 2012, Vol. 48
2012, Vol. 48文章信息
- 傅万四, 周建波
- Fu Wansi, Zhou Jianbo
- 竹质OSB中试线的运行试验及优化
- Running Test and Optimization of Bamboo OSB Medium Experimental Line
- 林业科学, 2012, 48(3): 164-169.
- Scientia Silvae Sinicae, 2012, 48(3): 164-169.
-
文章历史
- 收稿日期:2010-09-03
- 修回日期:2010-11-11
-
作者相关文章


OSB(oriented strand board)是采用施加胶黏剂和添加剂的扁平窄长刨花经定向铺装后热压而成的一种多层结构板材(华毓坤,2002),其组成单元采用多层木片交叉叠压结构,具有强度高的特点。在北美和欧洲,OSB被公认为是发展速度快、最有生机和技术成熟的一种板材,尤其是在建筑业,OSB作为首选建筑板材,用于墙面、楼面和屋面等部位;同时也有相当部分用于包装箱的箱板、底板托盘垫木及车船制造材料(傅万四,2008; 晓义,2005)。
竹质OSB(bamboo oriented strand board, BOSB)是一种以竹材为原料,通过专用设备加工成一定形态规格的刨花,经干燥、施胶和专用设备将竹质刨片纵横交错定向铺装,经热压成型后的一种新型人造板(傅万四,2008)。
本文基于竹类植物的结构、性能特点以及竹质OSB技术工艺,开发出了竹质OSB生产的相关设备,并建成了国内第一条竹质OSB中试生产线。该中试线能生产出工业用竹质OSB,使竹质OSB工业化生产和大规模利用成为可能。
1 竹质OSB中试工艺路线竹质OSB的制备工艺流程包括竹刨花单元的制备、竹刨花干燥、施胶、定向铺装、热压、最终冷却加工成竹质OSB成品,工艺流程如图 1所示。针对竹材特殊的生理、物理结构,具竹节、直径小、壁薄中空、尖削度大、竹刨花较薄、形状较规整、易破碎等特点,开发了竹材OSB刨片机、竹材OSB拌胶机和竹质OSB铺装机等竹质OSB中试生产线关键设备。其他中试设备通用木材OSB生产相关设备(傅万四等,2009)。

|
图 1 竹质OSB中试工艺流程 Fig.1 The process flow of bamboo OSB |
鉴于竹材的特殊构造,为了实现竹质OSB工业化生产,中试线中关键设备为竹材OSB刨片机、竹材OSB拌胶机和竹质OSB铺装机。国家林业局北京林业机械研究所和镇江中福马机械有限公司、新会中集集装箱木地板有限公司共同合作完成了竹质OSB中试线建设,进行了中试生产并优化。
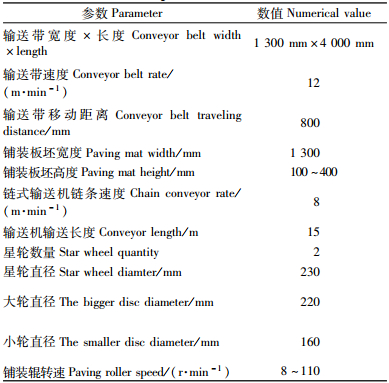
2.1 竹质OSB刨片机为了把竹青对刨花胶合的影响降到最低,以及生产机械自动化的需要,在竹材削片方式的设计中,对竹材进行径向切削。与木材相比,竹材不具有实心,竹材纤维间结合强度和韧性较低,在刨片过程中易发生刨片撕裂的现象,因此不能采用木材削片常用的盘式或鼓式削片机,在竹质OSB生产中采用外环式削片原理,对进入削片机内的竹材毛坯进行三面定位限制,从而开发出竹质OSB刨片机,提高竹刨花刨切质量。其主要参数如表 1所示。
|
|

