 2018, Vol. 29
2018, Vol. 29 



b University of the Chinese Academy of Sciences, Beijing 100049, China
Inkjet printing technology has become a high efficient manufacturing method from traditional printing documents and images. It shows vast potential in organic light-emitting display (OLED) [1-7], thin-film transistor [8, 9], solar cell [10], metal nanowire [11] and other modern industrial applications because of its advantages, high-efficiency, material saving, flexible process and so on. Inkjet printing technology can deposit picoliter volumes of fluid for various materials on an arbitrary substrate in a noncontacting digital printing way. Although continuous ink-jetting (CIJ) and drop-on-demand (DOD) ink-jetting method were used in previous studies to generate ink droplets, DOD ink-jetting exhibit better advantages because of its precision, the conservation of ink and eliminating unnecessary wastage of potentially expensive fluids [12, 13].
When printing Newtonian fluid, the addition of a small amount of polymer can significantly affect the breakup of filaments generated and change droplet formation characteristics [14]. Unlike Newtonian inks, at high shearing rate (< 10-5 s-1) the polymer's viscosity changes with the shearing rate variation and its viscoelasticity effect is obvious. The droplet behavior of polymer inks cannot be predicted using the operation windows for Newtonian fluids [15]. Moreover, the polymer chain can be fully stretched from a coil state by a strong hydrodynamic drag function, which impacts the filament breakup seriously [16]. The current studies the effects of polymers' viscoelasticity and molecular chains behavior on the filament formation are unclear and urgently expected [17]. The impact of stretching of polymer molecular chain on the inks' printability from a coil to a stretching state is the focus of present researches [14, 16, 18]. Understanding it absolutely will offer significant guidance on polymer material synthesis and efficient ink design for DOD inkjet printing.
What counts is that functional polymeric inks are often used for researches and industrial applications rather than Newtonian inks and to predict their behaviors is of great importance. This review focuses on the polymeric inks and provides masses of knowledge based on the relevant scientific articles. This review summarize the mechanisms of drop formation in ink jet printing, ink fluid rheology properties and polymer ink, including the influence of structure, molecular weight, concentration and solvent on the fluid.
2. Ink droplet formationIn DOD inkjet printing, the nozzle shape and temperature are important factors. The nozzle shape dramatically influences the droplet formation, including the droplet size and printing frequency. The generated droplet is typically comparable with the nozzle size. Smaller nozzle produce smaller droplet and smaller nozzle size increase the surface tension and viscosity force. It needs to provide higher magnitude and longer pulse pressure to force the droplet out of the nozzle, which will decrease the printing frequency. Optimizing the nozzle design is significant to increase the resolution of the inkjet printing head. The nozzle temperature influence the inks' surface tension and viscosityand then influence the droplet forming process.
Fig. 1 illustrates the procedure of DOD inkjet printing and visual instruments for jetting process. In the piezoelectric DOD printing, an electric voltage signal is applied to the piezoelectric transducer to trigger the ejection [13]. The waveform, driving voltage and pulse interval of the electric voltage signal can be regulated to achieve various drop liquid ejection manners as shown in Fig. 1. The visual observation of drop falling behavior can be acquired from a CCD camera.

