 2012, Vol. 48
2012, Vol. 48文章信息
- 李晓玲, 高瑞清, 构涛, 张立宾, 陈章景
- Li Xiaoling, Gao Ruiqing, Gou Tao, Zhang Libin, Chen Zhangjing
- 人工林落叶松髓心方材的高频真空干燥
- Radio Frequency/Vacuum Drying for Boxed-Heart Square Timber of Plantation Larch
- 林业科学, 2012, 48(9): 127-131.
- Scientia Silvae Sinicae, 2012, 48(9): 127-131.
-
文章历史
- 收稿日期:2011-11-02
- 修回日期:2012-05-23
-
作者相关文章



2. 弗吉尼亚理工大学木材科学与林产品系 费吉尼亚 24060
2. Dept. of Wood Science and Forest Products, Virginia Tech Blacksburg, VA 24060
Larch (Larix gmelinii) is a major plantation species in China. Its high longitudinal strength and static bending strength make it an excellent building material (Cheng,1985). The square larch timber usually consists of pith (boxed-heart) because of the small diameters of larch logs. As a result,it is difficult to dry these boxed-heart squares with the conventional drying methods without severe drying defects. To solve this problem,radio frequency/vacuum (RF/V) drying technology was applied on boxed-heart square timbers of plantation larch in this study.
The RF/V drying technology combinesthe vacuum drying in which surface moisture of timbers rapidly evaporates at the low drying temperature and the radiofrequency (RF) currency heating. The energy of radio frequency wave is being dissipated to the timber to generate the heat due to the molecular friction of the water molecules. The RF heat will rapidly move the moisture of timber from center of wood to its surface (Resch et al., 2001).
In this research,RF/V drying tests were conducted on boxed-heart square timbers of plantation larch. In order to minimize the surface checks during the RF/V drying,superheated-steam pretreatment and kerf pretreatment were also introduced before RF/V drying. These pretreatment methods were also tested in drying boxed-heart squares of Japanese Sugi (Kobayashi et al., 2003).
1 Materials and methods 1.1 MaterialTwenty years old plantation larch trees were harvested in Mudanjiang,Heilongjiang Province,China. The testing samples were cut with the dimension of 1 800 mm × 100 mm × 100 mm. The initial MCs of samples ranged from 38% to 69% with the average basic density of 0. 63 g·cm-3. Six samples were used in each test with its total timber volume of 0. 11 m3.
RF/V dryer (Model HED-0603) can draw vacuum to pressure of 2. 40 kPa with the maximum voltage and electric currency of 6 kV and 0. 8 A respectively. The dryer can hold timber volume up to 0. 8 m3. The RF/V dryer consists of radio-frequency (RF) applicator system with the frequency of 6. 78 MHz,vacuum system,cooling system,electric controller system and oil cylinder pressure system.
1.2 MethodsThe square timbers were sawn from the logs,and then four-side planed.Two moisture sections(showed in Fig. 1) were cut from both ends of sample to measure the initial moisture content(MC) and MC distributions among the different layers of each sample. Before testing,the visible defects of each sample were recorded.The initial width and thickness of each sample were recorded.The locations where the initial width and thickness were measured were clearly marked.And at these locations,the width and thickness after drying were measured again.Samples were loaded into the RF/V dryer(Fig. 2).Six PT100 temperature probes and two optical temperature probes were used to record the chamber temperature and material temperatures in various locations.During the test,one PT100 probe used for control temperature was inserted into location inside the timber that was 5 mm away from positive electrode in order to avoid electromagnetic disturbance to the temperature.

|
图 1 The layers were cut to measure MC distribution |

|
图 2 RF/V drying stacks without kerfs (left) and with kerfs (right) |
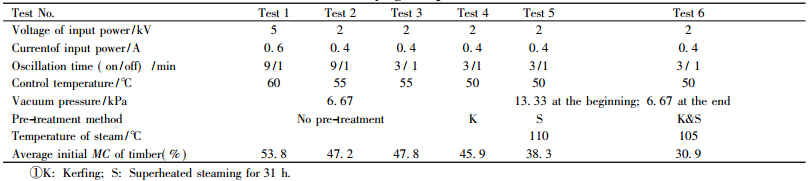
After each test,drying defects were checked and recorded again,the width and thickness of each sample were measured to calculate the drying shrinkage in two directions.Another moisture section was cut in the middle of the sample,and the moisture distributions among different layer were calculated.The RF/V drying parameters including anode currency,electrode voltage,oscillation time and vacuum pressure were regulated in order to control the drying quality.Their values were presented in Tab. 1.
|
|
Two pre-treatment methods were applied before RF/V drying to further reduce the drying checks.The samples were sawn with side run-through kerf of the size of 1 800 mm(length)×3 mm(width)×47 mm (depth)in which the kerf is deep enough to reach the pith of timber(Helsing et al., 1976;Philip et al., 2000;Hwanmyeong et al., 2007;Gou at al.,2010). The samples were pre-treated with superheated-steam at the temperature between 105-120℃(Luiz et al., 2001;Gao et al., 2010).The temperature of lignin softening point was also measured before the tests,which ranges from 85℃ to 95℃,based on the different moisture content of samples.
2 Results and discussionThe results of tests are shown in Tab. 2.
|
|

