 2012, Vol. 48
2012, Vol. 48文章信息
- 周亮, 高慧, 张利萍, 刘盛全
- Zhou Liang, Gao Hui, Zhang Liping, Liu Shengquan
- 欧美杨107杨正常木与应拉木制浆造纸性能比较*
- Comparison of Quality of Pulping and Paper-Making between Normal Wood and Tension Wood of Poplar Clone 107 (Populus×euramericana 'Neva') Tree
- 林业科学, 2012, 48(5): 101-107.
- Scientia Silvae Sinicae, 2012, 48(5): 101-107.
-
文章历史
- 收稿日期:2011-02-21
- 修回日期:2011-05-07
-
作者相关文章



人工林杨树是一种非常优良的制浆造纸原料,也是目前我国阔叶材浆原料的主要来源之一(张久荣等,2006)。由于杨树木材纸浆生产出的纸张白度较高,各项性能较为优良,是目前我国主要的文化用品纸纸浆原料(刘光良, 1998;李金花等, 2003;邝仕均, 2004),因此对于人工林杨树的制浆造纸性能研究也开展得较早,而且涉及内容也较为全面,主要针对我国推广面积较广的杨树无性系制浆造纸性能,以及定向培育措施对制浆造纸性能的影响等内容(Semen et al., 2001;Snook et al., 1986;王宏斌等, 2004;龙柱等, 2005;刘光良, 1998;杜煜, 2002;林治宪等, 1996;姚光裕, 1992;柴修武, 1990;庞志强等, 2003;2004;张永贵, 1999;张自敏等,2004;杨桂花等, 2005;杨蕾等, 2007)。人工林杨树在生长过程中由于立地条件较差、栽培措施不当、林缘效应等诸多原因,导致了树木生长方向与重力线出现偏离,形成了倾斜或弯曲的树干。研究发现,在此类树干中形成了明显的偏心生长,并生成了与正常木材之间结构和性质差异较大的特殊木材,称之为应拉木。此外,生长速度较快的人工林杨树中同样发现了一定量应拉木的存在。应拉木细胞壁结构中存在一层纤维素含量高、结晶程度好、微空隙多的特殊细胞壁层,即胶质层(Timell, 1969;Wardrop, 1956;Wardrop et al., 1948;1955)。胶质层的存在和不均匀分布使得应拉木具有较大的生长应力和轴向干缩性,并最终导致了人工林杨树木材制材时的夹锯、干燥时的变形、旋切单板的表面起毛等现象(Dadswell et al., 1955;Vazquez Cooz et al., 2006),因此应拉木一直被公认为是一种品质缺陷(尹思慈, 1990)。胶质层主要由纤维素组成(Norberg et al., 1966),故应拉木具有较高的纤维素含量,因此,学者开始探索利用应拉木高纤维素含量的优势进行制浆造纸,来弥补应拉木自身缺陷,提高人工林杨树木材综合利用率(Parham et al., 1977)。
欧美杨107(Populus×euramericana ‘Neva’)(以下简称107杨)具有干形通直圆满、材质好、栽植范围广、御风能力强、抗寒、抗虫等优良特性,粗略统计我国已推广约6.7万hm2欧美杨107和108人工林(张绮纹等, 2003)。随着107杨栽植面积的日益增大,其材性和加工利用也引起了学者的注意,张藜等(2008)分别对5年生107杨纤维形态径向变异进行了描述;宋晓磊等(2010)分析不同地域欧美杨纤维形态和木材密度;王乐等(2010)比较了不同立地条件和不同树龄107杨的化学组成;杨蕾等(2007)对107杨ASAM制浆性能进行了探讨。在107杨应拉木研究方面,牛敏等(2010)比较107杨应拉木区和对应木区纤维形态和化学组成的差别;高慧等(2009)分析了107杨应拉木的木质素结构。上述研究工作主要针对木材材性进行比较,对于应拉木制浆造纸以及应拉木与正常木之间的比较尚未涉及。因此本文以人工林107杨为研究材料,首先通过正交试验确定正常木和应拉木的最佳制浆条件,然后比较正常木和应拉木的制浆造纸性能,分析各自性能优势存在的原因,并建议通过合理方法综合利用应拉木,以期提高人工林杨树制浆造纸性能。