|
Download:
|
| Fig. 1. Procedure of DOD inkjet printing and visual instruments for jetting and drop falling. | |
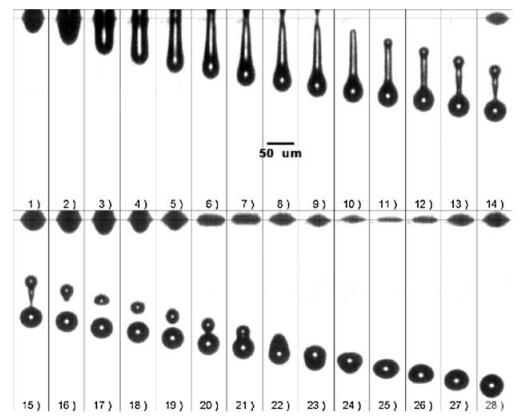
DOD ink-jetting consists of series of physical operations, ink droplet formation, deposition and interaction of droplet on a certain substrate, and drying or other solidification mechanisms to form a solid film [20]. Hongming Dong and Wallace W. Carr described a representative drop formation process in their work [19]. Firstly when the piezo-electric actuation deforms, the ink in the nozzle is extruded and pushed out from the nozzle orifice. The liquid flow rate decreases a short time later and the velocity difference between the drop head and tail extends the liquid column. The extension rate decreases as new surface is created with a corresponding increase in the surface energy. Then the tail breaks up from the nozzle exit, producing a free liquid thread with a bulbous head as shown in Fig. 2. Recoil occurs with two ends behave differently and asymmetrically become of the surface contracting. A second break-up occurs between the liquid thread and the head with the shrinkage of the liquid thread. As last, while trailing droplet velocity is greater than the main droplet, the two droplets recombination to form a large droplet. Finally, a single droplet in an equilibrium state is formed after oscillation. Apart from the experimental methods, computer simulation and modeling analysis has become a complement way on the research of ink jetting process. Researchers devoted to the simulation of axisymmetric formation of Newtonian liquid drops from a vertical capillary into air using one-dimensional (1D) [21-23] or twodimensional (2D) models [24] on the base of Navier-Stokes equation at early times. Basaran et al. [25, 26] compared the 1D and 2D analyses and found that the flow rate Q, Weber number We and Ohnesorge number Oh are dominate in DOD droplet formation dynamics. The 1D model have definite advantages over the 2D model in terms of both programming effort and computational time, the accuracy of the 1D model deteriorates when either the viscous force or the inertial force far outweighs the capillary force.

|
Download:
|
| Fig. 2. Series of images of DOD drop formation adapted from Hongming Dong and Wallace W. Carr [19] for GW (glycerin and water, 48/52 wt%). The inter-frame time between contiguous images is 3 μs. Reprinted with permission [19]. Copyright 2006, AIP Publishing LLC. | |
Different kinds of inks show distinguishing jetting behavior [27]. High viscosity/surface tension inks need more kinetic energy to conquer the viscosity damping effect or capillary force to be ejected from the orifice. Apart from the ink properties, the printing conditions also influence the drop formation procedure [28]. The current generation of commercial DOD printers can generate drops (volume of 1–100pL, drop diameter of 10–60 μm, drop velocity of 1–10m/s)in a printing frequency up to 30 kHz witha distanceof 1-3mm from the orifice to the substrate [29].
A whole inkjet printing process consists of the drop formation, impact and deposition on the substrate. The ink surface energy decide the contact angle between the droplet and the substrate, which is important in controlling the final shape of printed droplet and patterns built up by the interaction of droplet [20]. The environment temperature influences the inks' physical properties, and it is reasonable to keep the inkjet printing environment at around 22 ℃. The substrate temperature influences the droplet impact and deposition behavior, i.e., Dan Soltman employed a cooled substrate to suppress the edge evaporation to eliminate the coffee ring at the droplet pattern's edge [30]. For polymer lightemitting diodes (PLED) devices, obtaining uniform pin-hole free film is of great importance to acquire high device performance. By optimization of the ink formulation and the drop formation, impact and deposition on the substrate, a 1.5 in. full color PM PLED with a 0.75cd/A and a 50% NTSC color gamut was fabricated by Wang's group [31].
3. Fluid rheological requirements for a printable inkAs for DOD inkjet printing, appropriate functional ink formula are mainly limited in jettability [32]. Inappropriate ink formula willlead tounstableink-jetting inwhich long-lived filamentforms, connecting the ejected droplet to the nozzle. The length and lifetime of the filament influence the positional accuracy and resolution of the printing as well as the printability of the inks. Generating stable and satellite-free droplets is the starting point and vitally important for ink-jetting process [20, 33, 34]. The fluid rheological properties and the viscoelasticity of polymer inks in printing process influence the jettability greatly.
Here, the fluid rheological properties of inks are discussed firstly. Fluid rheology involved in inkjet printing has been studied and a generally understanding of its characteristic is acquired. Three classical non-dimensional parameters are proposed to illustrate the drop forming dynamics. Fromm firstly put forward the Ohnesorge number (Oh) as the appropriate dimensionless grouping of physical constants to characterize the droplet formation [10]. He also defined Z as the inverse of the Ohnesorge number to character the droplet behavior. The droplet formation characteristics are governed by the rheological Z constant defined in equation (1), which is ratio of the Reynolds number and a square root of the Weber number, independent of droplet velocity.
|
(1) |
The other two parameters are Reynolds (Re) and Weber (We) number. The Re number are defined as the ration of inertial to viscous forces and the We number is the ration of inertial to capillary forces. The specific equations are as follows:

|
(2) |

|
(3) |
Apart from the ink's physical property, Re and We are also related to the droplet velocity, while Z is a physical parameter of inks.
