 2020, Vol. 31
2020, Vol. 31 


b Department of Science and Technology, Shanghai Urban Construction Vocational College, Shanghai 201415, China;
c College of Chemistry and Chemical Engineering, Shanxi Datong University, Datong 037009, China
Metalworking fluids (MWFs), also called cutting fluids, are widely used in machinery and manufacturing industries for cooling, lubrication, surface cleaning, and rust prevention [1, 2]. During the metalworking process, the flowing MWFs take away a great deal of heat and form a lubricating film on the tool-work interface, thereby reducing the cutting forces, prolonging tool life, and improving the material performance such as surface integrity [3, 4]. Generally speaking, MWFs mainly include two types: water-based and oil-based [5]. Owing to the risks of fuming and ignition, toxicity generated from the oil mist, lack of oil resource and serious environmental issues, many oil-based MWFs have been replaced by the water-based MWFs [6]. Water-based MWFs are primarily composed of water with high conductivity coefficient and specific heat, thus providing remarkable cooling effects and less raw material costs [2]. According to the percentage of based oil, water-based MWFs also can be divided into semi-synthetic, synthetic and emulsified MWF [2, 7]. Semisynthetic MWFs, also named micro-emulsion cutting fluids, combine the advantages of both synthetic and emulsified MWFs. Many kinds of shortcomings, such as poor cleaning, low lubricity, easy corruption and surface corrosion, are supposedly avoided. Hence, the microemulsion cutting fluids have been considered as the most potential water-based MWFs that satisfy the multi-function development of modern machine manufacturing.
Microemulsion MWFs are primarily composed of water, based oil, and various functional additives [8]. Most of the additives are anionic surfactants (AS) or nonionic surfactants (NS). These surfactants used in MWFs each contribute to the total system and serve various functions, such as lubrication, emulsification, defoaming, corrosion inhibition, dispersing, and wetting [2, 9-12]. Many properties of the surfactants are mutually exclusive, so the effects of addition of them are determined to ensure the optimal properties. In microemulsion MWFs, emulsion stability is the most critical property that directly affects its practical application. Emulsifiers disperse oil into water and allow emulsions formation and stabilization when blended with water. Thus, the selection of an effective suitable is necessary for the design of MWF formulations.
To form a stable emulsion without soap or oil floating on the surface [5], the emulsifier system must follow the alkaline-acid and hydrophylic-ipophylic balances (HLB) [2, 13, 14]. Nevertheless, Zimmerman et al. [7] have studied the impact of HLB on the stability of MWF, and found that a single indicator of surfactant properties such as HLB is not predictive in the preparation of stable MWF formulations. Likewise, the chemical structure of surfactants, such as heads and tail groups, should be considered during the design of MWFs formulations.
According to previous investigations, neutral oils, paraffinic oils, naphthenic oils, and vegetable oils are the common base oil used in the MWFs [5, 15-17]. Thereinto vegetable oils are nonflammable, easily biodegradable, and environment friendly, but low oxidation and hydrolytic stabilities [18, 19]. They also provide a favorable environment for the propagation of micro-organisms, thus decreasing the cutting ability and odor generation of MWFs [20, 21]. Paraffinic oils offer better oxidative stability and less smoke, but they are harmful to the environment since their higher aromatic content and poor biodegradability [22]. Naphthenic oil is a mixture derived from natural mineral oil and mainly composed of various cycloparaffin. Compared with vegetable oils and paraffinic oils, naphthenic oils offer better cold performance, less aromatic content, and excellent biodegradabili-ty. Most additives are more soluble and compatible in naphthenic oils. Therefore, naphthenic oil is considered as one of the most cost-effective base oils and is widely used in the cutting fluid industry.
However, the domestic study of semi-synthetic MWFs mostly focused on the modification of base oil or single property, and the development of new additives, a paucity of technical data exists in other published reports that clarify the integral study of formula system, especially about the emulsion stability of microemulsion MWFs and the selection of surfactants compatibility well with base oil.
Herein, we described the emulsion stability of MWFs by the number of stable formulations. The effects of different kinds of single nonionic surfactants (NS) and its binary blends with anionic surfactants (AS) on the emulsion stability of naphthenic oil-based MWFs were investigated by using a formulation triangle method. Additionally, the effects of the ethylene oxide (EO) numbers and tail lengths of NS on the stable were also systematic discussed for the design of MWFs.
