Vol. 4The article information
- Vahid Zal, Hassan Moslemi Naeini, Bahramian Ahmad Reza, Behnam Abbaszadeh
- Experimental evaluation of blanking and piercing of PVC based composite and hybrid laminates
- Advances in Manufacturing, 2016, 4(3): 248-256.
- http://dx.doi.org/10.1007/s40436-016-0147-4
-
Article history
- Received: Dec. 13, 2015
- Accepted: Jul. 8, 2016
- Published online: Aug. 4, 2016






2 Faculty of Chemical Engineering, Tarbiat Modares University, Tehran, Iran
Due to high stiffness to weight and strength to weight ratio of composite materials compared to metallic materials, aerospace and automobile industries are concentrated on using composite materials in order to make lighter struc-tures and components. Reduction of weight in these industries is very important to reduce the energy con-sumption [1]. Fiber metal laminates (FMLs) are a type of metal/composite hybrid products that are increasingly used in the aerospace industry and a wide variety of aircraft parts are produced using FMLs [2, 3]. FMLs are produced of alternating layers of aluminum sheets and composite laminates to improve mechanical properties such as impact resistance and fatigue strength [4, 5]. One of the most important issues in the fabrication of composite and hybrid structures is the joining of the components. Welding is a conventional method to joint metallic products, but since composite laminates are composed of fibers and polymers, they cannot be welded. Mechanical fasteners, such as rivets and bolts, and adhesive bonding are commonly used to joint composite and hybrid components [6]. For bolt and rivet fasteners, the piercing process is a reasonable alter-native for drilling, because of its high speed and ability to make non circular holes. In addition, blanking process can be used to produce small size components in complicated shapes precisely and rapidly from flat sheets. This process is widely used in metallic sheets. Since the production of composite parts is very expensive and time consuming [3], the use of this process for composite laminates can be very cost effective.
Different researches were carried out on blanking and piercing of metallic sheets and the effect of different pro-cess parameters such as clearance, speed and temperature was investigated numerically and experimentally on the product quality, blanking forces and tool wear [7-9]. However, a few studies were done on blanking and piercing of composite and hybrid materials. Yokoi et al. [10] published the only study on the blanking of fiber reinforced plastics by using vibro-punching process. They concluded that composite laminates with different types of fibers and polymeric matrices could be blanked precisely and with sharp edges. Fratini and Ruisi [11] investigated on the self-piercing riveting (SPR) of hybrid joints between composite laminates and aluminum sheets. Their study showed that by placing composite laminates at the top of the aluminum sheet, SPR could be successfully used to join them together. Kroll et al. [12] simulated SPR process numerically for carbon fiber composite/aluminum hybrid joints and verified their results by experimental tests. Ueda et al. [13] developed a modified SPR process for composite laminates which reduced defects such as delamination significantly.
Although the composites and hybrid materials are widely used in different industries, there is not any report on the blanking and piercing of FMLs. Also in previous studies, effects of process parameters such as clearance, temperature and punch speed are not investigated on the composite laminates blanking. Therefore, the study on the feasibility of blanking and piercing of FMLs and investi-gation of different parameters’ effects on the composite laminates and FMLs blanking seem necessary. In this study blanking and piercing of PVC based composite laminates and FMLs were concentrated. Effects of temperature, clearance and punch speed on the blanking force, cutting energy and sheared edge quality were also investigated.
2 Experimental 2.1 MaterialsThermoplastic composites have some advantages such as higher impact resistance and formability at elevated tem-peratures compared to thermoset composites which make them interesting for many applications [14]. In this work, fiberglass/PVC thermoplastic composite laminates and fiberglass/PVC/aluminum FMLs are used to study the blanking process. Plain weave E-glass fabrics with 200 g/m2 density were used as the reinforcing phase and a com-mercial PVC film with 0.2 mm thickness and glass transition temperature (Tg) of 73.4℃ was used as the matrix. Figure 1 shows the differential scanning calorimetry (DSC) curve of the used PVC. Aluminum Al 1100 sheets with a thickness of 0.6 mm, yield strength of 28 MPa, ultimate tensile strength of 90 MPa and elon-elongation at break of 22% were used to produce the hybrid laminates.