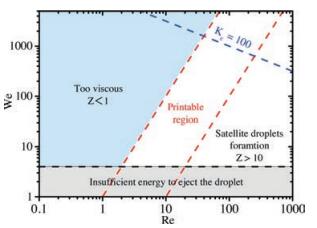
Inks with improper Z constant can cause the formation of satellite droplet. The Z constant of inks should define in adequate range to ensure a stable and high precision printing. Fromm firstly predicted the jettable ink droplet occurs when Z > 2 on the basis of numerical analysis [27, 35]. As illustrated in Fig. 3, to predict the jettable range more precisely, Brian Derby and Nuno Reis described the influence of fluid properties and printing condition in terms of Re and We on the bases of equations and numerical simulations of drop formation [36]. The red dashed lines in Fig. 3 refers to the boundary Z = 1 and Z = 10. The Z constant divided the space into three areas. The intermediate area is jettable range from Z = 1 to 10. The low limit is decided by the energy dissipation where should ensure the droplet to be ejected. For too viscous inks (Z < 1), the droplet cannot be ejected from the orifice. The up limit is the boundary where the satellite droplets begin to appear. Considering the characteristics of printability such as single droplet formability, the minimum stand-off distance (i.e., the distance from the nozzle tip to the substrate), positional accuracy, and maximum allowable jetting frequency, Jooho Moon redefined the printable range as 4 ≤ Z ≤ 14 [27]. In fact, the ink-jet printer head can be operated at a raised temperature to broaden the printing range that lie out of the above jetting scope [37].

|
Download:
|
| Fig. 3. A parameter space defined by Reynolds number (Re) and Weber number (We) for the influence of fluid properties on printing conditions [20, 33, 34]. | |
The Z constant can be interpreted as an inherent dimensionless constant of inks, which is connected with density, surface tension and viscosity. To achieve a stable ink-jetting, only requiring an appropriate Z constant is insufficient, which overlook the potential inertial contributions that may cause satellite droplets formation in transit or splashes when impacting a substrate [38]. The We number should also be controlled to a practical range to capture the kinematic effects on final droplet printing quality relating inertial force to surface tension. As for the droplet formation, the influence of the fluid/air surface tension is a great barrier for ejection. Also a drop should have sufficient kinetic energy to counteract the viscous dissipation and surface tension influence. Duineveld [2] suggested a minimum velocity for drop formation as follow:
|
(4) |
Brian Derby [20] reformulated it in terms of the Weber number to give a minimum We value for printing.

|
(5) |
This boundary was also illustrated in Fig. 3 as the horizontal dash line, bellow which the droplet cannot be ejected out.
Hong Huang et al. found that at sufficiently low Weber-number, stable droplets can be achieved regardless of the Z number within the jettable region. But if the Weber number is too large, > 35, unstable droplets are always the result [38]. Another considering aspect is the splashing when droplet impact on the certain substrate. Stow and Hadfiel [39] proposed an experimental threshold for the onset of splashing, expressed as follows:

|
(6) |
In this formula f(R) is only a function of surface roughness. Many authors attempted to explore the boundary conditions and found that for flat, smooth surfaces f(R) ≈ 50 (20) [20]. The bond blue line in Fig. 3 refers to the boundary where the droplets begin to splash, which indicates that the drop has a maximum drop velocity. Vivek Subramanian develops and experimentally validates a jettable window within the capillary number -We number space to illustrate the jettability by simultaneously considering optimal jetting conditions and ink rheology [32].
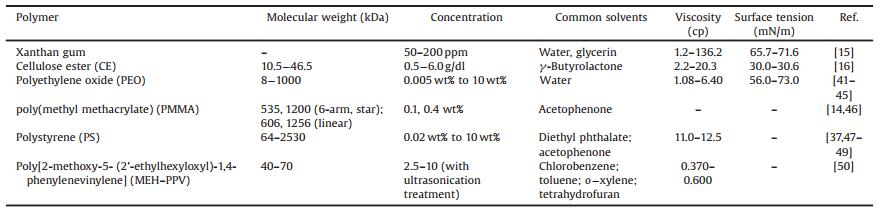
4. Polymer inkEarly times, polymers are often used as additives to modify the rheological properties of inks [40]. Up to now, non-Newtonian functional inks are often used in practical industrial applications, especially for the polymer-containing inks, which can be shear thinning or shear thickening [41]. Polymers that have been inkjetted in previous researches are summarized in Table 1.