Four types of twelve NS are shown in Table S1 (Supporting information). Table S2 (Supporting information) presents the stability of formulations with single NS as the emulsifier in the naphthenic oil. All the NS single as an emulsifier could form homo-stable emulsions with naphthenic oil in high surfactant-to-oil ratios exceeding 1.25:1. The aromatic primary alcohol ethoxylate (APAE) of TX-5 and unsaturated fatty acid ester (UFAE) of SG-20 are far from satisfactory, only if the high surfactant-to-oil ratios up to 8:1 and 3.5:1 that can be obtain stable emulsions, respectively. However, high surfactant concentrations not only cause the raise of production costs and result in the difficulty in controlling foam, but also increase the difficulty of following waste treatment [23]. It is impractical for high surfactant-to-oil ratios to be used in practical application in industry. Hence, to improve the unsatisfied emulsifying effect of single surfactants, binary complex formula-tion of nonionic surfactants and anionic surfactants as the emulsifier were investigated and synergized to enhance their emulsifying ability and oil solubility [24].
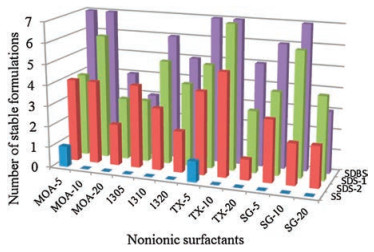
Different kinds of AS and NS were used to form the binary emulsifiers, and complexed with the naphthenic mineral oil at a certain proportion according to "ormulation triangle" in Fig. S1 (Supporting information). Fig. 1 shows the effect of binary complex surfactants as emulsifier on the stability and the number of stable formulations. The stability of emulsion varies in effectiveness depending on the kinds of co-surfactant used in MWF formulation. The complex effect of sodium dodecyl benzene sulfonate (SDBS) is the best, next sodium stearate (SS) comes last followed by sodium dodecyl sulfate (SDS-1) and sodium dodecyl sulfonate (SDS-2). Almost all the NS binary with SS cannot obtain a homogeneous and stable formulation, only MOA-5/SS or TX-5/SS complex produce just one stable formulation. The number of stable formulations of binary surfactant with SDS-1 is primarily in a range from 3 to 6, which is superior to that of binary surfactant with SDS-2 (primary range 2-3). The co-surfactant of SDBS binary complex with the nonionic surfactants exhibited the best synergistic effect, and the stable formulations numbers are ranged between 5 and 7.

|
Download:
|
| Fig. 1. Number of stable formulations of binary complex surfactants as emulsifier in MWF. | |
The results may be attributed to the different water solubility, and varying critical micelle concentration (CMC) of the co-surfactants of AS. On the one hand, SDS-1, SDBS and SDS-1 have better water soluble than SS. SDS-1 and SDBS are easily soluble in water, and have high emulsifiability, permeability, and dispersi-bility, thus exhibit better synergistic effects with the NS. SDS-2 is freely soluble in hot water and hot ethanol, producing a small amount of white powder at the bottom of vessel in MWF blending process. The white powder dissolves when heated and forms a transparent microemulsion system, but the system became turbid or formed a highly viscous gel after aged for 7 days. Whereas SS is poorly soluble in water, and just dissolve when heating and form a solid paste when cooling. On the other hand, the CMC of SDBS is the lowest (1.6 × 10-3 mol/L), next SDS-2 (9.6 × 10-3 mol/L) comes last followed by SDS-1 (8.6 × 10-3 mol/L) as the equal number of AS were added. Lower CMC increases the micelles number; thus, the oil droplets disperse easily and present better emulsifying effect. As microemulsion MWFs belong to water-based MWFs, the water solubility of the emulsifier is critical. Fig. 1 also shows that the lower the water solubility, the higher the CMC for co-surfactant, and the worse emulsifying effect will decrease the corresponding number of stable formulations.
Due to the special amphiphilic structure, the head and tail groups of NS significantly affect its surface activity, especially its solubility to the hydrophobic components. Various NS with different EO numbers paired with a AS (SDBS, SDS-1, and SDS-2) were selected to investigate the effects of head group size on the emulsion stability, and the results are shown in Fig. 2. The stable formulations are closely associated with the EO numbers in the NS. As the NS with EO numbers of 10 exhibits the best emulsifying effect and the greatest number of stable formulations, especially the NS of TX-10. Rather, too much or too little numbers of EO (5 or 20) in NS would not be effective. Numbers of stable formulations for NS with EO numbers of 5 are primarily in a range of 1-4, which fewer than that of NS with 20 of EO numbers (2-5).