|
| Fig. 1 DSC curve of the used PVC (glass transition temperature: 73.4 ℃, degradation temperature: 296 ℃) |
In order to impregnate the fiberglass fabrics with PVC, the film stacking procedure and hot press were used. In this procedure the polymeric films and fiber fabrics are alter-natively stacked with the required lay-ups and consolidated in a hot press under certain conditions of temperature, pressure and time [15]. Figure 2 shows the film stacking procedure schematically. To produce FMLs, an aluminum sheet was also placed at the middle of fiberglass/PVC layers.

|
| Fig. 2 Schematic of the film stacking process to produce composite laminates |
To produce the composite laminates, seven layers of fiberglass fabrics with [0/90, 30/-60, 60/-30, 90/0]s lay-up were alternatively placed between eight layers of circular PVC films with diameter of 100 mm. For production of the FMLs, four layers of fiberglass fabrics and an aluminum sheet with [0/90, 45/-45, Al, 45/-45, 0/90] lay-up were alternatively placed between six PVC films. Both composite laminates and FMLs were produced at temperature of 210℃and pressure of 1 MPa during 30 min, which resulted in proper products with thickness of approximately 2 mm. The pressure was applied during heating and con-continued till cooling of the laminates under Tg of PVC.
2.3 Blanking process 2.3.1 Punch and dieA die with a circular hole of 20.45 mm diameter and two punches with 20.15 mm and 20.3 mm diameters for two levels of clearance were manufactured for experimental tests (see Fig. 3a). A simple blank holder with three bolts was used to apply blank holder force on the laminates. All die and punches were hardened to 55 RC. The complete set of blanking die was installed on a computer controlled 30 t press testing machine (see Fig. 3b).

|
| Fig. 3 a Schematic of die and punch and b blanking setup installed on a press testing machine |
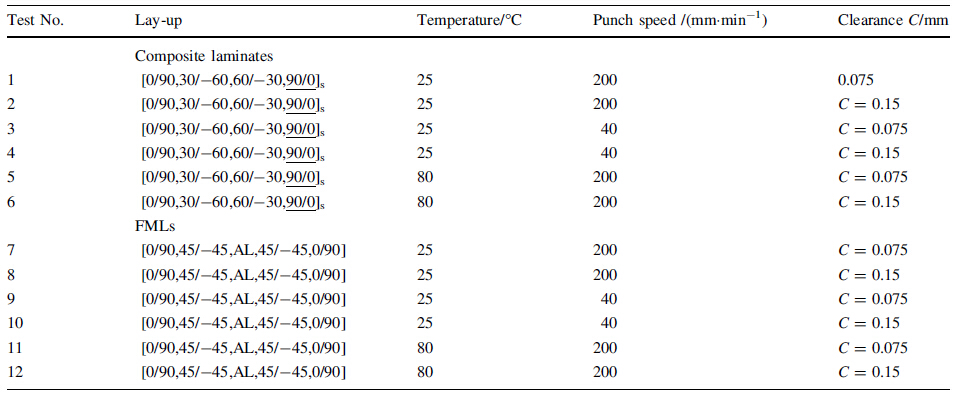
Three important parameters including blanking tempera-ture, clearance and punch velocity were studied on the composite laminates and FMLs blanking. The clearance (distance between punch and die) was investigated in two levels, including 0.075 mm and 0.15 mm which were approximately equal to 4% and 8% of the laminates thickness, respectively (the differences between the pun-ches and hole diameter were 0.15 mm and 0.3 mm). The effects of samples temperature on the blanking were evaluated at room temperature (25℃) and 80℃. The latter temperature was selected to do the blanking process above the Tg of PVC matrix, because amorphous thermo-plastics like PVC soften rapidly above the Tg. Punch speed is another important parameter which determines the shear strain rate and can affect the elastic behavior of the matrix, so it was studied in two levels including 40 mm/min and 200 mm/min. Totally twelve experimental tests were designed to study the effects of above mentioned parame-ters on the composite laminates and FMLs blanking. Table 1 shows the design of experiments.
|
The maximum blanking force has a major role in the blanking process design, especially in the selection of press machine. Force-displacement curve is also important in blanking process and represents the toughness and ductility of the laminates. The amount of work done for blanking, or cutting energy can be calculated from these curves according to Eq. (1) [16].
where w is the amount of press machine work; F is the blanking force, and y denotes the punch displacement.
