 2019, Vol. 30
2019, Vol. 30 


b State Key Laboratory of Molecular Engineering of Polymers, and Department of Macromolecular Science, Fudan University, Shanghai 200433, China;
c Dow Chemical China Holding Company, Shanghai 201203, China;
d Dow Chemical Company, Lake Jackson 77566, United States
Acids have been widely used in the catalytic production of a variety of renewable fuels (e.g., biodiesels) and key platform compounds (e.g., 5-hydroxymethylfurfural) [1]. Particularly, solid acid catalysis exhibits many advantages, such as less corrosiveness, and less waste acid pollution. However, traditional separation technologies (such as centrifugation, filtration) have proven difficult to achieve rapid separation and recovery of nanoscale solid acid catalysts. Moreover, the existing solid acid catalysts (such as molecular sieves, ion exchange resins, silica-based solid acids, carbon-based solid acids) have tedious preparation procedures, high cost, low activity and poor stability [2-6]. Therefore, there is still an interest in developing a solid acid catalyst with high activity, high stability, and easy separation and recovery.
Magnetic solid acid catalysts not only have the potential to maintain their catalytic activity after many recycles but also via magnetic separation, can reduce manufacturing costs, by simplifying the post-treatment process of the catalytic reaction. If successful magnetic solid acid catalysts can provide improved catalytic efficiency and product purity [7-9]. However, uncoated magnetic particles are unstable, easily oxidized, aggregated and corroded by acid. In recent years, researchers have coated magnetic particles with silicon-based or carbon-based solid acids to achieve the dual role of acid catalysis and magnetic separation [10-12]. However, the coating process for silicon-based or carbon-based magnetic solid acids is tedious and costly; moreover, the hydrothermal stability and alkali resistance of silica is poor, and the acid density of carbon-based solid acids is low. The above defects can be overcome by the strategy of encapsulating magnetic clusters with a sulfonic acid-functionalized cross-linked polymer shell [13-15]. For example, magnetic nanoparticles were modified firstly with 16-heptadecenoic acid, then encapsulated into crosslinked polymer spheres followed by sulfation with oleum [14]. In the case of Fe3O4@DVB-2-H (2% DVB with respect to the total amount of monomers), a loss of the magnetic properties was observed during repeated catalytic runs.
In this work, polymer-coated magnetic composite particle solid acid was prepared under controlled conditions (Fig. S1 in Supporting information). First, Fe3O4 magnetic clusters were prepared by a solvothermal method, and modified with 3- methacryloxypropyltrimethoxy-silane (MPS) to prepare Fe3O4/ MPS [16]. Then, a cross-linked polystyrene (PS) shell was coated onto the surface of the magnetic nucleus by reflux-precipitation polymerization (RPP) [17-20]. The obtained magnetic composite particles (MPM-x, x = 1~6) were separated by a magnet and washed alternately with toluene and ethanol several times. The thickness and crosslinking degree of the PS shell can be precisely tailored by adjusting the contents of styrene (St), divinylbenzene (DVB), azodiisobutyronitrile (AIBN) and acetonitrile (ACN) (Table S1 in Supporting information). Subsequently, the obtained magnetic composite particles were sulfonated with chlorosulfonic acid according to a reported procedure [21]. Six solid acids based on PS-coated magnetic composite particle were prepared and designated as MPM-xS (x = 1~6).