设计原理为:刀环高速旋转,通过安装在环上的刀片对竹材进行切削。在切削过程中,刀环内浮动上压板和刀环内固定下压板随刀环的移动同步平行移动。在固定的弧形靠板作用下,竹材毛坯被压向刀环,实现定厚定长切削。继续进给刀环与竹材毛坯,完成一个冲程的切削。随后刀环、刀环内浮动上压板和刀环内固定下压板同步快速返回起始位置,等待竹材毛坯纵向进给一次切削量,继而进行下一冲程的切削,如此往复,如图 2所示(傅万四等,2009)。

|
图 2 竹质OSB刨片机工作原理 Fig.2 The processing mechanism of bamboo OSB flaker 1.弧形靠板Arc baffle; 2.竹材毛坯Piling up of bamboo pieces; 3.刀环内浮动上压板Floating platen; 4.刀环Cutting-ring; 5.刀环内固定下压板Fixed platen. |
竹质OSB刨片机的中试试验采用新鲜毛竹(Phyllostachys edulis),按统一长度截断。截断后竹材进行剖分,剖分的宽度在40~70 mm左右,并去除竹节。分别采用竹坯中竹青向下和竹青向上2种摆放状况。竹坯的摆放方向与进料方向平行,层层铺叠,在输送机整个宽度方向上都布满竹坯,竹坯的码放高度在300 mm以上。用照片和摄像记录整个切削过程、竹坯形状及刨花形态。调整进给的速度,记录电流的变化值以及刨花形态的区别。试验结束后,对试验的过程进行分析和讨论,并对刨片机进行优化改进。
切削试验显示,竹质OSB刨片机割刀间距从105 mm调整为160 mm后,刨花质量并未得到明显提高。因此,通过大量试验及成本计算,刨片机刀环割刀的优化间距为105 mm。同时,优化设计了进料链式运输机的压轮、上压紧装置的压紧部分, 增加了刀环进给时的数字显示, 改进程序使刨片机各个动作间更加紧凑, 解决了刀环的漏料、压刀块的返修等问题, 提高了刨花的质量(傅万四等,2007; McKenzie, 1961; Franz, 1958)。
优化生产后,对切削的竹刨花进行了分级分析,制造的竹质OSB各项指标均已达到或高于定向刨花板OSB/4(承重载板材,适用于潮湿状态条件下)标准。如图 3所示。

|
图 3 竹质OSB刨片机 Fig.3 The bamboo OSB flaker a.刨片机外形Outside diagram; b.刨片机主轴及驱动Spindle and drive; c.刨片机进料口Feeding port; d.刨片机出料Discharge hole. |
在竹质OSB的生产过程中,为了提高施胶质量、大规模生产以及尽量减小竹片破损率,采用OSB常用的辊筒连续式雾化拌胶机。为保证工艺要求,相对木质OSB而言,竹质OSB中试线所用的辊筒连续式雾化拌胶机必须进行技术改进:由于竹质OSB刨花形态较大,为了满足施胶量和施胶均匀性的要求,应增加喷嘴数量和增大喷嘴出口到拌胶机中刨花高度距离。
竹质OSB拌胶机的主体为一个具有给定直径和长度、内部装有抄板的圆筒,由4只托轮支撑,用摩擦轮传动,无级调速。将竹刨花置于圆筒内翻转,胶液用压缩空气雾化,通过此过程,既可使竹刨花表面尽量均匀涂上胶黏剂,又可以避免竹刨花尺寸受到损害。
竹质OSB拌胶机对竹刨花着胶均匀。该机为中空结构,因此不会对刨花产生太多的破碎,对刨花形态影响小(Carll, 1998)。另外,刨花随辊筒的转动上下翻动,相互间有一定的摩擦作用,有利于竹刨花间胶液的移动,使胶液分布得更加均匀,如图 4所示。

|
图 4 拌胶机 Fig.4 The glue blender a.拌胶机外形Outside diagram; b.储胶容器Glue container; c.传动系统Drive system. |
竹质OSB定向铺装机的铺装头由圆盘铺装头和星形铺装头组成。长轴上圆盘之间的距离可调整,可对竹刨花进行分级,使大尺寸、长刨花定向铺装在表面,增加了定向结构板的性能。特长的竹刨花从给料系统降落到圆盘上面,开始受到重力、圆盘摩擦力及竹刨花相互间碰撞力的综合作用,随着圆盘的同向旋转而运动(罗伯特·路德等,2004; 谢静华,2010; 盛振湘,2007)。这时,竹刨花趋向于纵向排列的部分,如图 5所示。