|
Download:
|
| Fig. 2. Number of stable formulations of nonionic surfactants with various EO numbers combined with SDS-2, SDS-1, and SDBS as emulsifiers in MWF. | |
To explain these results, three NS (MOA-3, MOA-10, and MOA-20) were selected, the micelle droplet diameter, surfactant solubility, and oil solubility limit were determined (details see Supporting information). As it can be seen from Table 1, NS with low numbers of EO (MOA-5) have a smaller size of head group and form larger micelle aggregation numbers (1200) than MOA-10, which decrease the micelles number and the solubility limit for surfactants (6.1 × 10-4 mol) and base oils (3.5 × 10-4 mol), thereby making the oil-water interfacial tension more difficult to reduce and decreasing the stability of microemulsion system. By contrast, large EO numbers in NS (MOA-20) significant increase the sizes of head group and reduce the micelle aggregation number (20) compare to MOA-10, therefore, the solubilizing power of micelle and emulsifying and dispersing ability to oil droplets are reduced. For another, the increasing EO numbers enhance its hydrophilic force so that the surfactants solubility (0.096 mol) is markedly increased. Only high concentration of surfactants can bring back a stable microemulsion system under the circumstances. However, these results are consistent with those of conclusions in Fig. 2 and Table S2.
|
|
Table 1 Micelle droplet size and oil solubility limit of three LPAE surfactants with various EO numbers. |

{kind=link}
{kind=link}
As the EO numbers of NS achieve 10, the number of stable formulations is the maximum (Fig. 2). To determine the effect of tail length on the emulsifying properties and emulsion stability of MWFs, NS (EO = 10) with various tail lengths were combined with the three high water-soluble AS. As it can be seen from Fig. 3, no linear relationship exists between the number of stable formu-lations and the tail length of the nonionic surfactants. According to the number of stable formulations, APAE series (TX-10) exhibits the greatest emulsifying effect, followed by the LPAE (MOA-10) and UFAE (SG-10), and finally by the BPAE (1310) just obtain at most four stable formulations.

|
Download:
|
| Fig. 3. Number of stable formulations of nonionic surfactants (EO = 10) with various tail lengths combined with SDS-2, SDS-1, and SDBS as emulsifiers in MWF. | |
{kind=link}
The reason lies in the distinct differences in molecular structure of NS. APAE contains a benzene groups that similar to the cycloalkanes in the base oil (naphthenic oil). They have high similarity compatibility so that exhibit a better emulsifying effect and a greater number of stable formulations. For another, LPAE and UFAE are linear chains that can be easily adsorbed at the interface. Nevertheless, branch structure in BPAE increases the difficulty in forming a micelle due to the spatial effect, and reduces the emulsifying effect and their solubilizing power for base oil. This result is consistent with the previous reports [25]. It can display that the number of stable formulations depends on the degree of structural similarity between the tail of NS and emulsified oil (Fig. 3).
In summary, four types of NS (LPAE, BPAE, APAE and UFAE) single as an emulsifier in naphthenic mineral oil exhibits poor emulsifying effect, only if the high surfactant-to-oil ratios exceeding 1.25:1 that could form homo-stable emulsions. The emulsifying effects of binary complex surfactants of NS and AS are greater than that of single nonionic surfactant. The co-surfactant of SDBS binary complex with NS exhibited the best synergistic effect, and the stable formulations numbers are ranged between 5 and 7, next SS comes last followed by SDS-1 and SDS-2. Additionally, NS with different EO numbers and tail lengths present various emulsifying effects. No linear relationship exists between the number of stable formulations and the tail length of the nonionic surfactants, while NS (EO = 10) exhibits the best emulsifying effect and the greatest number of stable formulations, especially TX-10. As APAE series surfactants contains a benzene groups that similar to the cycloalkanes in the naphthenic oil. APAE has high similarity compatibility so that exhibit a better emulsifying effect and a greater number of stable formulations than that of LPAE, UFAE, and BPAE. Lastly, a naphthenic oil-based MWF formula with binary emulsifiers of APAE and SDBS were designed, and the cutting fluid properties were discussed and compared with current MWFs.
AcknowledgmentsThis work was supported from the Shanghai Association for Science and Technology Achievements Transformation Alliance Program (No. LM201851), the National Natural Science Founda-tion of China (Nos. 21878188, 21606151 and 21707092), Shanghai Excellent Technology Leaders Program (No. 17XD1424900), "Chenguang Program" from Shanghai Education Development Foundation and Shanghai Municipal Education Commission (No. 18CGB12).
