 2016, Vol. 4
2016, Vol. 4The article information
- Thella Babu Rao
- Optimizing machining parameters of wire-EDM process to cut Al7075/SiCp composites using an integrated statistical approach
- Advances in Manufacturing, 2016, 4(3): 202-216.
- http://dx.doi.org/10.1007/s40436-016-0148-3
-
Article history
- Received: Sep. 19, 2015
- Accepted: Jul. 16, 2016
- Published online: Sep. 6, 2016






The material technologies in the present advanced manu-facturing industries lead to the possible development of innovative materials that have properties and shape suit-able for practical use. The particulate reinforced metal matrix composites (MMCs) in the class of advanced materials have been gaining importance due to their out-standing improved mechanical properties over conven-tional metallic alloys for diverse specialized applications in aerospace and automobile industries. However, due to the presence of hard ceramic particulate as the reinforcement made these materials as difficult-to-cut using traditional machining methods [1, 2]. As the result, these materials have limited their applications to only a few specialized components. On the other hand, the non-traditional machining methods have expanded their importance for machining MMCs. However, non-traditional machining methods involve expensive equipment and complex mechanisms while producing the components with high precision and intricate shapes.
Wire-electrical discharge machining (WEDM) in the class of non-traditional machining methods has been pop-ularly known as an efficient and economical machining method used to machine difficult-to-cut materials regard-less of their hardness into complex contours [3, 4]. WEDM is a widely accepted non-contact thermo-electrical machining process for metal removal in which material is removed by generating a series of discrete sparks between electrode and work piece immersed in a dielectric medium [5]. Therefore, WEDM is identified as an effective alter-native for machining metal matrix composites for produc-ing complex shapes with a high degree of accuracy. Discharge current, pulse duration, pulse frequency, wire speed, wire tension, and dielectric flow are significant control variables in WEDM [6] while the metal removal rate (MRR), surface roughness (Ra), kerf width (Kw) and white layer thickness (WLT) are considerable output parameters in evaluating the machinability. Apart from these WEDM control variables, while machining MMCs, the reinforced ceramic particulate size and percentage in the matrix also play a significant role in evaluating the machinability, as the ceramic content in MMCs as rein-forcement alters the material hardness and electrical con-ductivity apparently [7]. Generally, the selection of the WEDM process variables is primarily based on the oper-ator’s experience and the data handbook provided by the machine tool manufacturer. However, such criteria may guarantee neither high production rate nor good surface quality of the machine component [5] because the process responses are highly correlated with each other. This made the process highly complicated in choosing the appropriate cutting conditions. Hence, the selection of optimal machining conditions became quite essential because the MMCs are relatively costlier than the conventional metals and alloys and the WEDM process also a cost expensive machining process.
Therefore, a significant amount of research has explored on different methodologies of achieving the ultimate WEDM goals of optimizing the numerous process param-eters to enhance the overall machining reliability. Which include the evolutionary optimization techniques such as genetic algorithm (GA), simulated annealing (SA), particle swarm optimization (PSO), ant colony optimization (ACO) and artificial bee colony (ABC) algorithm [8] and the sta-tistical based optimization techniques such as Taguchi method (TM), grey relational analysis (GRA), principal component analysis (PCA), etc. The evolutionary tech-niques require a huge number of experimental data so that they are treated as costlier and time consuming approaches while the statistical optimization approaches are limited with less number of process variables, their levels of variability and are suitable for the process with a single quality characteristic and to find its optimal process parameters at a time. However, practically the manufac-turing processes involve multiple quality characteristics which are generally complex but essential. In case of WEDM process, while machining MMCs, the increased number of control variables made the process much complex to derive its optimal process conditions due to the conflicting nature between the process responses at their process control parameters which in turn raised the diffi-culty in finding the optimal machining conditions. There-fore, the state of affairs raised the need of an effective optimization approach to handle multiple correlated responses simultaneously to succeed at the solutions to this problem.
In this paper, a novel hybrid multi-response optimiza-tion approach is proposed to derive the optimal machining conditions for machining MMCs under WEDM process. This hybrid approach integrates the concepts of GRA, PCA and TM to deal with the problem of simultaneous opti-mization of five correlated WEDM performance measure such as metal removal rate, surface roughness, kerf width, wire wear rate, and white later thickness while machining Al7075/SiCp MMCs.
2 Literature reviewWEDM is an effective alternative for machining advanced materials like metal matrix composites [9]. To improve the performance of WEDM process, the experimental works in Ref. [9] have been well explored on various aspects of modelling, simulation and process optimization. Ramakr-ishnan and Karunamoorthy [10] proposed artificial neural network (ANN) models and multi-response signal-to-noise (MRSN) ratio in addition to Taguchi’s parametric design approach to predict and optimize the performance charac-teristics of WEDM process namely material removal rate and surface roughness. Yuan et al. [11] developed a reli-able multi-objective optimization technique based on Gaussian process regression (GPR) to optimize the high-speed wire-cut electrical discharge machining (WEDM-HS) process. The model performance of the GPR, back-propagation neural network (BPNN) was compared based on the experimental results and found that, the GPR models have the advantages over BPNN models in terms of model accuracy and feature scaling and probabilistic variable.
Mandal et al. [12] proposed artificial neural network (ANN) with back propagation algorithm was used to model the MRR and tool wear rate in EDM process and simul-taneously the non-dominating sorting genetic algorithm-II (NSGA-II) was adopted for these models for optimization. Kuriakose and Shunmugam [13] considered the cutting velocity and surface finish as the process performance characteristics of WEDM. A multiple regression model was developed to represent the relationship between input and output variables and a non-dominated sorting genetic algorithm (NSGA) was used to optimize the process per-formance. Scott et al. [14] presented a factorial design model to predict the process responses via. MRR and surface finish and consequently based on the concept of a non-dominated point the best control settings of WEDM process were determined. In Ref. [6], the relationship between control factors and responses were established by means of nonlinear regression models and then GA was employed to optimize the WEDM process.