1 材料与方法 1.1 试验材料采集地位于河南省濮阳市白岗乡林场,该林场位于黄河滩区,为黄河冲积平原,土壤类型为轻沙壤,偏盐碱,pH值为7.8左右。按照小班数据进行林地踏查,挑选3株长势良好、干形较为通直的7年生107杨平均木,依次编号为Z1, Z2, Z3;从林地东西向主干渠两旁选择3株具有不同倾斜角度或弯曲程度的7年生107杨,依次编号为X1, X2, X3。分别从3株直立生长和3株倾斜生长杨树中截取高度为1.0~1.45 m的木段,随后将木段锯成厚度约为3 cm的圆盘。含有应拉木的圆盘在进行锯、刨等操作后,其表面会产生起毛现象,在小角度投射的光下形成较为明显的起毛区域(Badia et al., 2005;Miguel et al., 2006),因此可以将锯刨后是否起毛作为正常木和应拉木区分的一个依据。此外,通过碘化氯锌试剂对圆盘进行染色,应拉木区域颜色为褐红色,其余为试剂本身淡黄色(Grzeskowiak et al., 1996)。根据起毛区域和染色结果,剔除倾斜树干中的正常木,剔除直立树干中的应拉木。选取第5,6,7年轮的正常木或应拉木,分别劈解成小木棒,气干后备用。正交试验所需材料分别由3株正常木试样或3株应拉木试样等比例混合而成。
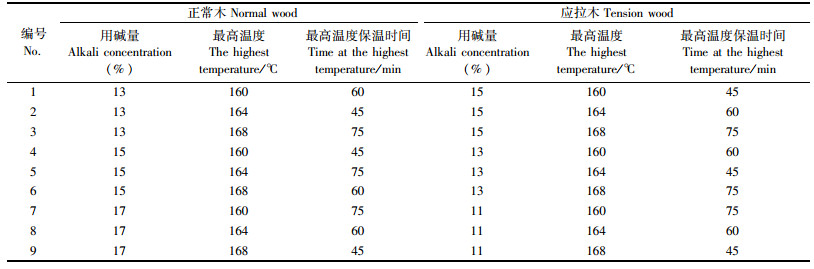
1.2 试验方法 1.2.1 蒸煮正交试验和制浆性能测定方法以硫酸盐法进行化学制浆。蒸煮设备为自制4个1 L小群罐的高压蒸煮锅。首先通过正交试验分别确定正常木和应拉木的最佳制浆工艺参数,选择用碱量(以Na2O计,下同)、最高温度、最高温度保温时间为控制因子,选择3个不同水平进行正交区组试验,具体试验安排见表 1。其他制浆条件为:液料比1:4;硫化度为24%(以Na2S计)。蒸煮时间曲线为:蒸煮时首先空转10 min,然后开始加热,到120 ℃首先进行小放气,排除锅中残余空气,在150 ℃时先保温30 min,然后在设定的最高温度设定保温的时间。制浆完成后,将纸浆洗涤至中性,测定制浆得率和卡伯值。确定好最佳制浆条件后,分别对6株杨树5,6,7年轮正常木或应拉木试样进行硫酸盐法化学制浆,每组设3个平行试验。
|
|
使用PFI磨对硫酸盐浆进行打浆,控制打浆度约40SR°。使用纸张成型机制备定量为70 g·m-2的手抄纸片,然后按照国家标准测定并计算纸张的抗张指数、撕裂指数、耐破指数(屈维均, 1990)。为了分析打浆程度对应拉木手抄片力学性能的影响,通过增加PFI磨的转数制备不同打浆程度的应拉木纸张。
1.2.3 纸张断口形貌观察使用一次性刀片,徒手分别制备应拉木纸张和正常木纸张横断面。采用Tescan-TS5136扫描电子显微镜进行观察。
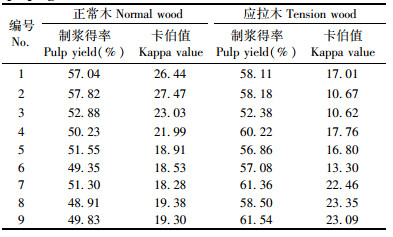
2 结果与分析 2.1 蒸煮正交试验结果正常木和应拉木制浆条件正交试验结果见表 2。不同制浆条件下正常木制浆得率的变化范围为48.91%~57.82%,卡伯值变化幅度为18.28~27.47,随着用碱量、最高温度、最高温度保温时间的提高,制浆得率降低而卡伯值上升。不同制浆条件下应拉木制浆得率的变化范围为52.38%~61.54%,卡伯值变化幅度为10.62~23.35,随着用碱量、最高温度、最高温度保温时间的提高,制浆得率降低而卡伯值上升。
|
|
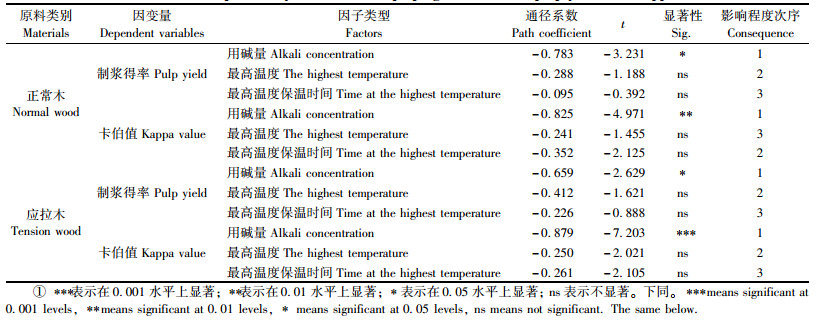
为了更好地比较各制浆参数因子对制浆得率和卡伯值的影响程度,并在屏蔽其他制浆因子的情况下分析某一因子对制浆得率和卡伯值的直接影响程度,引用通径分析的方法来对正交试验结果进行分析。分别以制浆得率和卡伯值为因变量,计算3个制浆条件因子对各因变量的通径系数(标准偏相关系数),并可以通过其绝对值大小来比较制浆条件因子对制浆得率和卡伯值的影响程度,结果见表 3。用碱量对制浆得率的通径系数在0.05水平上显著,同样用碱量对卡伯值的通径系数在0.01水平上显著,其余通径系数均不显著。通径系数绝对值大小比较说明,各制浆因子对制浆得率的影响程度大小顺序为:用碱量>最高温度>最高温度保温时间,而卡伯值为:用碱量>最高温度保温时间>最高温度。