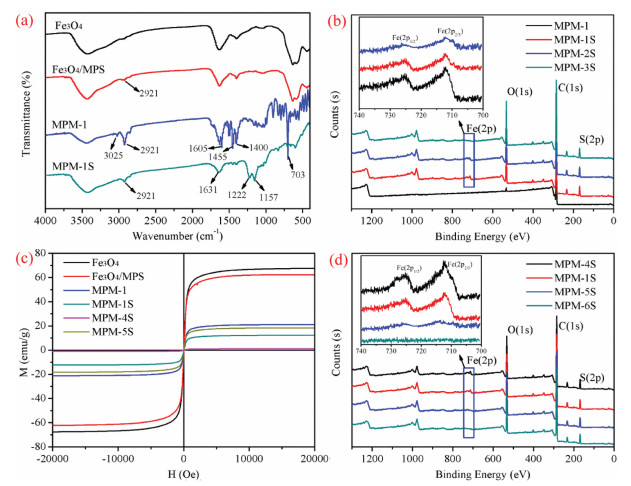
The catalysts were analyzed by FT-IR and XPS spectra Figs (Fig. 1a and b). Compared to uncoated Fe3O4 clusters, Fe3O4/MPS showed a stronger stretching vibration of C-H (2921 cm-1) associated with MPS functional groups. After the PS shell coating, the characteristic peaks of C-H (3025 cm-1 and 2921 cm-1) and phenyl (1605 cm-1, 1455 cm-1, 1400 cm-1 and 703 cm-1) can be observed for MPM-1. After sulfonation, the benzene skeleton vibration peak at 1631 cm-1 increased and broadened, and the S-O asymmetrical stretching vibration peak of the sulfonic group appeared at 1222 cm-1 and 1157 cm-1 [22]. Compared with MPM-1, MPM-1S exhibited the characteristic peaks of S 2p and O 1 s located at 169 eV and 535 eV, respectively. These results indicate that the magnetic composite particle solid acids were prepared successfully.

|
Download:
|
| Fig. 1. (a) FT-IR, (b, d) XPS spectra and (c) magnetization curves of the magnetic composite particles. | |
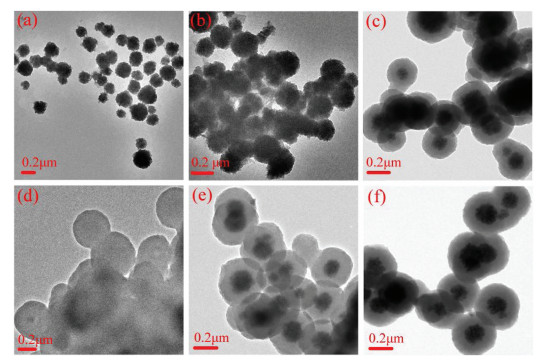
The morphology and magnetic properties of the magnetic composite particles were characterized by transmission electron microscopy (Fig. 2) and magnetization curve (Fig. 1c), respectively. After surface modification, the magnetic cluster retained a spherical structure, but its particle size increased from 192 nm to 226 nm, and the saturation magnetization value (Ms) decreased from 68 emu/g to 62 emu/g. When cross-linked PS shell was coated on the surface of Fe3O4/MPS, magnetic composite particles with a core-shell structure were obtained. The thickness of the shell was about 90 nm, and the particle size and morphology of the magnetic core did not change significantly. However, Ms of MPM-1 was reduced to 21 emu/g. As shown in Table S1, the particle size (d) and the zeta potential (ζ) of the magnetic composite particles did not change much with the increase of cross-linked monomer ratio (MPM-1~MPM-3), but the specific surface area (SABET) and pore volume (V) showed an slight increase. With the increase of total monomer content (MPM-4~MPM-6), d increased and ζ changed slightly, but SABET and V decreased obviously. After sulfonation, the magnetic core of MPM-4S (monomers/magnetic core = 7.5) was almost completely destroyed, and the Ms was reduced to 0. Meanwhile, the magnetic nuclei of MPM-1S (monomers/magnetic core = 15) were etched partly, but basically kept the original appearance, and Ms decreased to 12 emu/g. However, Ms of MPM-5S (monomers/magnetic core = 22.5) remained as high as 18 emu/g. After sulfonation, the specific surface area and pore volume of the magnetic composite particles hardly changed (Table 1), and the N2 adsorption-desorption curve and pore size distribution curve also did not show a significant change, as shown in Fig. S2 (Supporting information).