In the aforesaid multi-objective optimization approaches for WEDM, modeling of process responses is vital and requires enormous experimental data for developing the best-fit model. This results in a rise of experimentation cost, time and expertise in process modeling. In addition, the values of resulted process variables in the optimal front may not be available with the parameter control panel of the WEDM machine.
Taguchi’s utility concept is being used for a wide range of manufacturing applications to improve the production quality [15]. Ramakrishnan and Karunamoorthy [16] pro-posed the Taguchi’s robust parametric design approach to optimize three WEDM responses via. MRR, Ra and WWR. These three responses were replaced by an MRSN ratio which represents the overall quality index and hence the optimal process settings were derived for the maximum MRSN. Tosun et al. [17] used Taguchi’s analysis of S/N ratio to obtain the optimum machining parameter combi-nation based on kerf and MRR as WEDM responses. The investigations presented in Refs. [16] and [17], in the for-mer, the multi-response optimization problem was con-verted into a single objective of MRSN to maximize, while in the later, a weighting method was adopted to transform the normalized kerf and normalized MRR into a single objective format, and hence minimized the resultant weighted objective function. Owing to the increasing complexity of the present advanced manufacturing pro-cesses with simultaneous optimization of multiple respon-ses, the original Taguchi approach failed to solve a multi-response optimization problem as it is designed to optimize a single response only. To overcome these shortcomings in dealing with the problem of simultaneous optimization of multiple correlated responses, the Taguchi’s utility concept has been integrated with the other suitable multivariate statistical methods such as desirability function approach, GRA and PCA. The idea of these coupled approaches was the derivation of an equivalent process quality index by accumulating the multiple respon-ses to represent the overall quality of the process so that the problem of simultaneous optimization of multiple responses is substituted by the problem of maximizing the overall quality index of the process. Hence, Taguchi’s utility theory can be effectively applied to maximize the overall quality of the process.
The results in GRA and PCA approaches are based on the original data and the calculations are simple and easy to understand [15]. In GRA coupled Taguchi technique, the data are processed based on the assumption that the output responses are interrelated or independent. Therefore, the multiple output responses are weighted and aggregated into a single quality index to optimize. PCA based Taguchi approach aggregates the multiple process responses dis-tributed in multiple dimensions by eliminating the corre-lation among them without much loss of information and expresses as a single quality index to optimize. However, the relative performance of these optimization methods is completely unknown as the optimal results of these approaches are different [18, 19]. The grey relational analysis eventually presents the comparative difference between the values in sequence based on the grey relational grade values. Therefore, GRA is useful to measure the approximate correlation among the members in the sequence [17]. While PCA highlights the similarity and dissimilarity among the data sequences by identifying the dimensions in which the data sequences are distributed. By accumulating these merits in GRA and PCA, Chiang et al. [20] proposed the Taguchi method combined with the grey relational analysis to find the robust parameters of thin-film sputtering process with multiple quality characteristics. In order to consider the correlation between quality charac-teristics, the principal component analysis was eventually used. The weights for quality characteristics were deter-mined by employing the entropy measurement method to eliminate the multiple co-linearity between them. Sibalija and Majstorovic [21] also integrated GRA and PCA to un-correlate and synthesize responses into a single perfor-mance measure. They used the grey relational grade as the synthetic multi-response performance index which ade-quately takes into account of all the possible correlated responses with respect to the customer specifications. Weights for the grey relational coefficients are derived based on the total variance of the original responses from PCA. However, the multiple responses in these coupled approaches were aggregated based on the allocation of individual priority weights for each response. The change in the value of priority weights changes the overall quality index value [22]. In addition, the process responses prac-tically may not hold equal weights and are varied based on the functional requirement of the machined product spec-ified by the manufacturing engineer. For a particular machining application: (i) the degree of the importance of the output response may vary based on the application criteria and the functional requirements which alters the weights for the response; (ii) the correlation between the responses should not be negligible as the change in one response causes to significant change in the rest of the responses. Therefore, the judgement of priority of weights in conjunction with the assumption of negligible response correlation may lead to imprecision, uncertainty as well as vagueness in the solution [23].
In contrast to the above multi-response optimization approaches, the specific objective of this paper is to develop a simple, sequential and efficient method to deal with the simultaneous optimization of multiple correlated performance measures of WEDM process for machining the metal matrix composites. Therefore, the concepts of GRA, PCA and TM are integrated to handle the correlated multiple responses with due consideration of the correla-tions among them, their individual importance and assumptions related to the type of process.
3 Methodology for multi-objective optimizationFor simultaneous optimization of multiple WEDM quality characteristics in the present investigation, GRA, PCA and TM are integrated and applied sequen-tially. This section gives a brief idea about these three approaches.
3.1 GRAGRA based on grey system theory was first proposed by Deng [24]. Grey theory deals with a system containing insufficient information or in which the model is unsure. GRA can be applied to complex multivariate systems to analyze the uncertain relations between multiple variables associated with the system [25]. In recent years, grey relational analysis has become a powerful tool to analyze the processes with multiple performance characteristics.Since, the present problem consists of five process quality measures which have correlation between them. Therefore finding the optimal settings of the process is a highly dif-ficult task. Therefore, application of grey relational anal-ysis is inevitable to handle these five responses for optimizing the production quality [26]. To bring all the responses of different dimensions at diverse ranges of the follows [27]:
Step 1: Array of measured multiple responses during machining
where A is the array of the original sequence of the mea-sured responses, i the number of experimental run and n the number of the response.
Step 2: Normalization of array of original sequence of the measured responses
The responses are normalized using the following formulas.

The higher-the-better (HB) is the criterion:

where xi* (n) is the normalised value of the nth corresponding to the nth response; the max yio (n) is the largest value of yi(n) in the nth response and the min yoi (n) is the smallest value of yi(n) in the nth response. Therefore, the normalized array of the original sequence of the responses x is represented as
Step 3: Calculation of grey relational coefficient and grey relational grade
In GRA, the grey relational grade represents the mea- sure of relevance among the process responses. After the data processing, the grey relational coefficient ni(k) for the kth process response in the ith experiment can be expressed as

where 


Step 4: Determination of overall grey relational grade
The overall grey relational grade represents as the overall performance characteristic of multiple responses of the process. This is calculated as the average of individual grey relational grades of the responses at the ith experi-mental run
Therefore, the overall grey relational grade converts the multiple responses (multi-grey relational grades) into a single response (overall grey relational grade) with the objective to maximize. Finally the overall grey relational grades rank the experimental runs and the set of variables corresponding to the experimental run having higher grey relational grade referred as closer to the optimal values.