In fact, cutting energy can be derived by calculation of the area under force-displacement curve using Eq. (1). This calculation should be done in an interval equal to the thickness of the laminates. The maximum blanking force and cutting energy of the samples were calculated and the effects of the process parameters on them were investi-gated. Quality of the sheared edges and dimensional accuracy are other important factors in the blanking pro-cess which indicate the success of process. Surface roughness and burr reduce the quality of sheared edges. In this work, the effects of each process parameter on the surface quality of sheared edges and shearing mechanism of fiberglass and aluminum layer were studied by using optical microscope.
The effects of process parameters on the dimensions such as upper and lower surface diameters of the produced blanks and also circularity of the blanks were studied. In order to measure the diameters accurately, 7 times magnified microscopic images of the blanks beside accurate 20 mm gauges were processed by using NI vision assistant software.
4 Results and discussion 4.1 Blanking force and cutting energyExperimental tests of the blanking process were done and maximum blanking force and force-displacement curves of each test were obtained. Figure 4 shows force-displace-ment curves of twelve experimental tests.

|
| Fig. 4 Force-displacement curves of composite laminates and FMLs blanking |
The cutting energy of each test was calculated according to Eq. (1) in an interval of 2 mm, equal to laminates thickness. The maximum blanking force and calculated cutting energy for each test are presented in Table 2.
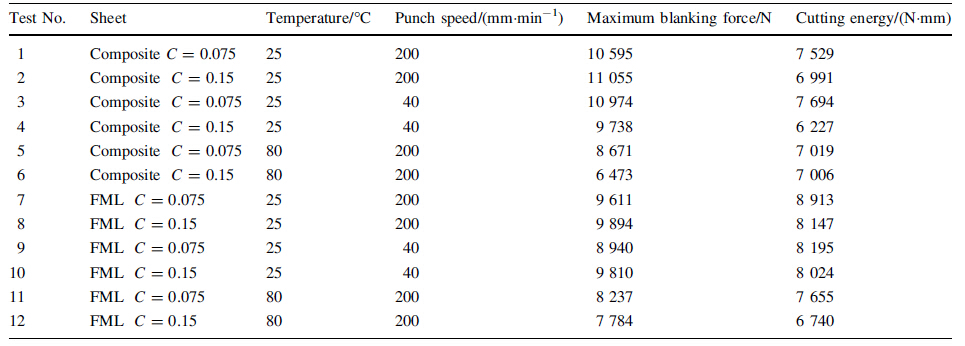
Comparing the maximum blanking force, the results show that the maximum blanking force for composite laminates is more than that for FMLs. Low strength of the used aluminum sheets reduces the maximum blanking force for FMLs. It is shown that blanking force for FMLs decreases slightly during blanking compared to composite laminates which results in higher cutting energy and toughness in FMLs. This higher cutting energy in FMLs is due to the high elongation at the break of aluminum layers combined with almost brittle composite laminates and increases its toughness. It is also shown that the clearance does not have a big effect on the blanking force. However, it should be mentioned that the clearance has a dominant role on the form, dimensional accuracy and quality of the sheared edges in the blanking process [17, 18]. comparison with room temperature, 80 ℃ blanked samples show an about 25% reduction in the blanking force due to softening and strength reduction of the PVC matrix and composite laminates after Tg. At 80℃, composite lami-nates show more blanking force reduction compared to FMLs. This temperature is in the cold working area of the used aluminum sheet and does not make a big change in its mechanical properties.
The PVC matrix of the laminates is a viscoelastic material which includes elastic and viscous behaviors. For viscoelastic materials, the increase of strain rate increases the elastic part of the behavior and makes the material stiffer [19]. However, the viscoelasticity of the used PVC is very low at room temperature and the governing behavior is elastic. Therefore, as seen in Fig. 4, the effect of punch speed (strain rate) on the blanking force is not a lot at room temperature and only a little increase in the blanking force is made by the increase of punch speed.