|
Download:
|
| Fig. 2. TEM images of (a) Fe3O4, (b) Fe3O4/MPS, (c) MPM-1, (d) MPM-4S, (e) MPM-1S, (f) MPM-5S. | |
|
|
Table 1 Structural parameters of the magnetic composite particle solid acids. |

{kind=link}
{kind=link}
The effect of thickness and crosslinking-degree of the PS shell on sulfonation were also studied by XPS spectra (Figs. 1b and d). When the total amount of monomers is less than 22.5 times that of the magnetic nucleus (MPM-1S~MPM-4S), the characteristic peaks of oxidation state of Fe 2p3/2 and Fe 2p1/2 were displayed at 714 eV and 727 eV. However, the characteristic peaks of iron in MPM-5S and MPM-6S almost disappeared. The results indicated that high contents of monomers leads to a thick cross-linked PS shell. As a result, the acid etching of magnetic nuclei in the sulfonation process was weakened or even avoided. When the total amount of monomers is constant, the characteristic peaks of iron gradually weaken with an increase in DVB ratio. The result indicated that high crosslinking-degree of the PS shell can inhibit the magnetic nuclei from being etched during sulfonation.
Meanwhile, a high crosslinking degree also limits the movement of molecular chains of the shell, thus reducing the sulfonation degree (DS) and acid density ([H+]) [21] (Table 1). With an increase of monomer content, the thickness of the shell increased, and DS and [H+] increased initially and then decreased. This is because the shell is too thin, and chlorosulfonic acid can easily easy to etch magnetic nuclei, but cannot effectively sulfonate the phenyl moiety. When the shell is too thick, SABET is decreased, the sulfonation cannot be fully carried out, and [H+] decreased. Thus, when the total amount of monomers is 22.5 times that of magnetic nucleus and the molar ratio of DVB to St is 1, Ms and [H+] of MPM-5S were higher, which is favorable for acid catalysis.
The thermogravimetric analysis (TGA) curves of the magnetic composite particles are shown in Fig. S3 (Supporting information). After surface modification, the thermal stability of Fe3O4/MPS decreased slightly, and the decomposition of organics on the surface began at 210 ℃. After coating cross-linked PS shell, a 5% weight loss for MPM-5 did not occur until the temperature increased to 340 ℃. After sulfonation, three weight loss transitions were observed for MPM-5S. The initial weight loss around 120 ℃ was probably due to the removal of surface hydroxyl groups and/or adsorbed water. The second weight loss between 210 ℃ and 400 ℃ could be mainly attributed to the evaporation and subsequent decomposition of sulfonic groups [18]. The weight loss after 400 ℃ was mainly due to the depolymerization of polystyrene chains. The residual of MPM-5S at 700 ℃ was as high as 37%, mainly carbon black and ferric oxide. The results further proved the structure of the magnetic composite particles, and also indicated that they had excellent thermal stability.
The catalytic activity of magnetic composite particle solid acid MPM-5S was first evaluated for the esterification of oleic acid with methanol for the preparation of biodiesel. For comparison purposes, the reaction was carried out over three different acid catalysts, including MPM-5S, concentrated H2SO4 and Amberlyst- 15. In a typical trial, 10 g (0.03 mol) of oleic acid, 11.34 g (0.35 mol) of methanol and a certain amount of acid catalyst were mixed in a 100 mL three-neck, round-bottom flask and heated to 80 ℃ under stirring (350 r/min). To monitor the extent of the reaction, about 1 mL aliquots of the reaction solution were taken at regular time intervals and titrated with standard KOH solution. The conversion of oleic acid (C) was calculated according to the following formula [23].

|
where AV0 is the initial acid value of the reaction solution, AVx is the acid value of the reaction solution after a certain time.
The catalytic results are demonstrated in Fig. 3. The catalytic activity of concentrated H2SO4 for the esterification was the highest, and the conversion of oleic acid reached 93% after 4 h. However, as a homogeneous catalyst, concentrated H2SO4 has many problems, such as difficult separation and recovery, strong corrosiveness, tedious post-treatment and more waste liquor, which seriously restricts its application in biodiesel production [2, 4]. The equilibrium of the esterification was achieved using MPM-5S as catalyst after 6 h, and the conversion of oleic acid reached 91%. However, esterification over the acid ion exchange resin (Amberlyst-15) had not reached equilibrium after 8 hours, and the conversion was only 37%. It can be seen that the catalytic activity of the magnetic composite particle solid acid is close to that of the homogeneous catalyst H2SO4. MPM-5S has much higher catalytic activity than the heterogeneous catalyst Amberlyst-15, and even can be comparable to that of other magnetic solid acids [15, 24].