3.2 PCAPCA is a multivariate statistical approach introduced by Pearson [28] and was further developed by Hotelling [29].To deal with multiple correlated performance responses, PCA converts the data of the multiple correlated responses into several uncorrelated quality indices called principal components and is then simultaneously accumulated to formulate a mathematical function called composite principal component (CPC). CPC represents the overall quality of the process. Thus, based on the maximization of the overall quality of the process, the composite principal component is maximized to find the optimal set of process variables. PCA uses the data pre-processing to bring all the responses of different dimensions at diverse ranges of the system. The procedural steps involved in PCA are given below [7, 18].
Step 1: Array of measured multiple responses during machining
where A is the S/N ratio of each response, i the number of experimental runs and k the number of the response.
Step 2: Normalization of array of multiple responses
The responses are normalized using the following formula.
The lower-the-better (LB) is the criterion
 (10)
(10) The higher-the-better (HB) is the criterion
 (11)
(11) where xi(k) is the normalised value of the kth response; min yi(k) is the smallest value of yi(k) for the kth response;and max yi(k) is the largest value of yi(k) for the kth response. The normalized array x is shown as
 (12)
(12) Step 3: Calculation of variance-covariance matrix M from the normalized data
 (13)
(13)  (14)
(14) where l = 1, 2, 3, …, k, and Cov[xi(k), xi(l)] is covariance of sequences xi(k) and xi(l).
Step 4: Calculation of eigenvalues λj and eigenvectors Vj from the correlation coefficient array.
Step 5: Evaluation of the principal components Ψj.
 (15)
(15) where ψ1 is the first principal component, and ψ2 is the 2nd principal component, and so on. The principal components are aligned in descending order with respect to variance, and therefore the ψ1 accounts for the most variance in the data.
Step 6: Evaluation of the composite principal compo-nent ψ.
The composite principal component ψ represents the index of multi-composite quality for multi-quality respon-ses. It is defined as the combination of principal compo-nents with their individual eigenvalues.
3.3 TMTM is an effective tool to deal with the optimization of multiple responses influenced by multiple variables simultaneously. It minimizes the number of experimental runs without considerable loss of data. Hence, it has become an extensively adopted method to solve the com-plex problems. In this method, the performance charac-teristic is represented by S/N ratio and the largest value of S/N ratio is desired. S/N ratios are logarithmic functions of desired output and served as objective function in the optimization process. There are three types of S/N ratios: the lower-the-better, the higher-the-better, and the nomi-nal-the-better and these are expressed as [30]
(i) Lower-the-better
 (16)
(16) (ii) Higher-the-better
 (17)
(17) (iii) Normal-the-better
 (18)
(18) where yi is the ith value of measured response, n the total number of runs and s the standard deviation.
4 PCA based GRA integrated TMGRA is one of the successfully used multi-response optimization techniques for solving the problems with multiple correlated performance characteristics of dis-tinct manufacturing processes. Some of these manufac-turing processes are: CNC turning [31], high-speed end milling [32], drilling of Al/SiC metal matrix composite [33], electrical discharge machining (EDM) [34], Micro-EDM [35], Wire-EDM process of particle-reinforced material [36], and laser cutting process [37]. GRA defines the grey relational grade favourable as an indi-cator of overall performance of the process replacing the multiple performance characteristics. However, while data processing in GRA, most of the researchers deter-mined the weighting values for the process responses based on their own subjective estimation, but this approach cannot objectively reveal the relative impor-tance of various performance characteristics.
PCA converts the data of multiple responses into a set of principal components which are consequently con-verged and accumulated based on their eigenvalues into a composite principle component (CPC). The CPC is assumed to replace multiple quality characteristics into a single quality index representing the overall process quality.
Hence, the optimal combination of the process variables is derived by maximizing the CPC. However, there are two shortcomings highlighted in the process of dealing with multiple correlated process responses in PCA [38] that: firstly if there exists one eigen value which is greater than 1, then based on Kaiser’s criterion, the corresponding principal component is assumed to represent the actual responses and the eigen vector corresponding to the largest Eigen value is used to replace the actual responses for further analysis. Stochastic manufacturing systems may result more than one principal component and may exist more than one eigenvalue which is greater than 1. In such case, determination of feasible solution corresponding to each response is not guaranteed. Secondly, the derived composite principal component based optimal values cannot be guaranteed in replacing the multiple responses as the chosen principal component with only fewer variations can be explained by the total variation [28].
In the present investigation, five WEDM processresponses viz., surface roughness, metal removal rate, wire wear ratio, kerf and white layer thickness were taken into consideration to represent the WEDM per-formance quality characteristics during machining Al7075/SiCp MMCs with due consideration of particu-late size, volume fraction, pulse-on time, pulse-off time and wire tension as the process variables to present the total performance compliance of the machining process. Since the chosen process responses highly correlate with the process control variables, they need to optimize simultaneously. Therefore, the problem is treated as the multi-response optimization problem to optimize five correlated responses simultaneously.
Therefore, with reference to the above discussions, the GRA or PCA alone cannot be applied to the present problem as they aggregates the process responses based on their individual priorities. Therefore, in the present investigation, initially to transfer the experimentally measured data into comparability sequences the GRA is adopted and then grey relational coefficients are calcu-lated for each response. In the next step, to estimate the grey relational grade (GRG) in GRA, the PCA is applied to evaluate the weighting values corresponding to the performance characteristics so that their relative impor-tance can be properly and objectively described. How-ever, the derived GRG, based on optimal set of variable cannot be assured to replace the multiple responses because the chosen principal components, in which fewer variations can be explained by total variation. Therefore, the Taguchi’s robust higher-the-best SNR criterion is employed to optimize the PCA weighted GRG to deter-mine the optimal settings to make the methodology more practical and efficient [32]. Finally, the significance of the chosen process variables for the process performance is studied by employing the analysis of variance (ANOVA). The proposed methodology of PCA based GRA integrated Taguchi’s approach for multi-response optimization approach is depicted in Fig. 1.