|
|
Table 1 Polymers information ink-jetted in the present published articles. |
{kind=link}
{kind=link}
{kind=link}
Unlike the Newtonian fluid, the addition of polymer molecules can significantly affect the breakup of liquid filaments generated by flow through a nozzle and the dynamics and drop formation of polymeric inks are more complex than the normal Newtonian fluids. The understanding of the physics of drop formation of nonNewtonian fluid is still not mature and thoroughly understanding of ink-jetting printability of non-Newtonian is a prerequisite for the future development of ink-jet printing of complex fluids [13].
The Newtonian and non-Newtonian fluids show vast differences in drop formation and filament breakup. Meyer first attempted to illustrate the impact of added polymer on the droplet formation and filament break-up using polyacrylamides of various molecular weights at different concentrations [51]. They found that a single drop without satellite droplet yields at a certain intermediate concentration. At higher concentrations or molecular weights, the polymer solution is so viscoelastic that the droplet does not detach and returns into the nozzle. As illustrated in Fig. 4, inks containing 0.5–2 wt% poly(p-phenylene vinylene) (PPV) show long filament, while the upper pure solvent not [17]. The filament length increases such that no isolated droplet is formed for a PPV molecular of 300 or 500 kDa. The same results were found in PEO containing inks, a bead on a string (BOAS) structure formed for 0.1 wt% 1 × 106 g/mol PEO in solvent of 36% glycerol [45]. The addition of a minute quantity of polymers increases the breakup time, delays the droplet formation form a capillary and suppresses the satellite drop generation [52].

|
Download:
|
| Fig. 4. Jetting behavior comparison of Newtonian and non-Newtonian fluid. (a) Newtonian solvent vs. non-Newtonian solvent containing 0.5%–2% polymer by weight. Reprinted with permission [17]. Copyright 2004, John Wiley and Sons; (b) Newtonian (50% glycerol in water) vs. non-Newtonian (0.1wt% 1 ×106g/mol PEO in solvent of 36% glycerol) fluid. Reprinted with permission [45]. Copyright 2006, AIP Publishing. | |
{kind=link}
As for polymer inks, except the viscous dissipation and capillary impact, the coil to stretching of polymer molecule involved in filament formation influences the drop formation seriously [14]. And strain hardening plays an important role in determining the printability of polymer solutions [16]. Many researchers focus on the study of molecular stretching phenomena to illustrate the relationship between drop formation and polymer stretching. For polymer inks, polymer structure, molecular weight and concentration all have a significant effect on the molecular stretching [17].
According to the Zimm mold [48], the longest polymer relaxation time can be calculated as follows:

|
(7) |
ηs, [η], M, R, and T are the solvent viscosity, the intrinsic viscosity, molecular weight, gas constant and temperature. And the Weissenberg number [53] can be described as

|
(8) |
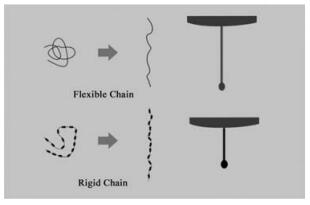
Studies of the influence of architecture on the polymer solution's printability showed that linear PMMA gives rise to substantially longer lived filament using comparable concentrations and molecular weights for linear and 6-arms PMMAs [14]. It is because of that the coil to stretch transition of linear PMMA as shown in Fig. 5 increases the elongation rate e, resulting exceeded critical Wi value (Wi > 0.5) at high voltages. Stephen George Yeates et al. choose cellulose ester (CE), a helical coil structure in solution and considered weakly rod-like polymer, which contain segments that are capable of H-bonding and investigated the influence of both polymer molecular weight and concentration and the shear induced transient network formation [16]. In their opinion, the increasing of effective relaxation time induced by the entangled polymer chain and transition from intramolecular H-bonds to intermolecular associations because of chain extension increases the elasticity of the polymer.