Load-displacement diagrams of the blanked FMLs have two stages while for the composite laminates there is only one stage. These different behaviors are because of their different cutting mechanisms. Cutting of composite lami-nates are done simultaneously through the thickness. In fact, the load increases by punch movement and when it reaches the maximum, the blank is sheared through the thickness and the load reduces sharply. However, the mechanism is pretty different for the FMLs. The load increases by punch movement and when it reaches the maximum, the composite laminates shear while the alu-minum sheet deforms plastically and it has not failed yet. By more movement of the punch, the aluminum sheet deforms more and starts to fail (shear). The second stage is for the shearing of the aluminum sheet.
4.2 Cutting mechanismIn the blanking of the composite laminates, shearing ini-tiates from upper surface of the laminates and extends through the thickness and produces a semi conical shaped blank (see Fig. 5a). This causes a change in the diameter of the produced blank and hole through the thickness. This phenomenon also occurs in the blanking of metallic sheets [20]. However, the blanking of FMLs results in a blank with a jagged sheared edge. This is like three semi conical shapes that are placed sequentially. According to the above mentioned blank shapes, it can be concluded that shearing of the composite and aluminum layers is done separately and the change of the FML blanks diameter through the thickness decreases significantly. Figure 5 shows the schematics of these mechanisms and corresponding images of the experimental tests.

|
| Fig. 5 a Cutting mechanism of composite laminates and b cutting mechanism of FMLs (jagged sheared edge of the laminates shows separate cutting of the layers) |
Due to the separate shearing of the layers, the clearance to thickness ratio of aluminum layer is increased, so in the FMLs blanking, burrs are created in ductile aluminum layer. It is seen in Fig. 5b that the aluminum layer is stretched on composite laminates due to high clearance. The presented mechanism is in very good agreement with the load-displacement diagrams, where a secondary increase in the load is seen. The second stage (increase of the load) is due to the failure of the aluminum layer which occurs later than the shearing of composite laminates due to its plasticity.
4.3 Dimensional accuracyAccording to the measurements, the diameters of the blanks deviate through the thickness, the maximum diam-eter of the blanks is achieved on the lower surface. For all blanks, the lower surface diameter is approximately equal to the nominal dimension (diameter of die hole). In Table 3, upper and lower surface diameters and cutting angle of the samples blanked at room temperature and punch speed of 200 mm/min are given.

|
Compared to FMLs, diameter deviations and cutting angles are higher in composite blanks, which is in agree-ment with the presented cutting mechanism. For both composite laminates and FML blanks, diameter deviations and cutting angles are reduced for lower clearances, so by choosing tight clearance between die and punch, accurate cylindrical blanks could be achieved. Similar characteris-tics could be found for holes dimensions. This trend also is seen at lower punch speed and the punch speed does not affect the dimensional accuracy because of the mainly elastic behavior of the laminates.
There was no geometrical defects such as non-circu-larity and redundant deformations in the samples blanked at room temperature. However, dimensions of the samples blanked at elevated temperature could not be measured accurately because of large deflections and low quality edges. According to visual inspections, the bonding and integration between composite layers and aluminum layer remains after the blanking and there is not any delamina-tion between the layers. This is because of the polar functional groups of the PVC which create very strong bonds with the aluminum layer. Figure 6 illustrates an FML sample and the resultant blanks and holes after the blanking process.

|
| Fig. 6 a An FML sample produced by film stacking process and b blanks and c holes of the blanked sample |
For the composite laminates, the sheared edge is smooth and has a high surface quality. This is because of the high strength of bonding between fibers and matrix and the high rigidity of the laminates which prevent sliding of the fibers through the matrix and result in simultaneous cutting of fibers and matrix. It can also be seen that at room tem-perature, clearance has a low effect on the sheared edge quality. The effect of punch speed is negligible because the fiber-matrix bonds are strong enough at room temperature and the strain rate does not affect it significantly.
For FMLs, the surface quality of composite layers is high and the sheared edge is smooth, but the quality of the aluminum layer is a little lower than composite layers and there are some burrs on it, especially in higher clearance. However, it has a better quality than FMLs blanked at elevated temperature. The aluminum and composite layers are cut separately, and the clearance should be calculated only based on the thickness of the aluminum layer to achieve a smooth sheared edge. Figure 7 shows micro-scopic images of the sheared edges of the FMLs and composite laminates blanked at room temperature.