|
| Fig. 1 Proposed methodology |
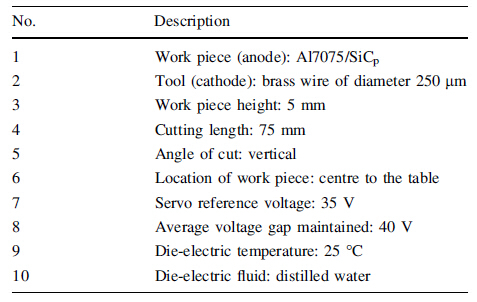
Machining experiments were conducted on a five-axis CNC-Wire Electrical Discharge Machine, model number CT 520A, made by Joemars Machinery and Electric Industrial Co. Ltd., Taiwan. Details of work specimens, the electrode and the other machining conditions are listed in Table 1 Prior to machining, experiments were designed according to the design of experiments (DOE) to minimize the number of experimental runs and total 27 experiments were conducted based on Taguchi’s L27 orthogonal array [39].
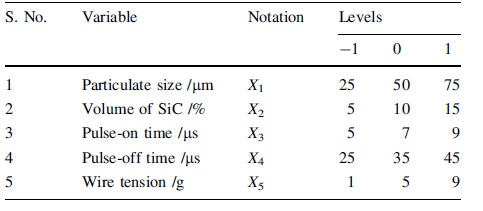
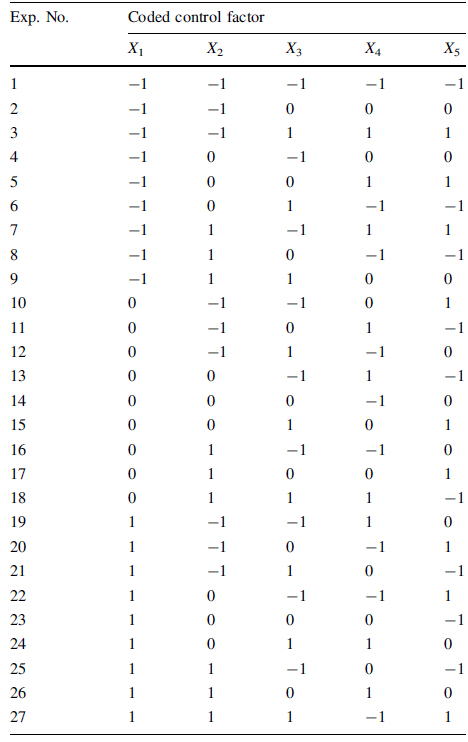
Work materials are the stir cast Al7075/SiCp MMCs.The cast specimens consist different sizes of silicon carbide particulate such as 25, 50 and 75 μm at different volumes such as 5%, 10% and 15%. Based on the pilot experimental runs, the levels of WEDM control variables were selected as listed in Table 2. The experimental design matrix is presented in Table 3.
Surface roughness (Ra), MRR, wire wear ratio (WWR), kerf (Kw) and WLT are considered as the machining responses to measure, as these are more significant WEDM performance characteristics representing the machined component surface quality, dimensional accuracy and production rate. Ra was measured by using MITUTOYO surface tester with 0.8 mm cut-off value. Total six mea-surements were taken at six different locations in the direction perpendicular to the cutting and their average value was considered as the final Ra value. While calcu-lating MRR, the work piece weight was measured before and after machining and MRR was estimated as the ratio of the weight difference of the work piece before and after machining to the machining time. For WWR measurement, the weight of the wire spool was measured before machining and after machining. Then WWR was calcu-lated as the ratio of the weight loss of wire after machining to the weight of wire before machining. The weights of the wire before machining and after machining were measured using an electronic balance with high accuracy and recor-ded as the response value of WWR.
In WEDM, the corner errors due to variation in Kerf are quite common and are limiting the internal corners to be produced in the WEDM components. This occurs because of the vibrations and deflections of the wire in the spark gap. Therefore Kerf greatly influences the dimensional accuracy of the finished part. In order to produce the WEDMed components with a high degree of dimensional accuracy, the study of process parameters on Kerf is important. The surface quality of the WEDM part is usu-ally measured in terms of surface integrity, surface cracks, surface roughness, etc. and all of these are greatly affected by the white layer thickness. There are many WEDM process variables which are significant to the formation of white layer during machining. The study of the parameters in this investigation for white layer thickness helps to produce better surface quality of the machined product.
Hence, the Kw and WLT were taken into consideration as the process responses and were measured using computerized optical microscope, model GX51 inverted microscope made by OLYMPUS CORPORATION with the magnification range of 20 μm. The measurements were taken across the direction of machining at six different locations along the machined length and the averages of them were considered as the kerf and WLT values. The measured values of responses are listed in Table 4.