|
Download:
|
| Fig. 5. The coil to stretch transition of linear and rigid chain polymers. | |
{kind=link}
Berend-Jan de Gans firstly investigated the printability of polymer solutions systematic and found that for polystyrene (PS) in acetophenone (ATP) with molecular weight Mw higher than 500 kDa, the maximum jettable concentration decreases with Mw and scales as Mw-2.14 [47]. In their opinion, it's the elastic stresses caused by the extensional flow in the ligament limiting the maximum jetting speed. Other studies using PS in diethyl phthalate (DEP) found that the jettable concentration limit scales as Mw-1 in a jetting speed of ~ 6 m/s [40, 54].
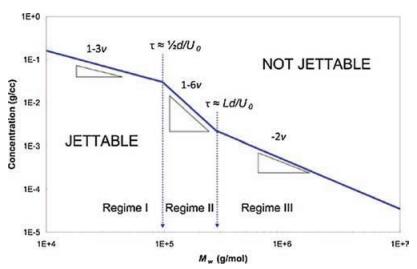
Hoath et al. has done masses of systemic research to illustrate the strain hardening regimes in polymeric inkjet using linear PS of different molecular weights dissolved in two solvents [18, 37, 40, 54-59]. In general, they developed a quantitative model of three regimes illustrated in Fig. 6 to determine how the polymer concentration varies with molecular weights according to molecular stretching behavior in different strain rates, originally promoted by Bazilevskii [60]. When the Wi number < 0.5, the polymer chains are relaxed in a coil state, and the fluid behaves in a Newtonian manner. When 0.5 < Wi < L, the polymer chains begin to stretch, but then relax, which behave in a viscoelastic manner. The chain are fully extended in the thinning ligament when the Wi > L, which allows more molecular to be jetted. And the maximum polymer concentration scales with the molecular weight to the power of (1-3ν), (1-6ν), and (-2ν) at a certain ink-jetting speed, ν representing the solvent quality coefficient. O.G. Harlen et al. adopt numerical simulations method to identify the validity of Hoath's conclusions and replenished it making a quantitative comparison with experimental measurements [49]. For a low viscosity solvent (ATP), the experimental and numerical results are matched, while for the higher viscosity DEP system the intermediate viscoelastic regime not. From their point of view, the relaxation time underestimating, the pre-stretch of polymers ignoring and possible polymer degradation all contribute to the discrepancies.

|
Download:
|
| Fig. 6. Three regimes expressed in a plot of jettable maximum concentration vs. polymer molecular weight. Reprinted with permission [18, 55-57]. Copyright 2012, AIP Publishing LLC. | |
{kind=link}
As for fluid jetting passing at speed U through short DOD nozzles (length/D ~1), the extension rate can be ~8U/D. For fluid speed ~10m/s for D ~50 mm, nozzle shear rate exceeds ~106s-1, which rarely exceeds the upper frequency (104s-1) for conventional rheology test methods [56]. In this situation, the low shear viscosity cannot describe the ink-jetting behavior correctly. Other fluids evaluating methods have also shown that simple low shearrate viscosity measurements are insufficient to characterize jetting performance in this situation [40, 61]. More researchers have turned their attentions to the high frequency rheological properties of polymer inks. Experimental and theoretical evidence of influence of L have been confirmed in high speed jetting of PS [18, 63]. The extensibility L has a significant influence on the high speed jetting [37]. Another work stressed the impact of non-linear extensibility L on DOD ink-jet printing when printing weakly elastic polystyrene in the case of high jet speeds and small nozzle diameters [37]. Contracted to earlier papers [18, 62, 63] that relaxation time controls the viscoelastic behavior where fully extended does not occur, it is extensibility L that determines the jetting behavior (the slowing of the main drop and delay in breakoff) when polymer chains are fully stretched.