In test 1,the result showed that all samples had developed the surface checks and internal checks after RF/V drying.In test 2,the anode currency,electrode voltage and control temperature were reduced to 0.4 A,2 kV and 55 ℃.The result showed that surface and internal checks reduced obviously.In test 3,with the same parameters as test 2 except the oscillation time that was set to 3 min on and 1 min off.The result showed that only one sample developed the internal checks and the number of surface checks was also lowered.In test 4 and test 5,side kerfing and superheated-steam pretreatments were introduced respectively before RF/V drying,The other drying parameters were kept the same as in the test 3 except the controlled temperature setting at 50 ℃,and the vacuum pressures were set to 13.33kPa at the early drying stage and 6.67 kPa at the later drying stage.No internal check occurred and the surface checks also reduced in the tests.In test 6,the samples were pretreated together with kerfing and superheated steaming of 105 ℃ for 31 h.The other parameters were kept the same as those of test 4 and test 5.In this test,the internal checks were not found and mean while the surface checks were reduced more and the drying quality reached the qualified standard set at GB/T 6491-1999-Drying Quality of Sawn Timber.
The main reason for side kerfing pretreatment to reduce the drying check is that part of the drying stress can be released and changed into the free deformation of kerfing openings.The irregular pith cracks were also avoided during the drying.When the samples were pretreated with superheated steam of 105 ℃ which is higher than the lignin softening point of larch wood (about 90 ℃),the moisture of surface layer evaporates first,along with its MC decreases below fiber saturation point(FSP),the surface layer begins to shrink,and then tension stress in surface layer is caused.It is known that wood characterize the viscoelastic property,and under the conditions of high temperature and high humidity,wood will be more viscous than that at the lower temperature.Although there is tension stress in the surface layer,it is not larger enough to cause surface checks.Some drying stress was absorbed by the creep of wood(Luiz et al., 2001).Therefore,in test 6,after the kerfing and superheated-steam pretreatment,not only the average MC of samples were decreased,but also the thin layer of surface drying sets were formed,thus during the follow-up RF/V drying,less surface checks occurred
2.2 MC distributionThe curves in Fig. 3 showed the MCs distribution in different thickness layers of six samples in test 6 before and after drying.After the series tests,all the results had the same trends as that of test 6,that showed,even though the initial MC distributions of 6 samples were not uniform in different layers before the drying,they were uniform after RF/V drying as well,that because of the characteristics of radio frequency drying which mentioned in the introduction.The results also showed that the final layer MC of slice 3 was a little lower than the other slices if the sample was kerfed.The main reason was that kerfing made square into half width,so the moisture near the surface of kerf was easy to be dried out.

|
图 3 Initial & final MC distribution of six samples for test 6 |
From the result of data analysis,the deviation of MCs in thickness direction was less than 4% in all the samples,which is within the MC variation set for the large cross section square lumber at the standard of GB/T 6491 - 1999 - Drying Quality of Sawn Timber.
2.3 Drying shrinkageFig. 4 showed the average drying shrinkage on surface A and surface B of the samples in the different tests.The results showed that,the average shrinkage on surface A in each test was smaller than that on surface B,even though the drying parameters of the six tests were different.The main reason was that the constant hydraulic pressure acted on the top of stack,which presses on the surface B during the drying process.As a result,the surface B was compressed,and the measured shrinkage on surface B was increased.In test 6,the shrinkage on surface B is 3.8% and that on surface A is 3.0%.

|
图 4 The drying shrinkages on surfaces A and B during RF/V drying |
The high drying quality of plantation larch square with cross section of 100 mm × 100 mm can be achieved during RF/V drying if the certain drying parameters were maintained. RF/V drying schedule were developed with the parameters as follows. The radio frequency current is 0. 4 A,radio frequency voltage 2 kV,radio frequency oscillation time for 3 min on and 1 min off,and the vacuum degree set as 13. 13 kPa and 6. 67 kPa at the early and end drying stage respectively.
The drying quality was effectively improved by kerfing and pre-treating samples with superheatedsteam on boxed-heart larch square before the RF/V drying. Kerf size is 1 800 mm (length) × 3 mm (width) × 47 mm (depth) and the temperature of superheated steam is 105 ℃ with the treat time of 31 h.
| [] | Cheng J Q. 1985. Wood science. Beijing, Forestry Press. |
| [] | Gao R Q, Li X L, Gou T, et al. 2010. Effect ofsuperheated-steam pretreatment on drying quality of larch square during radio frequency/vacuum drying. China Wood Industry, 24(3): 38–40. |
| [] | Gou T, Gao R Q, Li X L, et al. 2010. Effect of kerfing treatment on radio frequency/ vacuum drying quality ofboxed-heart larch lumber. China Wood Industry, 24(2): 35–37. |
| [] | Helsing G, Graham R D. 1976. Saw kerfs reduce checking and prevent internal decay in pressure-treated Douglas-fir poles. Holzforschung, China Wood Industry, 24(2): 35–37. |
| [] | Helsing G, Graham R D. 1976. Saw kerfs reduce checking and preven internal decay in pressure-treated Douglas-fir poles. Holzforschung, 30(6): 184–186. DOI:10.1515/hfsg.1976.30.6.184 |
| [] | Hwanmyeong Y, Shim K B, Lee D S, et al. 2007. Effects of center boring and kerf treatment onkiln-drying of larch square and round timbers. For Pro Journal, 57(11): 85–92. |
| [] | Kobayashi I, Kuroda N, Takuoki H, et al. 2003. Superheated steam pre-treatment for the drying process of boxed-heart timber from sugi. Japan Wood Industry, 58(6): 258–263. |
| [] | Luiz C O, John W W, Wright D M, et al. 2001. Development of superheated-steam/Vacuum drying schedules for western Canadian species. Proceedings of 7th International IUFRO Wood Drying Conference, Japan: 140–146. |
| [] | Philip D E, Robin W H, Simon C B. 2000. The effect of different kerfing and center-boring treatment on the checking of ACQ treated pine posts exposed to the weather. Forest Products Journal, 50(2): 59–64. |
| [] | Resch H, Gautsch E. 2001. High-frequency current/vacuum lumber drying. Proceedings of 7th International IUFRO Wood Drying Conference, Japan: 128–133. |