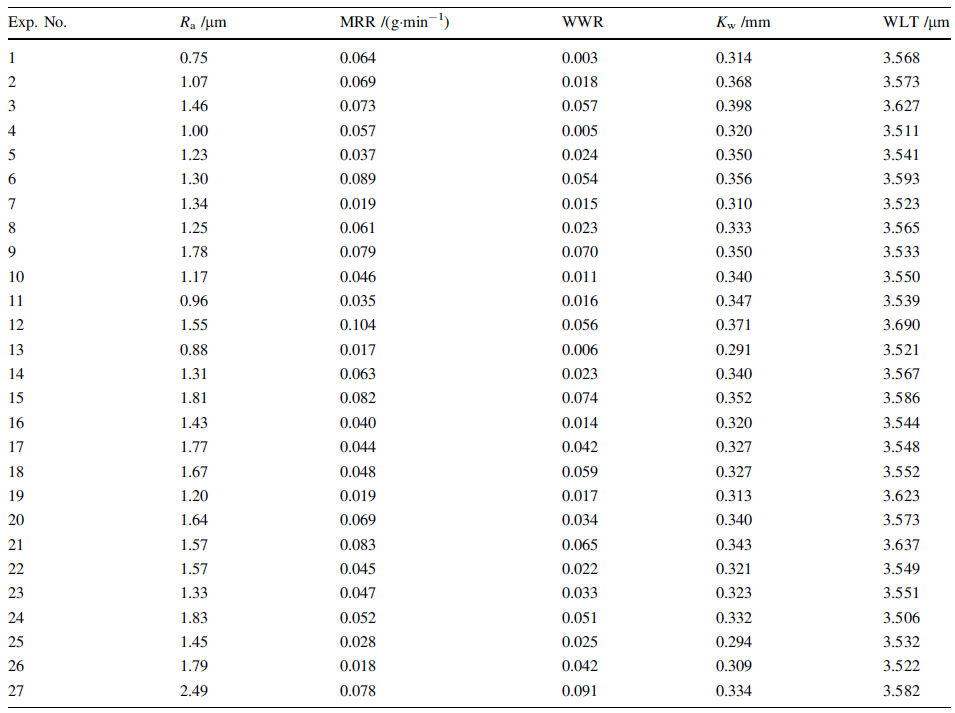
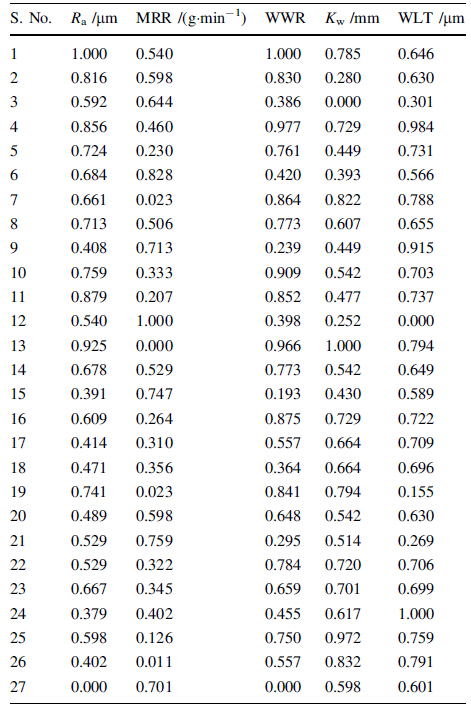
In the procedure of the proposed method, the experimen-tally measured data were normalized as the first step using Eqs. (2) and (3) to minimize the redundancy and the dependency between the responses. Typically, MRR is treated as a maximization response; Eq. (3) was used to normalize. While the rest of the responses, such as surface roughness, wire wear ratio, kerf and white layer thickness were considered to minimize, therefore Eq. (2) was used to normalize. The resulted normalized values are listed in Table 5. From Table 5, the larger values of the normalized results stand for better performance, and the maximum normalized results that are equal to 1 specify the best performance [24].
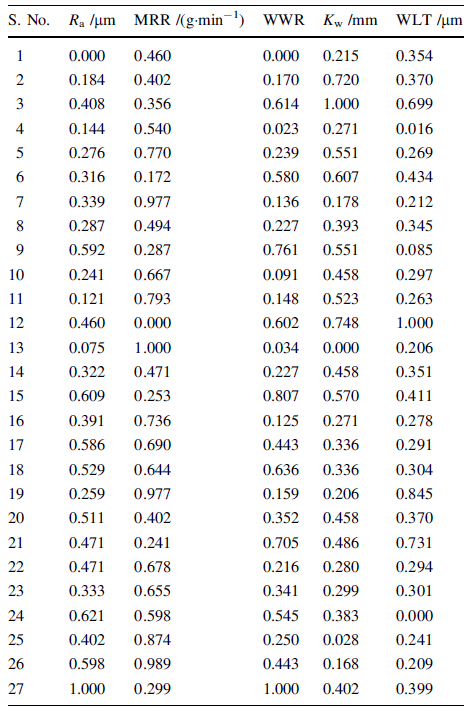
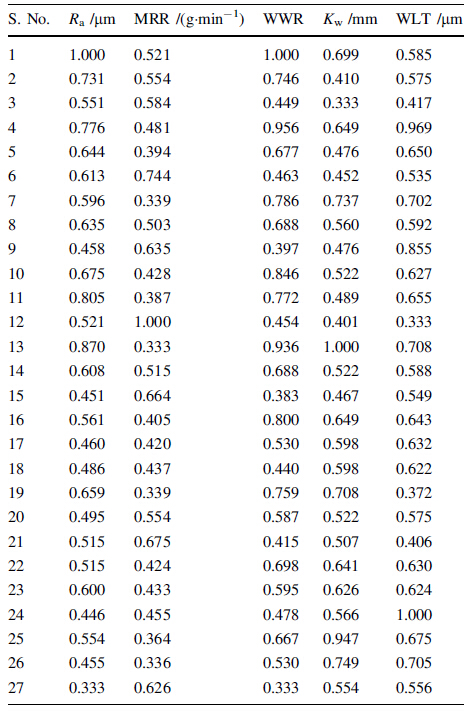
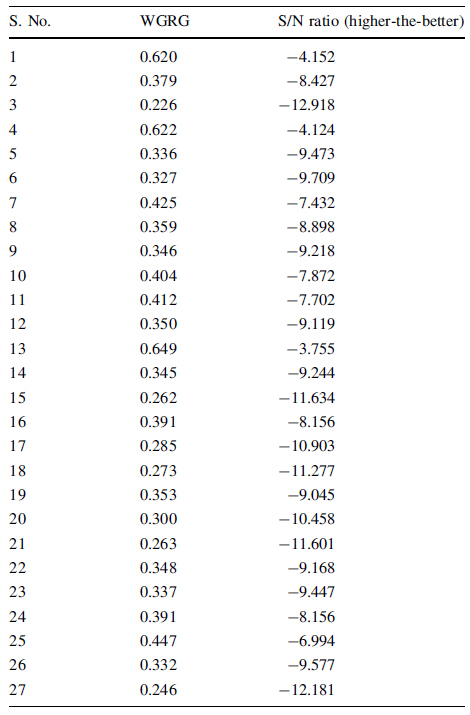
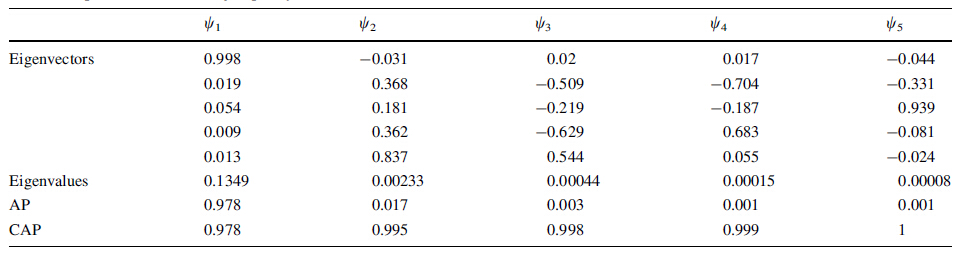
After normalization, the resulted normalized values were used to compute the grey relational coefficients for each response by using Eq. (5). Deviation sequence values in Eq. (5) were derived by substituting the nor-malized values in Eqs. (6) and (7). Table 6 presents the results of all deviation sequences (△0i) for i = 1-27, and Table 7 presents the obtained grey relational coefficient values from the deviation sequence. Consequently to reflect the relative importance of process responses objectively while calculating the grey relational grade, the method of PCA is specifically introduced to derive the appropriate weight of each response [40]. The eigen values and the corresponding eigenvectors and the variance contribution of the responses are presented in Table 8. The weighted grey relational grade (WGRG) was calculated and listed in Table 9. Hence the multi-response optimization problem is converted into a single objective optimization problem with the objective to maximize the WGRG. Subsequently, Taguchi’s robust higher-the-best SNR criterion is employed to optimize WGRG listed in Table 9. The S/N ratio plot for the WGRG is represented graphically in Fig. 2. With the help of Fig. 2, the set of optimal WEDM process vari-ables were determined. From Fig. 2, the predicted opti-mal levels of control variables refer to X1: -1, X2: 0, X3:-1, X4: 1, X5: -1.
|
|

|
| Fig. 2 S/N ratio plot of weighted grey relational grade |