|
图 5 定向铺装机 Fig.5 The oriented former a.定向铺装机外形Outside diagram; b.铺装头Paving head; c.进料装置Feeder unit. |
竹刨花首先从各圆盘间隙中降落下来,从而实现竹刨花的纵向铺装。星形铺装头在一个小直径圆筒上安装上10多片导板,当刨花掉在星形定向头中时,刨花自动在导板中躺下而定向,然后随星形定向头的转动使刨花横向掉在铺装流水线上,从而实现竹刨花的横向铺装。
通过在往复运动的垫板上来回纵横向铺装,在中试中3层定向铺装即纵向铺装→横向铺装→纵向铺装即可(言智钢等,2009),从而实现定向竹刨花的多层定向铺装。竹质OSB定向铺装机主要性能参数如表 2所示。
|
|
在中试过程中,针对不同形态的竹刨花,为确保竹质OSB定向铺装的质量,对定向铺装机进行如下技术优化:
1) 根据竹刨花的形态对定向铺装机星形槽之间的距离进行优化;
2) 根据竹刨花的形态对圆盘定向头之间的距离进行优化;
3) 调整优化定向头与毛坯板之间的高度,即定向铺装高度。
3 竹质OSB中试线运行试验在完善竹质OSB中试线的组装、调试优化后,对竹质OSB中试线进行了大量的运行试验。
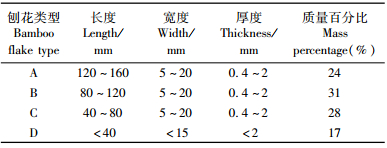
3.1 刨片刨片以采自湖南湘潭3~5年生不同直径的毛竹为材料,先将毛竹剖开、叠片组坯送入竹材刨片机的进给系统及刨切室进行刨切加工。考虑到一般OSB刨花长度要大于40mm,对所得竹刨花形态尺寸进行筛选后分级,结果列于表 3中。从表中可以看出:竹刨花的长度主要集中在40~160 mm,约占刨花总质量的83%,其中,长度为120~160 mm较长竹刨花占总竹刨花总质量的24%,如图 6所示。
|
|

|
图 6 刨片机刨切竹刨花长度分级 Fig.6 The length of machining bamboo flake classification a.120~160 mm; b.80~120 mm; c.40~80 mm; d. < 40 mm. |
由于竹材纤维之间的结合力相对较弱以及密度和含水率等原因,在竹材刨片机高速切削的过程中会不可避免地造成竹纤维撕裂、竹刨花超前劈裂及剥落现象的发生,因此并不能完全得到理想竹刨花尺寸。刨切所得的竹刨花,竹青平均分布在刨花的边缘,这就避免了竹青集中在某一刨花上而影响胶合性能。试验证明:竹质OSB工艺要求的较为理想的竹刨花长度为40~160 mm,占总竹刨花质量的83%。这类刨花的长度和厚度能达到最优化工艺,使生产出来的竹质OSB具有优化的力学强度。
3.2 干燥将刨切好的竹刨花放入干燥窑,干燥至含水率5%左右。相比木质刨花而言,竹质OSB刨花较薄、较规整,在实际生产过程中更容易破碎,因此在干燥过程中应快速干燥,尽量减少竹质OSB刨花的破损率。
由于竹质OSB刨花较薄、较规整的特点,为了减少干燥对竹质OSB刨花变形和后序施胶以及成型的影响,应减少干燥应力对刨花引起的变形问题,因此使用干燥介质的温度应比木质刨花的低;且较于木质刨花,竹质OSB刨花更易着火,因此干燥系统中应配备防火防爆安全控制系统。
3.3 施胶中试过程中,为了验证所有刨花的可用性,在干燥后省去了刨花分选这一步骤,将干燥好的刨花直接进行施胶。在最佳工艺条件下所试制的竹质OSB,采用MDI时,各项性能指标相对较高,但提高的程度非常微小,可认为,在最佳工艺条件下采用MDI和PF 2种胶黏剂所生产的竹质OSB性能接近。依照国家定向花板林业行业标准LY/T 1580—2000(OSB/4), 中试生产中确定竹质OSB的MDI施胶量为3%,PF施胶量为8%,采用手持式雾化器喷胶方式进行施胶。
3.4 定向铺装中试过程中, 按照竹质OSB板坯结构表层、芯层、表层质量比为3:4:3的分布方式进行铺装,其中表、芯层的竹刨花是各级均匀混合料。铺装后,竹质OSB厚度方向是单一均匀结构,沿一个方向有规律地排列,邻层的定向铺装成垂直交错。表面层竹刨花沿着纵向方向定向排列铺装,芯层竹刨花沿着横向方向定向排列铺装,这样有利于提高竹质OSB的强度和物理性能参数,图 7为定向铺装现场。