5. Conclusions and outlookHere in this review the ink droplet formation, the rheological properties of jettable ink and ink-jetting of polymer inks are summarized. To achieve a stable single droplet ink-jetting, the rheological properties and must be limited to a practical region. And the polymer stretching should be avoided, which can restrain the formation of satellite droplet and improve the final film resolution ratio. Although researchers have done massed of works on the inkjet printing, more detailed printability diagrams are needed, such as rheological properties vs. the printing head waveform, the detailed printability diagrams of polymeric inks. Also the mechanism of polymer chain behavior in the inkjet shearing process needs to be further understood. Because of the widely using of functional polymeric ink, the research about the relationship between the jetting behavior and fluid rheology will still be the focus in the future. The past works about ink's viscoelasticity are mainly restricted to flexible polymers, PS, PEO, PMMA and so on. The relationship between droplet behavior and viscosity of rigid chain polymers maybe another hotpot in the following research. A whole inkjet printing process consists of the formation, impact and deposition on the substrate of the ink droplet. The droplet impact behavior also need to be studied, the contact line pinning physics, the influence of surface properties (chemical heterogeneity and roughness) and pre-treatment on the droplet impact behavior, and how to suppress the coffee stains effect by controlling the drying conditions or optimizing the ink formula. What count is that as for a certain polymer ink, requirements for droplet formation, impact and deposition on the substrate simultaneously is significant. As for the industrial application, some other practical problems should be solved, such as the 'first drop' issue during ink-jetting process. When the inks are ink-jetted from the jet nozzle to the substrate, the constant of every droplet volume, ink-jetting speed and time interval should be achieved. Also the suppression of satellite droplet is a necessary condition to achieve stable ink-jetting.
AcknowledgmentsThis work was supported by the National Natural Science Foundation of China (Nos. 51473161, 21574130) and the National Basic Research Program of China (973 Program, No. 2015CB655001), National Key R & D Program of "Strategic Advanced Electronic Materials" (Nos. 2016YFB0401301, 2016YFB0401100).
| [1] |
T.R. Hebner, C.C. Wu, D. Marcy, M.H. Lu, J.C. Sturm, Appl. Phys. Lett. 72 (1998) 519-521. DOI:10.1063/1.120807 |
| [2] |
P. C. Duineveld, M. A. de Kok, M. Buechel, et al., Ink-jet printing of polymer lightemitting devices, in: Z. H. Kafafi (Ed. ), Organic Light-Emitting Materials and Devices V, Spie-Int Soc Optical Engineering, Bellingham, 2002, pp. 59-67.
|
| [3] |
E. Tekin, E. Holder, V. Marin, B.J. de Gans, U.S. Schubert, Macromol. Rapid Commun. 26 (2005) 293-297. DOI:10.1002/(ISSN)1521-3927 |
| [4] |
Z. Du, R. Xing, X. Cao, X. Yu, Y. Han, Polymer 115 (2017) 45-51. DOI:10.1016/j.polymer.2017.03.023 |
| [5] |
R. Xing, S. Wang, B. Zhang, et al., RSC Adv. 7 (2017) 7725-7733. DOI:10.1039/C6RA27475G |
| [6] |
Z. Ding, R. Xing, Q. Fu, D. Ma, Y. Han, Org. Electron. 12 (2011) 703-709. DOI:10.1016/j.orgel.2011.01.027 |
| [7] |
R. Xing, T. Ye, Y. Ding, D. Ma, Y. Han, Org. Electron. 10 (2009) 313-319. DOI:10.1016/j.orgel.2008.12.006 |
| [8] |
J.A. Lim, W.H. Lee, H.S. Lee, et al., Adv. Funct. Mater. 18 (2008) 229-234. DOI:10.1002/(ISSN)1616-3028 |
| [9] |
H. Sirringhaus, T. Kawase, R.H. Friend, et al., Science 290 (2000) 2123-2126. DOI:10.1126/science.290.5499.2123 |
| [10] |
C.N. Hoth, P. Schilinsky, S.A. Choulis, C.J. Brabec, Nano Lett. 8 (2008) 2806-2813. DOI:10.1021/nl801365k |
| [11] |
T. Cuk, S.M. Troian, C.M. Hong, S. Wagner, Appl. Phys. Lett. 77 (2000) 2063-2065. DOI:10.1063/1.1311954 |
| [12] |
G. D. Martin, S. D. Hoath, I. M. Hutchings, Iop, Engineering and Physics-Synergy for Success, Iop Publishing Ltd, Bristol, 2008, pp. 14.