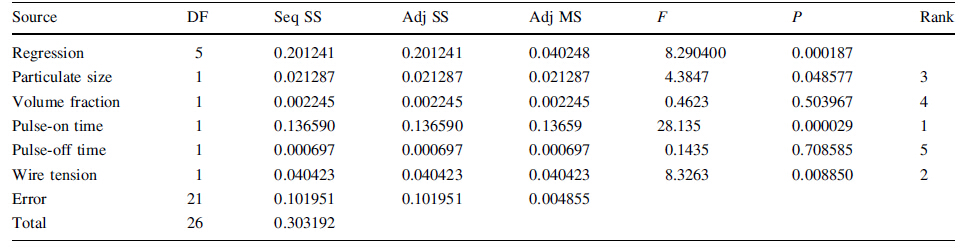
Analysis of variance test (ANOVA) was conducted for WGRG values to understand the significance of each individual process variable on the WGRG. Table 10 shows the output of ANOVA. It is observed from Table 10 that the p-value less than 0.05 indicate that the variable is considered to be statistically significant at 95% confidence level. It is also observed from Table 10 that pulse-on time, wire tension and particulate size are the most significant process parameters on the overall performance of the process. The individual percentage contribution of each variable in the performance of the process is presented in Fig. 3. It is clear from Fig. 3 that pulse-on time is the major influencing factor contributing 67.87% to the overall quality of the machine component followed by wire tension contributing 20.09%, particulate size contributing 10.58%, volume fraction contributing 1.12% and pulse-off time contributing 0.35%.

|
| Fig. 3 Percentage contribution of variables on WGRG |
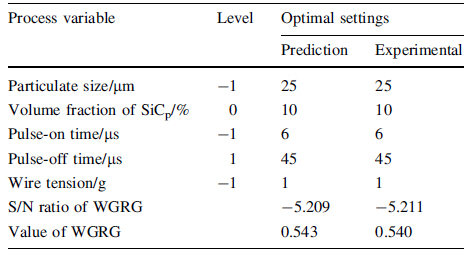
The derived set of optimal values for the process variables from the proposed approach is: 25 μm of particulate size, 10% volume of SiCp, 6 ls of pulse-on time, 45 ls of pulse-off time and 1 g of wire tension. Once the optimal level of the machining parameters was identified, the confirmation experiments were conducted to validate the derived optimal WEDM parameters to assess practical feasibility of the proposed novel methodology. The results of confirmation tests listed in Tables 11 and 12 show close correlation between the predicted and experimental values of the derived optimal control variables.

Figures 4, 5, 6 and 7 show the microscopic examina-tions of the machining responses of the obtained levels of variables.with little damage. Figure 5 exhibits the continuous kerf with little localized irregularities due to the unsterilized spark and irregularly dropped SiC particle around the cutting path. Figure 6 shows the white layer over the machined surface and Fig. 7 shows the wire surface after machining at the obtained optimal machining variables. These figures show that the best possible output responses are obtained through the proposed methodology. Hence, the feasible result of validation experiment highlighting the enrichment in quality characteristic at the optimal param-eter setting.