|
| Fig. 7 Optical microscopic images of the sheared edges. a FML sample with smooth sheared edges, blanked at room temperature, b composite sample with smooth sheared edges, blanked at room temperature, c FML sample with rough sheared edges, blanked at 80 ℃ (sliding of fibers in composite laminates is seen) and d composite sample with rough sheared edges, blanked at 80 ℃ (pure shearing of fibers in outer layers and sliding in inner layers are seen) |
Microscopic images show a big reduction of the sheared surface quality in the blanking of the laminates above Tg of PVC matrix. The intensive softening of the amorphous PVC above Tg results in a big reduction in the fiber-PVC bonding strength and the fibers slide through the matrix easily during the shearing. Increase of the clearance also reduces the quality of sheared edges. In lower clearance, the laminates are in nearly pure shearing condition but increase of the clearance puts the laminates in a semi-tension condition. This makes the fibers stretch perpen-dicular to the punching direction and they slide through the matrix at the elevated temperature. Effect of the clearance in the composite laminates blanking is similar to that in metals. In the blanking of metals with high toughness, increase of clearance reduces edge quality and dimensional accuracy [17].
In the upper layers of the composite laminates, fibers and matrix are cut together, while in the lower layers, fibers slide through the matrix and are cut after that (see Fig. 7d). In the upper layers, blank holder force has higher effect and prevents sliding of the fibers, but this effect is reduced through the thickness and finally allows the fibers to slide in the lower layers. In FMLs blanking, the aluminum layer has burrs like room temperature blanking. Also the upper composite layer is stretched and covers the sheared edge of the aluminum layer due to separate cutting of aluminum and composite layers (see Fig. 7c). This gives a sheared edge with very low quality, especially in higher clearance.
5 ConclusionsPVC based composite laminates and FMLs were produced using the film stacking procedure and then were blanked successfully through this work. Blanking force, cutting energy, cutting mechanism, dimensional accuracy and sheared edge quality of the blanked parts were studied. The main achievements of this work are as follows.
(i) Due to the higher toughness of the aluminum sheet in comparison with the composite laminates, FMLs need higher energy to be sheared and blanked. While the maximum blanking force is lower.
(ii) Blanking of FMLs and composite laminates at room temperature was successful and resulted in smooth and highly accurate sheared edges. While the blanking above Tg of the matrix reduces dimensional accuracy and sheared edge quality of the blanks significantly.
(iii) Clearance has a low effect on the blanking of composite laminates, and its role on the FMLs is dominant and higher quality blanks are achieved by reducing the clearance in FMLs.
(iv)Cutting mechanism in the blanking of composite laminates is very similar to that in metals. The composite and aluminum layers are cut separately in the blanking of FMLs and the clearance should be calculated considering the aluminum layer thickness.