结合正交试验和通径分析结果,选择第5号制浆条件为正常木的最佳条件,即用碱量为15%、最高温度为164 ℃、最高温度保温时间为75 min。应拉木制浆条件因子通径分析结果表明,用碱量对制浆得率的通径系数在0.05水平上显著,同样对卡伯值的通径系数在0.001水平上显著,其余通径系数均不显著。通径系数绝对值大小比较说明,各制浆因子对制浆得率和卡伯值的影响程度大小顺序均为:用碱量>最高温度>最高温度保温时间。结合正交试验和通径分析结果,选择第4号制浆条件为应拉木的最佳条件,即用碱量为13%、最高温度为160 ℃、最高温度保温时间为45 min。
|
|
根据最佳制浆条件,分别对正常木和应拉木进行硫酸盐法制浆并制备手抄纸片,测定纸张力学性能,结果见表 4。
|
|

对平均值比较可以看出:应拉木比正常木制浆得率高、卡伯值低、纸张力学性能均低,且二者之间的抗张指数和耐破指数差距较大(约2倍),而撕裂指数之间差异较小。为了进一步分析正常木与应拉木制浆造纸性能之间的差异,采用单因素方差分析的方法比较了正常木和应拉木制浆造纸性能之间的差异。结果表明:卡伯值、制浆得率、抗张指数、耐破指数均在0.001水平上差异显著,撕裂指数在0.05水平上差异显著。胶质层中纤维素含量占90%~95%(Norberg et al., 1966),故应拉木纤维细胞壁中胶质层的存在,使得应拉木纤维素含量升高而木质素含量降低,因此应拉木制浆得率较正常木要高,且卡伯值较低。纸张力学性能差异形成的原因将结合随后的纸张断面形貌进行分析。因此,可以认为应拉木易制浆,但制备的纸张力学性能较差,且与正常木差异明显。
2.3 纸张横断面观察通过扫描电镜分别对应拉木纸张和正常木纸张横断面进行观察,结果见图 1。可以明显发现,应拉木纸张横断面孔隙较大,而且部分应拉木纤维成纸后没有坍陷形成扁平的长条形,相反却一定程度上保持着圆柱形态;而正常木纸张断面孔隙较小,而且纸浆纤维断口基本都闭合形成扁平的长条形。分析其原因不难发现,由于胶质层的存在,降低了应拉木单根纤维的柔韧性,增加了纤维横向的刚度,使得纤维成纸时不容易扁平坍陷,造成了纤维之间孔隙较大,结合不紧密。根据纸张断口的形貌可以分析,应拉木胶质纤维的存在极大地阻碍了成纸时纤维之间的结合,因此降低了纸张力学性能,最为显著的是抗张指数和耐破指数。撕裂指数的大小不仅与纸张纤维之间的结合力有关,而且与单根纤维的强度也紧密相关(Watson et al., 1961;1964;秦丽娟等, 2004;彭毓秀, 1994;杨淑蕙, 2001)。胶质层的存在提高了单根纤维的力学强度,使纤维发生断裂所需的能量更大,相应地增强了纸张的撕裂指数,因此正常木和应拉木撕裂指数之间的差异就没有抗张指数和耐破指数那么明显。

|
图 1 应拉木和正常木纸张断面形貌观察 Fig.1 Observation of cross surface of paper made from tension wood and normal wood respectively A, B为应拉木纸张断口形貌,B为A局部放大,C, D为正常木纸张断口形貌,D为C局部放大。 A and B are cross surface of paper made from tension wood, B was amplified from A, C and D are cross surface of paper made from normal wood, D was amplified from C. |
有效提高应拉木纤维的柔韧性、降低其单根纤维的刚度,从而提高应拉木纸张力学性能,最为常用方法就是通过机械方法对纤维进行挤压和表面剥离,能在很大程度上提高纤维的柔韧性,并且单根纤维产生明显的分丝化现象,完成了纤维帚化(Watson et al., 1961;1964;秦丽娟等, 2004;彭毓秀, 1994;杨淑蕙, 2001)。表 5所示为不同打浆转数下得到的纸张力学性能指标均值。与正常木纸张性能指标进行比较后发现,12 000转后(打浆度为48 SR°),应拉木纸张力学性能接近正常木水平。进一步观察可以发现:随着打浆转数的提高,抗张指数首先迅速增加,到12 000转后抗张指数开始微弱下降;耐破指数开始持续增加,到10 000转后耐破指数开始微弱下降;而撕裂指数则出现一直处于微弱波动,这一结果与前人研究较为一致(Parham et al., 1977)。