|
| Fig. 4 SEM micro-graph of the machined MMC surface at 25 μm of particulate size, 10% volume of SiCp, 6 ls of pulse-on time, 45 ls of pulse-off time and 1 g of wire tension |

|
| Fig. 5 Kerf of the machined MMC at 25 μm of particulate size, 10% volume of SiCp, 6 ls of pulse-on time, 45 ls of pulse-off time and 1 g of wire tension |

|
| Fig. 6 White layer thickness of the machined MMC at 25 μm of particulate size, 10% volume of SiCp, 6 ls of pulse-on time, 45 ls of pulse-off time and 1 g of wire tension |

|
| Fig. 7 SEM micro-graph of the wire used to machine the MMC at 25 μm of particulate size, 10% volume of SiCp, 6 ls of pulse-on time, 25 ls of pulse-off time and 1 g of wire tension |
In this article, a hybrid, integrated approach of PCA weighted GRA based TM has been proposed to optimize the multiple quality characteristics for machining Al7075/ SiCp MMCs in WEDM process. Five WEDM responses were considered to represent the process performance. To solve the problem of simultaneous optimization of five process responses, grey relational analysis was employed to transform into optimization of a single response prob-lem, the GRG. The concept of PCA was introduced to derive the appropriate weight of each response while cal-culating the GRG. WGRG was derived by accumulating the values of PCA weighted GRG values. Consequently the WGRG was optimized based on the Taguchi’s signal-to-noise, higher-the-better criterion.
The concluding remarks of this article can be summa-rized as follows:
(i) Derived values of optimal WEDM combinations from the proposed methodology are: 25 μm of particulate size, 10% volume of SiCp, 6 ls of pulse-on time, 45 ls of pulse-off time and 1 g of wire tension for overall quality of the process.
(ii) The resulted values of the process responses for optimum variables are Ra 0.75 lm, MRR 0.026 g.min-1, WRR 0.006, Kw 0.290 mm and WLT 3.468 μm.
(iii) The results of ANOVA reveal that particulate size, pulse-on time and wire tension has significant on the overall quality WGRG of the process. The percentage contribution of the process variables on the overall performance is observed as partic-ulate size: 10.58%, volume fraction of SiCp: 1.12%, pulse-on time: 67.87%, pulse-off time:0.35% and wire tension: 20.09%.
(iv) The experimental validation test is conducted and the results are found with good agreement based on the obtained process conditions.
(v) In the determined optimal process response, the analysis of SEM graphs of the machined MMCs and wire is also presented to present the practical possibility of the proposed approach and the derived optimal results. On the whole, the SEM examination results are also convincing the pre-dicted results from the proposed method.
Hence the proposed methodology will help in deriving the optimal process conditions to increase the quality and productivity of the wire electrical discharge machined components made of Al7075/SiCp MMCs. This study can also be effectively applied to optimize the problem of simultaneous optimization of multiple cor-related performance characteristics in other manufac-turing processes to promote manufacturing efficiency and to automate the machining process based on the chosen optimal values.
| 1. | Mali HS, Manna A(2012) Simulation of surface generated during abrasive flow finishing of Al/SiCp-MMC using neural networks. Int J Adv Manuf Technol, 61(9-12), 1263-1268 doi:10.1007/s00170-012-4091-6 |
| 2. | Senthilkumar C, Ganesan G, Karthikeyan R(2008) Study of electrochemical machining characteristics of Al/SiCp composites. Int J Adv Manuf Technol, 43(3-4), 256-263 |
| 3. | Hamatani G, Ramulu M(1990) Machinability of high temperature composites by abrasive waterjet. J Eng Mater Technol, 112(4), 381 doi:10.1115/1.2903346 |
| 4. | Grabowski A, Nowak M(2008) Laser beam interactions with metal matrix AlSi alloy/SiCp composites. J Achiev Mater Manuf Eng, 31(2), 233-240 |
| 5. | Prasad DVSSSV, Gopala Krishna A(2008) Empirical modeling and optimization of wire electrical discharge machining. Int J Adv Manuf Technol, 43(9-10), 914-925 |
| 6. | Mahapatra SS, Patnaik A(2006) Optimization of wire electrical discharge machining (WEDM) process parameters using Taguchi method. Int J Adv Manuf Technol, 34(9-10), 911-925 |
| 7. | Thella BR, Gopala KA(2013) Simultaneous optimization of multiple performance characteristics in WEDM for machining ZC63/SiCp MMC. Adv Manuf, 1(3), 265-275 doi:10.1007/s40436-013-0029-y |
| 8. | Yusup N, Zain AM, Hashim SZM(2012) Evolutionary techniques in optimizing machining parameters:review and recent applications (2007-2011). Expert Syst Appl, 39(10), 9909-9927 doi:10.1016/j.eswa.2012.02.109 |
| 9. | Rao TB, Krishna AG(2014) Selection of optimal process parameters in WEDM while machining Al7075/SiCp metal matrix composites. Int J Adv Manuf Technol, 73(1-4), 299-314 doi:10.1007/s00170-014-5780-0 |
| 10. | Ramakrishnan R, Karunamoorthy L(2008) Modeling and multiresponse optimization of Inconel, 2008, 718 on machining of CNC WEDM process. J Mater Process Technol, 207(1-3), 343-349 doi:10.1016/j.jmatprotec.2008.06.040 |
| 11. | Yuan J, Wang K, Yu T, et al(2008) Reliable multi-objective optimization of high-speed WEDM process based on Gaussian process regression. Int J Mach Tools Manuf, 48(1), 47-60 doi:10.1016/j.ijmachtools.2007.07.011 |
| 12. | Mandal D, Pal SK, Saha P(2007) Modeling of electrical discharge machining process using back propagation neural network and multi-objective optimization using non-dominating sorting genetic algorithm-Ⅱ. J Mater Process Technol, 186(1-3), 154-162 doi:10.1016/j.jmatprotec.2006.12.030 |
| 13. | Kuriakose S, Shunmugam MS(2005) Multi-objective optimization of wire-electro discharge machining process by non-dominated sorting genetic algorithm. J Mater Process Technol, 170(1-2), 133-141 doi:10.1016/j.jmatprotec.2005.04.105 |