|
图 7 定向铺装现场 Fig.7 The oriented forming |
中试生产的竹质OSB厚度小于48 mm,采用一般木质刨花板多层热压机进行热压成型。热压参数为温度160 ℃、热压压力2.5~3.5 MPa。热进热出方式分段热压。
通过热压冷却后,将竹质OSB进行砂光便得到竹质OSB成品,如图 8所示。

|
图 8 竹质OSB成品 Fig.8 Bamboo OSB |
由于竹质OSB一个重要的用途是用于承重的集装箱地板,因此试验按照适用于潮湿状态条件下的承重载板材OSB/4标准对中试生产的产品进行主要物理力学性能测试,相关测试参数如表 4所示。可见竹质OSB的静曲强度、弹性模量、内结合强度、水煮2 h后强度均高于OSB/4类标准,其中平行静曲强度高出标准超过50%,可用作承重板材及相应的工程材料,适用于潮湿状态条件下的集装箱地板。这说明在一定的条件下,中试生产的竹质OSB力学强度要优于木质OSB,并通过了国家人造板及木竹制品质量监督检验中心的认证,主要物理力学指标达到了LY/T 1580—2000(OSB/4) 标准。
|
|

1) 基于竹材特殊的生理、物理结构,开发了竹材OSB刨片机、竹材OSB拌胶机和竹质OSB定向铺装机等关键设备,建立了竹质OSB中试线。
2) 竹质OSB中试线经较长时间运行考验及优化,运行平稳,试车效果良好。
3) 中试线生产的竹质OSB,主要力学性能指标均能不同程度高于定向刨花板林业行业标准LY/T 1580—2000(OSB/4)。
4) 在实际的生产过程中,需要进一步优化刨片机割刀的间距,根据竹刨花的形态优化定向铺装机星形槽之间的距离和圆盘定向头之间的距离,并调整定向铺装高度。
5) 应用试验表明竹质OSB中试线建立及优化是合理、有效的。
| [] | 傅万四, 沈毅. 2007. 竹材OSB刨片机. 中国专利: ZL200720186920. 2. http://industry.wanfangdata.com.cn/dl/Column/Paper?f=detail&q=%e5%85%b3%e9%94%ae%e8%af%8d%3a%22%e7%bb%93%e7%89%87%e6%9c%ba%22+DBID%3aWF_QK |
| [] | 傅万四. 2008. 竹材定向刨花板制造技术研究. 北京, 中国林业出版社. |
| [] | 傅万四, 周建波. 2009. 竹质OSB关键制造技术探究. 林业机械与木工设备, 37(2): 23–28. |
| [] | 华毓坤. 2002. 人造板工艺学. 北京, 中国林业出版社. |
| [] | 罗伯特路德, 郭东升. 2004. 两工段定向刨花板(OSB)和均质刨花板的刨花制备技术—来自德国迈耶(Maier)公司的木材加工技术. 第三届全国人造板工业科技发展研讨会演讲论文专集: 59–68. |
| [] | 盛振湘. 2007. 我国定向刨花板生产工艺的选择与探讨. 中国人造板(10): 15–18. |
| [] | 晓义. 2005. OSB板材国外发展现状及在我国发展前景. 人造板通讯(10): 30–31. |
| [] | 谢静华. 2010. 定向刨花板生产工艺特点及应用. 林业机械与木工设备, 38(1): 44–45. |
| [] | 言智钢, 盛振湘. 2009. 定向刨花板生产工艺问题探讨. 林产工业(3): 33–34. |
| [] | Carll C. 1998. Flake storage effects on properties of laboratorymade flakeboards Res. Note FPL-RN-267.Madison, WI: U.S. Department of Agriculture, Forest Service, Forest Products Laboratory: 1–10. |
| [] | Franz N C. 1958. An analysis of the wood-cutting process. Ph D Thesis, University of Michigan Press, Ann Arbor. |
| [] | McKenzie W M. 1961. Fundamental analysis of the wood cutting process. Dept of Wood Tech, School of Natural Resources, University of Michigan, Ann Arbor. |