|
|

应拉木中纤维细胞壁含有胶质层,使得应拉木纸张之间的结合较为蓬松,纤维之间孔隙较大,从而降低了纸张力学性能。经过机械打浆后,纤维细胞壁受到挤压,细胞壁中形成更多的微孔隙,纤维表层也发生机械剥离;应拉木中胶质层的结构发生着同样的变化,而且可能出现了胶质层与其他细胞壁层脱离的情况。在这样的情况下,应拉木纤维形成的纸张之间的结合开始紧密,因此纸张力学性能得到有效提高(秦丽娟等, 2004;彭毓秀, 1994;杨淑蕙, 2001)。但是,当打浆转数到达一定数值后,纸浆纤维因为机械损伤的原因而降低了单根纤维力学性能,纸张力学性能均开始出现微弱降低。因此认为应拉木纸浆纤维在经过一定程度的打浆后,其形成的纸张性能可以接近正常木水平,但这种增长具有一定的上限,过高的打浆转数会降低单根纤维的强度,从而对纸张性能形成负面的影响。
3 结论制浆条件正交试验结果表明:正常木的最佳制浆条件为用碱量15%、最高温度164 ℃、最高温度保温时间75 min;应拉木最佳制浆条件为用碱量13%、最高温度160 ℃、最高温度保温时间45 min。用碱量对正常木和应拉木制浆得率和卡伯值影响的通径系数在不同水平上显著。
正常木和应拉木制浆造纸性能比较发现,应拉木比正常木制浆得率高、卡伯值低、纸张力学性能均低,且抗张指数和耐破指数差距较大(约2倍),而撕裂指数差距较小。正常木和应拉木之间卡伯值、制浆得率、抗张指数、耐破指数均在0.001水平上差异显著,撕裂指数在0.05水平上差异显著。结合纸张断口形貌分析认为,胶质层的存在使得应拉木纤维成纸时不容易扁平坍陷,极大地阻碍了成纸时纤维之间的结合,因此降低了纸张力学性能;但是,由于其胶质层纤维素含量很高,因此其制浆性能优于正常木。随着打浆转数的提高,应拉木纸张力学性能得以增强,且接近正常木纸张水平,但过高会降低纸张力学性能。
| [] | 柴修武. 1990. 灌溉对I-69杨木材性质和化学机械浆的影响. 林业科技通讯(10): 24–27. |
| [] | 杜煜. 2002. 中林杨-46制浆造纸性能的研究. 西北轻工业学院学报, 20(6): 37–41. |
| [] | 高慧, 詹怀宇, 付时雨. 2009. 欧美杨107杨正常木与应拉木木素结构的比较研究. 中国造纸学报, 24(2): 9–14. |
| [] | 邝仕均. 2004. 国际商品木浆的主要种类及其应用. 中国造纸学报(Z1): 161–167. DOI:10.3321/j.issn:1000-6842.2004.z1.025 |
| [] | 李金花, 宋红竹, 薛永常, 等. 2003. 我国制浆造纸木材纤维原料的现状及发展对策. 世界林业研究, 16(6): 31–35. |
| [] | 林治宪, 赵学融, 魏连江, 等. 1996. 一年生中林系号杨树全秆带皮材制浆造纸性能的研究. 第一部分:KP法和KP+ HUA法蒸煮制漂白化学浆.天津农学院学报, 3(4): 21–31. |
| [] | 刘光良. 1998. 我国高得率浆发展的方向——杨木高得率浆及草类高得率浆. 中华纸业(5): 8–12. |
| [] | 龙柱, 李建华, 王保, 等. 2005. 速生杨树龄及品种对APMP制浆的影响. 中国造纸, 24(1): 10–13. |
| [] | 牛敏, 高慧, 赵广杰. 2010. 欧美杨107应拉木的纤维形态与化学组成 . 北京林业大学学报, 32(2): 141–145. |
| [] | 彭毓秀. 1994. 纸的断裂韧性及其与纤维长度的关系. 中国造纸, 13(4): 11–15. |
| [] | 庞志强, 陈嘉川, 庞金宣. 2003. 窄冠杨黑11制浆性能初探. 中华纸业, 24(9): 33–34. |
| [] | 庞志强, 陈嘉川, 杨桂花. 2004. 不同树龄三倍体毛白杨纤维形态与制浆性能. 中国造纸, 23(5): 14–18. |
| [] | 秦丽娟, 陈夫山, 王高升. 2004. 纤维的性质对纸张性能的影响. 黑龙江造纸(1): 11–12. |