| 14. | Scott D, Boyina S, Rajurkar KP(1991) Analysis and optimization of parameter combinations in wire electrical discharge machining. Int J Prod Res, 29(11), 2189-2207 doi:10.1080/00207549108948078 |
| 15. | Tarng YS, Juang SC, Chang CH(2002) The use of grey-based Taguchi methods to determine submerged arc welding process parameters in hardfacing. J Mater Process Technol, 128(1-3), 1-6 doi:10.1016/S0924-0136(01)01261-4 |
| 16. | Ramakrishnan R, Karunamoorthy L(2005) Multi response optimization of wire EDM operations using robust design of experiments. Int J Adv Manuf Technol, 29(1-2), 105-112 |
| 17. | Tosun N, Cogun C, Tosun G(2004) A study on kerf and material removal rate in wire electrical discharge machining based on Taguchi method. J Mater Process Technol, 152(3), 316-322 doi:10.1016/j.jmatprotec.2004.04.373 |
| 18. | Datta S, Nandi G, Bandyopadhyay A, et al(2009) Application of PCA-based hybrid Taguchi method for correlated multicriteria optimization of submerged arc weld:a case study. Int J Adv Manuf Technol, 45(3-4), 276-286 doi:10.1007/s00170-009-1976-0 |
| 19. | Pradhan MK(2013) Estimating the effect of process parameters on MRR, TWR and radial overcut of EDMed AISI D2 tool steel by RSM and GRA coupled with PCA. Int J Adv Manuf Technol, 68(1-4), 591-605 doi:10.1007/s00170-013-4780-9 |
| 20. | Chiang YM, Hsieh HH(2009) The use of the Taguchi method with grey relational analysis to optimize the thin-film sputtering process with multiple quality characteristic in color filter manufacturing. Comput Ind Eng, 56(2), 648-661 doi:10.1016/j.cie.2007.12.020 |
| 21. | Sibalija TV, Majstorovic VD(2010) An integrated approach to optimise parameter design of multi-response processes based on Taguchi method and artificial intelligence. J Intell Manuf, 23(5), 1511-1528 |
| 22. | Singh A, Datta S, Mahapatra SS, et al(2011) Optimization of bead geometry of submerged arc weld using fuzzy based desirability function approach. J Intell Manuf, 24(1), 35-44 |
| 23. | Shen DH, Du JC(2005) Application of gray relational analysis to evaluate HMA with reclaimed building materials. J Mater Civ Eng, 17(4), 400-406 doi:10.1061/(ASCE)0899-1561(2005)17:4(400) |
| 24. | Deng JL(1989) Introduction to grey system theory. J Grey Syst, 1(1), 1-24 |
| 25. | Singh PN, Raghukandan K, Pai BC(2004) Optimization by grey relational analysis of EDM parameters on machining Al-10%SiCP composites. J Mater Process Technol. J Mater Process Technol, 155-156, 1658-1661 doi:10.1016/j.jmatprotec.2004.04.322 |
| 26. | Huang MS, Li CJ, Yu JC, et al(2009) Robust parameter design of micro-injection molded gears using a LIGA-like fabricated mold insert. J Mater Process Technol, 209(15-16), 5690-5701 doi:10.1016/j.jmatprotec.2009.05.032 |
| 27. | Tosun N, Pihtili H(2009) Gray relational analysis of performance characteristics in MQL milling of 7075 Al alloy. Int J Adv Manuf Technol, 46(5-8), 509-515 |
| 28. | Pearson K (1901) On lines and planes of closest fit to systems of points in space. Philos Mag Ⅱ:559-572 |
| 29. | Hotelling H(1933) Analysis of a complex of statistical variables into principal components. J Educ Psychol, 24, 417-441 doi:10.1037/h0071325 |
| 30. | Ross PJ (1996) Taguchi techniques for quality engineering:loss function, orthogonal experiments, parameter and tolerance design. McGraw-Hill, New York |
| 31. | Tzeng CJ, Lin YH, Yang YK, et al(2009) Optimization of turning operations with multiple performance characteristics using the Taguchi method and Grey relational analysis. J Mater Process Technol, 209(6), 2753-2759 doi:10.1016/j.jmatprotec.2008.06.046 |
| 32. | Lu HS, Chang CK, Hwang NC, et al(2009) Grey relational analysis coupled with principal component analysis for optimization design of the cutting parameters in high-speed end milling. J Mater Process Technol, 209(8), 3808-3817 doi:10.1016/j.jmatprotec.2008.08.030 |
| 33. | Haq AN, Marimuthu P, Jeyapaul R(2007) Multi response optimization of machining parameters of drilling Al/SiC metal matrix composite using grey relational analysis in the Taguchi method. Int J Adv Manuf Technol, 37(3-4), 250-255 |
| 34. | Lin J, Lin C(2002) The use of the orthogonal array with grey relational analysis to optimize the electrical discharge machining process with multiple performance characteristics. Int J Mach Tools Manuf, 42(2), 237-244 doi:10.1016/S0890-6955(01)00107-9 |
| 35. | Meena VK, Azad MS(2012) Grey relational analysis of microEDM machining of Ti-6Al-4V alloy. Mater Manuf Processes, 27(9), 973-977 doi:10.1080/10426914.2011.610080 |
| 36. | Chiang KT, Chang FP(2006) Optimization of the WEDM process of particle-reinforced material with multiple performance characteristics using grey relational analysis. J Mater Process Technol, 180(1-3), 96-101 doi:10.1016/j.jmatprotec.2006.05.008 |
| 37. | Çaydaş U, Hasçalık A(2008) Use of the grey relational analysis to determine optimum laser cutting parameters with multi-performance characteristics. Opt Laser Technol, 40(7), 987-994 doi:10.1016/j.optlastec.2008.01.004 |
| 38. | Su CT, Tong LI(1997) Multi-response robust design by principal component analysis. Total Qual Manag, 8(6), 409-41639 doi:10.1080/0954412979415 |
| 39. | Palanikumar K, Karthikeyan R(2007) Optimal machining conditions for turning of particulate metal matrix composites using Taguchi and response surface methodlogies. Mach Sci Technol, 10, 417-433 |
| 40. | Fu T, Zhao J, Liu W(2012) Multi-objective optimization of cutting parameters in high-speed milling based on grey relational analysis coupled with principal component analysis. Front Mech Eng, 7(4), 445-452 doi:10.1007/s11465-012-0338-z |