Appendix A. Supplementary dataSupplementary material related to this article can be found, in the online version, at doi:https://doi.org/10.1016/j.cclet.2019.06.031.
| [1] |
C. Cheng, D. Phipps, R.M. Alkhaddar, Water Environ. J. 20 (2006) 227-232. DOI:10.1111/j.1747-6593.2005.00010.x |
| [2] |
J.P. Byers, Metalworking Fluids, CRC Press, Boca Raton, Florida, 2017.
|
| [3] |
J.M. Benito, G. Ríos, E. Ortea, et al., Desalination 147 (2002) 5-10. DOI:10.1016/S0011-9164(02)00563-5 |
| [4] |
H.M. Mobarak, E.N. Mohamad, H.H. Masjuki, et al., Renew. Sustain. Energy Rev. 33 (2014) 34-43. DOI:10.1016/j.rser.2014.01.062 |
| [5] |
H.S. Abdalla, W. Baines, G. McIntyre, et al., Int. J. Adv. Manuf. Technol. 34 (2007) 21-33. DOI:10.1007/s00170-006-0585-4 |
| [6] |
S. Ma, K. Kim, J. Huh, S. Lee, Y. Hong, Sep. Purif. Technol. 199 (2018) 289-297. DOI:10.1016/j.seppur.2018.02.005 |
| [7] |
J.B. Zimmerman, A.F. Clarens, K.F. Hayes, et al., Environ. Sci. Technol. 37 (2003) 5278-5288. DOI:10.1021/es034437t |
| [8] |
E. Brinksmeier, D. Meyer, A.G. Huesmann-Cordes, et al., CIRP Ann. Manuf. Technol. 64 (2015) 605-628. DOI:10.1016/j.cirp.2015.05.003 |
| [9] |
A.G. Naumov, V.N. Latyshev, V.S. Radnyuk, et al., J. Frict. Wear 36 (2015) 184-188. DOI:10.3103/S1068366615020129 |
| [10] |
Y.M. Shashidhara, S.R. Jayaram, Tribol. Int. 43 (2010) 1073-1081. DOI:10.1016/j.triboint.2009.12.065 |
| [11] |
R. Padmini, P.V. Krishna, G.K.M. Rao, Tribol. Int. 94 (2016) 490-501. DOI:10.1016/j.triboint.2015.10.006 |
| [12] |
R. Katna, K. Singh, N. Agrawal, et al., Mater. Manuf. Process. 32 (2017) 1522-1527. DOI:10.1080/10426914.2017.1328119 |
| [13] |
M. Nejadmansouri, S.M.H. Hosseini, M. Niakosari, et al., Colloids Surf. A: Physicochem. Eng. Asp. 506 (2016) 821-832. DOI:10.1016/j.colsurfa.2016.07.075 |
| [14] |
N. Canter, Tribol. Lubrication Technol. 61 (2005) 10. |
| [15] |
S.A. Lawal, I.A. Choudhury, Y. Nukman, Int. J. Mach. Tools Manuf. 52 (2012) 1-12. DOI:10.1016/j.ijmachtools.2011.09.003 |
| [16] |
H. Cohen, E.M. White, J. Occup. Environ. Hyg. 3 (2016) 501-507. |
| [17] |
A.F. Clarens, J.B. Zimmerman, G.A. Keoleian, et al., Environ. Sci. Technol. 42 (2008) 8534-8540. DOI:10.1021/es800791z |
| [18] |
J. Sharma, B.S. Sidhu, J. Clean. Prod. 66 (2014) 619-623. DOI:10.1016/j.jclepro.2013.11.042 |
| [19] |
B.J. Bremmer, L. Plonsker, Bio-Based Lubricants: A Market Opportunity Study Update, Omni-Tech International Ltd. (2008). |
| [20] |
P. Bhowmik, U. Kumar, G. Arora, et al., J. Mater. Sci. Mech. Eng. 2 (2015) 1-5. |
| [21] |
S.A. Lawal, I.A. Choudhury, Y. Nukman, Int. J. Mach. Tools Manuf. 52 (2012) 1-12. DOI:10.1016/j.ijmachtools.2011.09.003 |
| [22] |
Y. Wang, C. Li, Y. Zhang, et al., J. Clean. Prod. 127 (2016) 487-499. DOI:10.1016/j.jclepro.2016.03.121 |
| [23] |
J.M. Benito, A. Cambiella, A. Lobo, et al., Clean Technol. Environ. 12 (2010) 31-41. DOI:10.1007/s10098-009-0219-2 |
| [24] |
T.C.G. Kibbey, K.F. Hayes, J. Colloid Interface Sci. 197 (1998) 210-220. DOI:10.1006/jcis.1997.5257 |
| [25] |
J. Weiss, J.N. Coupland, D. Brathwaite, et al., Colloids Surf. A: Physicochem. Eng. Asp. 121 (1997) 53-60. DOI:10.1016/S0927-7757(96)03742-9 |