| [] | 屈维均. 1990. 制浆造纸实验. 北京, 轻工业出版社. |
| [] | 宋晓磊, 姚春丽, 王乐, 等. 2010. 不同地域欧美杨材性分析. 纸和造纸, 29(1): 26–40. |
| [] | 杨桂花, 庞志强, 王进喜, 等. 2005. 太青杨1号APMP制浆初探. 黑龙江造纸(1): 4–5. |
| [] | 杨淑蕙. 2001. 植物纤维化学. 3版. 北京, 中国轻工业出版社. |
| [] | 杨蕾, 姚春丽. 2007. 不同立地条件对欧美杨107材性及ASAM制浆性能的影响. 造纸科学与技术, 26(3): 8–13. |
| [] | 尹思慈. 1990. 木材品质和缺陷. . |
| [] | 王宏斌, 蒲俊文, 谢益民. 2004. 三倍体毛白杨AS-AQ法制浆技术研究. 北京林业大学学报, 26(1): 83–87. |
| [] | 王乐, 姚春丽, 宋晓磊, 等. 2010. 不同立地条件和不同树龄欧美杨107的化学组成和特性. 纸和造纸, 29(3): 36–30. |
| [] | 姚光裕. 1992. 杨木制浆方法简介. 纸和造纸(2): 11–12. |
| [] | 张久荣, 吴玉章. 2006. 人工林杨木利用现状及前景. 中国林业产业: 23–26. |
| [] | 张永贵. 1999. 6种杨树木材比重、白度、粗浆得率测定. 辽宁林业科技(2): 50–51. |
| [] | 张自敏, 邹红春, 李群, 等. 2004. 两种幼龄杨的化学组成及纤维形态与APMP浆的性能. 天津造纸(2): 9–18. |
| [] | 张黎, 赵荣军, 费本华. 2008. 欧美杨107杨木材纤维形态分析. 中国造纸, 27(5): 28–32. |
| [] | 张绮纹, 李金花. 2003. 杨树工业用材林新品种. 北京, 中国林业出版社. |
| [] | Badia M A, Mothe F, Constant T, et al. 2005. Assessment of tension wood detection based on shiny appearance for three poplar cultivars. Annals of Forest Science, 62(1): 43–49. DOI:10.1051/forest:2004093 |
| [] | Dadswell H E, Wardrop A B. 1955. The structure and properties of tension wood. Holzforschung, 9(4): 97–104. DOI:10.1515/hfsg.1955.9.4.97 |
| [] | Grzeskowiak V, Sassus F, Fournier M. 1996. Coloration macroscopique, Retraits longitudinaux de maturation et de séchage du bois de tension du Peuplier (Populusx euramericana cvⅠ.214.).. Annales des Sciences Forestieres, 53(6): 1083–1097. DOI:10.1051/forest:19960604 |
| [] | Miguel A B, Thiéry C, Frédéric M, et al. 2006. Tension wood occurence in three cultivars of Populus× euramericana. Part Ⅰ:Inter-clone and intra-tree variability of tension wood. Annals of Forest Science, 63(1): 23–30. |