|
Download:
|
| Fig. 3. Conversion vs. time curves of esterification reaction catalyzed by different acids. Insert of the graph illustrates the conversion of esterification reaction catalyzed by MPM-5S for three cycles. Temperature: 80 ℃; oleic acid: 10 g; methanol: 11.34 g; H2SO4: 0.04 g; the acid amount of other acid catalysts is comparable to that of H2SO4. | |
{kind=link}
The recyclability of the magnetic composite particle solid acid MPM-5S was also investigated. The solid acid catalyst was easily recovered by separation with an external magnet, and was subsequently recycled under the same reaction conditions. After three cycles, the structural and performance parameters of MPM-5SR are shown in Table S2 (Supporting information). The particle size (d) increased slightly, while the specific surface area (SABET), pore volume (V), zeta potential (ζ), sulfonation degree (DS) and acid density ([H+]) decreased slightly. Because a small amount of methyl oleate is adsorbed in the pores or on the surface of the particles, a small number of pores are blocked leading to a decrease in the specific surface area and pore volume. A few sulfonic groups on the surface of the particles may also be shielded, resulting in a slight decrease in DS and [H+]. Presumably, the slight decrease in SABET and [H+] also leads to a slight decrease in catalytic activity. Nevertheless, after three cycles of magnetic separation and recovery, the conversion of oleic acid catalyzed by the magnetic composite particles catalyst MPM-5S can still reach 86%, and the catalytic activity can maintain more than 95% of its initial activity. The magnetization curves (Fig. S4 in Supporting information) and the saturation magnetization value of the catalyst after three catalysis cycles showed little change, indicating the catalyst still had good magnetic separation performance after 3 runs. TGA curves show that the thermal stability of the MPM-5SR catalyst after 3 runs decreased slightly, and a small amount of organic molecules was lost between 100 ℃ and 200 ℃ (Fig. S5 in Supporting information).
The catalytic performance of the magnetic composite particle solid acid catalyst MPM-5S and other known catalysts for the dehydration of fructose was also evaluated [25]. As illustrated in Fig. S6 (Supporting information), MPM-5S showed the same high catalytic activity as concentrated H2SO4. Particularly, MPM-5S gave a 5-hydroxymethylfurfural (HMF) yield of 89.3%, which is higher than that of concentrated H2SO4 and Amberslyst-15. The reaction conditions for the dehydration of fructose catalyzed by the magnetic composite particles solid acid could be further optimized.
In summary, we have developed a highly stable and active solid acid catalyst based on PS-coated magnetic composite particle. The solid acid feature a core-shell structure with saturation magnetization value of 18 emu/g, specific surface area of 243 m2/g and acid density of 2.113 mmol/g through regulating the total amount of monomers and the proportion of crosslinking monomer. Notably, the as-made solid acid exhibit excellent catalytic performance for biodiesel preparation and biomass transformation.
AcknowledgmentsThis work was financially supported by the National Natural Science Foundation of China (No. 21802039), Hunan Provincial Natural Science Foundation of China (No. 2019JJ40061), Scientific Research Fund of Hunan Provincial Education Department (No. 18A422), the National College Students' Innovation and Entrepreneurship Training Program Project, Hunan Province College Students' Research Learning and Innovative Experiment Project and the Acteristic Application Discipline of Material Science Engineering in Hunan Province (Hunan Provincial Education Department Notice (No. [2018]469)). We gratefully acknowledge funding from Dow through the University Partnership Initiative.