| 1. | Davey S, Das R, Cantwell WJ, Kalyanasundaram S(2013) Forming studies of carbon fibre composite sheets in dome forming processes. Compos Struct, 97, 310-316 doi:10.1016/j.compstruct.2012.10.026 |
| 2. | Sexton A, Cantwell W, Kalyanasundaram S(2012) Stretch forming studies on a fibre metal laminate based on a self-reinforcing polypropylene composite. Compos Struct, 94, 431-437 doi:10.1016/j.compstruct.2011.08.004 |
| 3. | Sinmazçelik T, Avcu E, Özgür Bora M, Çoban O(2011) A review:Fibre metal laminates, background, bonding types and applied test methods. Mater Des, 32, 3671-3685 doi:10.1016/j.matdes.2011.03.011 |
| 4. | Wu W, Abliz D, Jiang B, Ziegmann G, Meiners D(2014) A novel process for cost effective manufacturing of fiber metal laminate with textile reinforced pCBT composites and aluminum alloy. Compos Struct, 108, 172-180 doi:10.1016/j.compstruct.2013.09.016 |
| 5. | Chang PY, Yeh PC, Yang JM(2008) Fatigue crack initiation in hybrid boron/glass/aluminum fiber metal laminates. Mat Sci Eng A, 496, 273-280 doi:10.1016/j.msea.2008.07.041 |
| 6. | Crammond G, Boyd SW, Dulieu-Barton JM(2014) Evaluating the localised through-thickness load transfer and damage initiation in a composite joint using digital image correlation. Composites A, 61, 224-234 doi:10.1016/j.compositesa.2014.03.002 |
| 7. | Komori K(2013) Simulation of crack arrest in blanking using the node separation method. Int J Mech Sci, 68, 150-159 doi:10.1016/j.ijmecsci.2013.01.009 |
| 8. | Falconnet E, Makich H, Chambert J, Monteil G, Picart P(2012) Numerical and experimental analyses of punch wear in the blanking of copper alloy thin sheet. Wear, 296, 598-606 doi:10.1016/j.wear.2012.07.031 |
| 9. | Xu J, Guo B, Wang C, Shan D(2012) Blanking clearance and grain size effects on micro deformation behavior and fracture in micro-blanking of brass foil. Int J Machh Tool Manuf, 60, 27-34 doi:10.1016/j.ijmachtools.2012.04.001 |
| 10. | Yokoi H, Nakagawa T, Kudo H(1983) Precision piercing and blanking of fiber reinforced plastics by vibro-punching. Ann CIRP, 32, 173-176 doi:10.1016/S0007-8506(07)63384-8 |
| 11. | Fratini L, Ruisi VF(2009) Self-piercing riveting for aluminium alloys-composites hybrid joints. Int J Adv Manuf Technol, 43, 61-66 doi:10.1007/s00170-008-1690-3 |
| 12. | Kroll L, Mueller S, Mauermann R, Gruetzner R (2011) Strength of self-piercing riveted joints for CFRP/aluminium sheets. In:18th International conference on composite materials (ICCM/18), South Korea, 21-26 Aug 2011 |
| 13. | Ueda M, Miyake S, Hasegawa H, Hirano Y(2012) Instantaneous mechanical fastening of quasi-isotropic CFRP laminates by a self-piercing rivet. Compos Struct, 94, 3388-3393 doi:10.1016/j.compstruct.2012.04.027 |
| 14. | Luo H, Xiong G, Yang Z, Raman SR, Li Q, Ma C, Li D, Wang Z, Wan Y(2014) Preparation of three-dimensional braided carbon fiber-reinforced PEEK composites for potential load-bearing bone fixations. Part Ⅰ. Mechanical properties and cytocompatibility. J Mech Behav Biomed Mater, 29, 103-113 doi:10.1016/j.jmbbm.2013.09.003 |
| 15. | Sadighi M, Rabizadeh E, Kermansaravi F(2008) Effects of laminate sequencing on thermoforming of thermoplastic matrix composites. J Mater Process Technol, 201, 725-730 doi:10.1016/j.jmatprotec.2007.11.239 |
| 16. | Slavic J, Bolka S, Bratus V, Boltezar M(2014) A novel laboratory blanking apparatus for the experimental identification of blanking parameters. J Mater Process Technol, 214, 507-513 doi:10.1016/j.jmatprotec.2013.10.006 |
| 17. | Fang G, Zeng P, Lou L(2002) Finite element simulation of the effect of clearance on the forming quality in the blanking process. J Mater Process Technol, 122, 249-254 doi:10.1016/S0924-0136(02)00056-0 |
| 18. | Kwak TS, Kim YJ, Bae WB(2002) Finite element analysis on the effect of die clearance on shear planes in fine blanking. J Mater Process Technol, 130-131, 462-468 doi:10.1016/S0924-0136(02)00767-7 |
| 19. | Pawlikowski M(2014) Non-linear approach in visco-hyperelastic constitutive modelling of polyurethane nanocomposite. Mech Time Depend Mat, 18(1), 1-20 doi:10.1007/s11043-013-9208-2 |
| 20. | So H, Fabmann D, Hoffmann H, Golle R, Schaper M(2012) An investigation of the blanking process of the quenchable boron alloyed steel 22MnB5 before and after hot stamping process. J Mater Process Technol, 212, 437-449 doi:10.1016/j.jmatprotec.2011.10.006 |