| [] | Norberg P H, Meier H. 1966. Physical and chemical properties of the gelatinous layer in tension wood fibres of Aspen(Populus tremula L).. Holzforchung, 20(6): 174–178. DOI:10.1515/hfsg.1966.20.6.174 |
| [] | Parham R A, Robinson K W, Isebrands J G. 1977. Effects of tension wood on Kraft paper from a short-rotation hardwood(Populus "Tristis No1."). Wood Science and Technology, 11(4): 291–303. DOI:10.1007/BF00356927 |
| [] | Semen E, Kuo M, Su YC, et al. 2001. Physical properties of kraft pulp from four-years aspen hybrids and crosses. Wood Science and Technology, 33(1): 140–147. |
| [] | Snook S K, Labosky P, Bowersox T W, et al. 1986. Pulp and papermaking properties of a hybrid poplar clone grown under four management strategies and two soil sites. Wood and Fiber Science, 18(1): 157–167. |
| [] | Timell T E. 1969. The chemical composition of tension wood. Svensk Papperstidn, 72(6): 173–181. |
| [] | Vazquez Cooz I, Meyer R W. 2006. Cutting forces for tension and normal wood of maple. Forest Poducts Journal, 56(4): 26–34. |
| [] | Wardrop A B. 1956. The nature of reaction wood. Ⅴ. The distribution and formation of tension wood in some species of Eucalyptus. Australian Journal of Botany: 152–166. |
| [] | Wardrop A B, Dadswell H E. 1948. The nature of reaction wood Ⅰ. The structure and properties of tension wood fibres. Australian Journal of Scientific Research: Series B, Biological Siences, 1(1): 3–16. |
| [] | Wardrop A B, Dadswell H E. 1955. The nature of reaction wood Ⅳ.. Variations in cell wall organization of tension wood fibres. Australian Journal of Botany, 3(2): 177–189. |
| [] | Watson A J, Dadswell H E. 1961. Influence on fibre morphology on paper properties. I. Fiber length. Appita, 14: 168–176. |
| [] | Watson A J, Dadswell H E. 1964. Influence on fibre morphology on paper properties. 3. Length:diameter(L/D)ratio. Appita, 17: 146–150. |