Appendix A. Supplementary dataSupplementary material related to this article can be found, in the online version, at doi:https://doi.org/10.1016/j.cclet.2019.05.034.
| [1] |
Liu W.J., Tian K., Jiang H., et al, Sci. Rep. 3 (2013) 2419.
|
| [2] |
F.J. Liu, K. Huang, A.M. Zheng, et al., ACS Catal. 8 (2018) 372-391. DOI:10.1021/acscatal.7b03369 |
| [3] |
P. Gupta, S. Paul, Cataly. Today 236 (2014) 153-170. DOI:10.1016/j.cattod.2014.04.010 |
| [4] |
A.F. Lee, J.A. Bennett, J.C. Manayil, et al., Chem. Soc. Rev. 43 (2014) 7887-7916. DOI:10.1039/C4CS00189C |
| [5] |
S. De, S. Dutta, B. Saha, Catal. Sci. Technol. 6 (2016) 7364-7385. DOI:10.1039/C6CY01370H |
| [6] |
Y.F. Lian, L.L. Yan, Y. Wang, et al., Acta Chim. Sin. 72 (2014) 502. DOI:10.6023/A14010067 |
| [7] |
M.S. Tiwari, A.B. Gawade, G.D. Yadav, Green Chem. 19 (2017) 963-976. DOI:10.1039/C6GC02466A |
| [8] |
S. Shylesh, V. Schnemann, W.R. Thiel, Angew. Chem. Int. Ed. 49 (2010) 3428-3459. DOI:10.1002/anie.200905684 |
| [9] |
L.M. Rossi, N.J.S. Costa, F.P. Silva, et al., Green Chem. 16 (2014) 2906-2933. DOI:10.1039/c4gc00164h |
| [10] |
H.W. Wang, J. Covarrubias, H. Prock, et al., J. Phys. Chem. C 119 (2015) 26020-26028. DOI:10.1021/acs.jpcc.5b08743 |
| [11] |
F.K. Esfahani, D. Zareyee, R. Yousefi, ChemCatChem 6 (2014) 3333-3337. DOI:10.1002/cctc.201402547 |
| [12] |
X.Z. Liang, Chem. Eng. J. 264 (2015) 251-257. DOI:10.1016/j.cej.2014.11.105 |
| [13] |
M. Feyen, C. Weidenthaler, F. Schüth, et al., J. Am. Chem. Soc. 132 (2010) 6791-6799. DOI:10.1021/ja101270r |
| [14] |
M. Feyen, C. Weidenthaler, Schüth, et al., Chem. Mater. 22 (2010) 2955-2961. DOI:10.1021/cm100277k |
| [15] |
Zillillah, G.W. Tan, Z. Li, Green Chem. 14 (2012) 3077-3086. DOI:10.1039/c2gc35779h |
| [16] |
Y.T. Zhang, Y.K. Yang, W.F. Ma, et al., ACS Appl. Mater. Interfaces 5 (2013) 2626-2633. DOI:10.1021/am4006786 |
| [17] |
S. Jin, Y. Pan, C.C. Wang, Acta Chim. Sin. 71 (2013) 1500-1504. DOI:10.6023/A13070776 |
| [18] |
M.L. Fan, F. Wang, C.C. Wang, Macromol. Biosci. 18 (2018) 1800077. DOI:10.1002/mabi.201800077 |
| [19] |
Y.J. Li, J.X. Wan, Z.H. Zhang, et al., ACS Appl. Mater. Interfaces 9 (2017) 35604-35612. DOI:10.1021/acsami.7b11392 |
| [20] |
H.Q. Wu, H.J. Jin, C. Wang, et al., ACS Appl. Mater. Interfaces 9 (2017) 9426-9436. DOI:10.1021/acsami.6b16844 |
| [21] |
J.X. Luo, W.H. Yan, Q. Ma, et al., Acta Chim. Sinica 77 (2019) 54-59. DOI:10.6023/A18080335 |
| [22] |
R. Zhou, R.Q. Wei, X.N. Liu, et al., Chem. Ind. Eng. 61 (2010) 1047-1051. |
| [23] |
H. Ma, J.B. Li, W.W. Liu, et al., J. Agric. Food Chem. 62 (2014) 5345-5353. DOI:10.1021/jf500490m |
| [24] |
Zillillah, T.A. Ngu, Z. Li, Green Chem. 16 (2014) 1202-1210. DOI:10.1039/c3gc41379a |
| [25] |
Z. Huang, Y.J. Pan, Y.M. Chao, et al., RSC Adv. 4 (2014) 13434-13437. DOI:10.1039/c4ra00534a |