|
| [13] |
O.A. Basaran, H.J. Gao, P.P. Bhat, Annu. Rev. Fluid Mech. 45 (2013) 85-113. DOI:10.1146/annurev-fluid-120710-101148 |
| [14] |
B.J. de Gans, L.J. Xue, U.S. Agarwal, U.S. Schubert, Macromol. Rapid Commun. 26 (2005) 310-314. DOI:10.1002/(ISSN)1521-3927 |
| [15] |
H. Yoo, C. Kim, Rheol. Acta 52 (2013) 313-325. DOI:10.1007/s00397-013-0688-4 |
| [16] |
D. Xu, V. Sanchez-Romaguera, S. Barbosa, et al., J. Mater. Chem. 17 (2007) 4902-4907. DOI:10.1039/b710879f |
| [17] |
B.J. de Gans, P.C. Duineveld, U.S. Schubert, Adv. Mater. 16 (2004) 203-213. DOI:10.1002/(ISSN)1521-4095 |
| [18] |
S.D. Hoath, O.G. Harlen, I.M. Hutchings, J. Rheol. 56 (2012) 1109-1127. DOI:10.1122/1.4724331 |
| [19] |
H. Dong, W.W. Carr, J.F. Morris, Phys. Fluids 18 (2006) 16. |
| [20] |
B. Derby, Inkjet Printing of Functional and Structural Materials: Fluid Property Requirements, Feature Stability, and Resolution, in: D. R. Clarke, M. Ruhle, F. Zok (Eds. ), Annual Review of Materials Research, Vol 40, Annual Reviews, Palo Alto, 2010, pp. 395-414.
|
| [21] |
M.P. Brenner, J. Eggers, K. Joseph, S.R. Nagel, X.D. Shi, Phys. Fluids 9 (1997) 1573-1590. DOI:10.1063/1.869279 |
| [22] |
R. Suryo, P. Doshi, O.A. Basaran, Phys. Fluids 18 (2006) 31. |
| [23] |
J. Eggers, T.F. Dupont, J. Fluid Mech. 262 (1994) 205-221. DOI:10.1017/S0022112094000480 |
| [24] |
B. Ambravaneswaran, E.D. Wilkes, O.A. Basaran, Phys. Fluids 14 (2002) 2606-2621. DOI:10.1063/1.1485077 |
| [25] |
O.E. Yildirim, O.A. Basaran, J. Non-newton Fluid 136 (2006) 17-37. DOI:10.1016/j.jnnfm.2006.02.009 |
| [26] |
Q. Xu, O.A. Basaran, Phys. Fluids 19 (2007) 12. |
| [27] |
D. Jang, D. Kim, J. Moon, Langmuir 25 (2009) 2629-2635. DOI:10.1021/la900059m |
| [28] |
K.S. Kwon, M.H. Jang, H.Y. Park, H.S. Ko, Rev. Sci. Instrum. 85 (2014) 12. |
| [29] |
R.E. Saunders, B. Derby, Int. Mater. Rev. 59 (2014) 430-448. DOI:10.1179/1743280414Y.0000000040 |
| [30] |
D. Soltman, V. Subramanian, Langmuir 24 (2008) 2224-2231. DOI:10.1021/la7026847 |
| [31] |
Q.L. Niu, Y.X. Shao, W. Xu, et al., Org. Electron. 9 (2008) 95-100. DOI:10.1016/j.orgel.2007.10.001 |
| [32] |
H.C. Nallan, J.A. Sadie, R. Kitsomboonloha, S.K. Volkman, V. Subramanian, Langmuir 30 (2014) 13470-13477. DOI:10.1021/la502903y |
| [33] |
B. Derby, N. Reis, Mrs. Bull. 28 (2003) 815-818. DOI:10.1557/mrs2003.230 |
| [34] |
B. Derby, J. Eur. Ceram. Soc. 31 (2011) 2543-2550. DOI:10.1016/j.jeurceramsoc.2011.01.016 |
| [35] |
J.E. Fromm, Ibm. J. Res. Dev. 28 (1984) 322-333. DOI:10.1147/rd.283.0322 |
| [36] |
N. Reis, B. Derby, Ink jet deposition of ceramic suspensions: Modelling and experiments of droplet formation, in: S. C. Danforth, D. Dimos, F. B. Prinz (Eds. ), Solid Freeform and Additive Fabrication-2000, San francisco, 2000, pp. 117-122.
|
| [37] |
S.D. Hoath, D.C. Vadillo, O.G. Harlen, et al., J. Non-Newton Fluid 205 (2014) 1-10. DOI:10.1016/j.jnnfm.2014.01.002 |
| [38] |
T.Y. Hill, T.L. Reitz, M.A. Rottmayer, H. Huang, ECS J. Solid State Sci. Technol. 4 (2015) 3015-3019. DOI:10.1149/2.0031504jss |
| [39] |
C.D. Stow, M.G. Hadfield, Proc. R. Soc. London Ser. A Math. Phys. Eng. Sci. 373 (1981) 419-441. DOI:10.1098/rspa.1981.0002 |
| [40] |
S.D. Hoath, I.M. Hutchings, G.D. Martin, et al., J. Imaging Sci. Technol. 53 (2009) 8. |
| [41] |
X.J. Yan, W.W. Carr, H.M. Dong, Phys. Fluids 23 (2011) 15. |
| [42] |
J.J. Cooper-White, J.E. Fagan, V. Tirtaatmadja, D.R. Lester, D.V. Boger, J. NonNewton Fluid 106 (2002) 29-59. DOI:10.1016/S0377-0257(02)00084-8 |
| [43] |
R.P. Mun, J.A. Byars, D.V. Boger, J. Non-Newton Fluid 74 (1998) 285-297. DOI:10.1016/S0377-0257(97)00074-8 |
| [44] |
Y. Christanti, L.M. Walker, J. Non-Newton Fluid 100 (2001) 9-26. DOI:10.1016/S0377-0257(01)00135-5 |
| [45] |
V. Tirtaatmadja, G.H. McKinley, J.J. Cooper-White, Phys. Fluids 18 (2006) 18. |
| [46] |
K. A-Alamry, K. Nixon, R. Hindley, J.A. Odel, S.G. Yeates, Macromol. Rapid Commun. 32 (2011) 316-320. DOI:10.1002/marc.201000521 |
| [47] |
B.-J. de Gans, E. Kazancioglu, W. Meyer, U.S. Schubert, Macromol. Rapid Commun. 25 (2004) 292-296. DOI:10.1002/(ISSN)1521-3927 |
| [48] |
D.C. Vadillo, W. Mathues, C. Clasen, Rheol. Acta 51 (2012) 755-769. DOI:10.1007/s00397-012-0640-z |
| [49] |
C. McLlroy, O.G. Harlen, N.F. Morrison, J. Non-Newton Fluid 201 (2013) 17-28. DOI:10.1016/j.jnnfm.2013.05.007 |
| [50] |
E. Tekin, E. Holder, D. Kozodaev, U.S. Schubert, Adv. Funct. Mater. 17 (2007) 277-284. DOI:10.1002/(ISSN)1616-3028 |
| [51] |
J. D. Meyer, A. V. Bazilevsky, A. N. Rozhkov, Soc Imaging Science & Technology, Springfield, 1997.
|
| [52] |
H.J. Shore, G.M. Harrison, Phys. Fluids 17 (2005) 7. |
| [53] |
P.G. Degennes, J. Chem. Phys. 60 (1974) 5030-5042. DOI:10.1063/1.1681018 |
| [54] |
S. Hoath, G. Martin, R. Castrejon-Pita, I. Hutchings, Sis Soc Imaging Science & Technology, Springfield(2007). |
| [55] |
S.D. Hoath, I.M. Hutchings, O.G. Harlen, et al., Soc Imaging Science & Technology, Springfield(2012). |
| [56] |
S.D. Hoath, J.R. Castrejon-Pita, W.K. Hsiao, et al., J. Imaging Sci. Technol. 57 (2013) 10. |
| [57] |
S.D. Hoath, W.K. Hsiao, S.J. Jung, et al., J. Imaging Sci. Technol. 57 (2013) 11. |
| [58] |
S.D. Hoath, S. Jung, I.M. Hutchings, Phys. Fluids 25 (2013) 5. |
| [59] |
S.J. Jung, S.D. Hoath, I.M. Hutchings, Microfluid. Nanofluid. 14 (2013) 163-169. DOI:10.1007/s10404-012-1034-3 |
| [60] |
A.V. Bazilevskii, J.D. Meyer, A.N. Rozhkov, Fluid Dyn. 40 (2005) 376-392. DOI:10.1007/s10697-005-0078-4 |
| [61] |
T.R. Tuladhar, M.R. Mackley, J. Non-Newton Fluid 148 (2008) 97-108. DOI:10.1016/j.jnnfm.2007.04.015 |
| [62] |
C. McIlroy, O.G. Harlen, N.F. Morrison, J. Non-Newton Fluid 201 (2013) 17-28. DOI:10.1016/j.jnnfm.2013.05.007 |
| [63] |
B.J. de Gans, U.S. Schubert, Langmuir 20 (2004) 7789-7793. DOI:10.1021/la049469o |