 2011, Vol. 47
2011, Vol. 47文章信息
- Zhao Jun, Wang Xiangming, Chang Jianmin, Yao Yan, Cui Qi
- 赵君, 王向明, 常建民, 姚燕, 崔琪
- Interaction and Correlation of Variables on Wood-Rubber Functional Composites Manufacturing
- 木材-橡胶功能性复合材料制造工艺主要影响因素的交互作用和相关性
- Scientia Silvae Sinicae, 2011, 47(3): 146-155.
- 林业科学, 2011, 47(3): 146-155.
- DOI:
-
文章历史
- Received date: 2009-04-23
- Revised date: 2009-07-01
-
作者相关文章


2. Composite Wood Products-Adhesives FP Innovations-Forintek Division QC Canada G1P4R4;
3. Collage of Material Science and Technology, Beijing Forestry University Beijing 100083
2. 加拿大国家林产工业技术研究院 魁北克 G1P4R4;
3. 北京林业大学材料科学与技术学院 北京 100083
With the rapid development of the economy, and the increasingly demand of automobiles, a severe problem will be confronted: the dilemma between environmental pollution from waste tire and the shortage of rubber resources (Jiang, 2005).In order to decrease "black pollution" and protect environment, it is necessary to develop novel composites with waste tire as raw material would be one of approaches.
Wood, a natural cellulose composite material of botanical origin, possesses unique structural and chemical characteristics.The level of suitability for a given end use (i.e.wood quality) is frequently determined by the wood response to imposed physical and chemical treatments.Wood is characterized as having low specific gravity, high specific strength, inexpensive materials, and are associated with low processing costs.Despite its many useful properties, wood also possesses some disadvantages like variation of properties, liability to distortion from absorption of moisture and to damage by attack with fungi and insects etc.Waste tire rubber has hardness and elasticity properties superior to those of natural rubber, good resistance to weathering, and can be used for preventing impact damage.Moreover, it is possible to use tire in almost any environmental conditions and in any climate, due to their ability to withstand both hot and cold, and to their anti-caustic and anti-rotting properties.
Therefore, WRC will have multi-functional properties due to the presence of both wood and rubbers, which are possible to be used them for some special applications.Some study on making WRC have been made in the past.Yang et al.(2004) used methylene diphenyl diisocyanate(MDI) resin as binder to manufacture straw-rubber composites and found that the new composite showed better sound insulation, corrosion resistance.Ismail et al.(2001) carried out a study on manufacturing oil palm fiber-rubber composites.They observed that tensile strength, module of tensile, and rigidity of the composites were partially improved as the amount of MDI adhesive increased.The composites reached the standard requirements when over 15% MDI was used.Song et al.(1997) also studied wood-recycled waste tire rubber composite and their test results showed that the ratio between wood fiber and rubber crumbs, the amount of MDI had significant influence on mechanical properties of composites.
The above studies indicate the use of MDI will significantly increase the production cost.And MDI possesses single —NCO binder, so —NCO organic binder would be consume by water moisture in wood and rubber.The purpose of this study was to explore the feasibility of using more —NCO group as PMDI and UF combination binder system for manufacturing woodrubber composites.This resin system would take advantages of the strong bond quality for PMDI and the low cost for UF resin.Through analysis of interaction and correlation of independent variables (pressing time, temperature and board density) will allow to optimize the board manufacturing condition for achieving high quality panel.
1 Materials and methods 1.1 MaterialsWood species used in this study was larch (Larix gmelinii) obtained from Daxing'an Mountain, Inner Mongolia of China.An analysis of particle geometry indicated that particle length ranged from 3 to 25 mm, width from 1.0 to 2.5 mm, and thickness from 0.2 to 0.8 mm.Particle moisture content was between 6%-9%.Rubber crumbs were prepared from waste tire with reinforced tendons being mechanically removed prior to grinding.The average diameter of rubber crumbs was 5 mm.Both commercial PMDI and UF resins were used as binder in this work.PMDI and UF resins are applied separately.A 6% PMDI for rubber crumbs and a 10% UF (solid basis) for wood particles were used through the experiment.The weight ratio of wood particles to rubber crumbs was 60: 40.
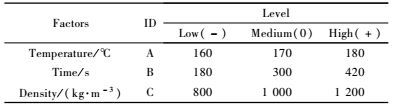
1.2 MethodsResponse surface design (Design-Expert 7.01) was used in the experiment design.For three factors and three levels per factor shown in Tab. 1, DesignExpert yielded a total of 17 runs in a random order.At least four specimens were tested for each value reported in the experiment.
|
|
Each value represented an average of three measurements for each test dry specimen in condition 20 ℃ in room temperature, relative humidity 65%.Mechanical properties of WRC were obtained by test specimens according to GB/T 17657-1999 test methods of evaluating the properties of wood based panels and surface decorated wood based panels, GB/T4897.2-2003 Particleboard———Part 2: requirements for general purpose boards for use in dry condition.
2 Analytical versus experimental results 2.1 Influence of interaction of hot press time and temperature on MORThe test results are observed in Tab. 2.The influence of hot press time (180-420 s) and hot press temperature (160-180 ℃) at the board density of 1 000 kg·m-3 on MOR property is illustrated in Fig. 1.When the press time kept at 180 s, MOR increased quickly with an increase in the temperature.When the temperature reached 170-175 ℃, the optimal MOR was obtained, and then began decreasing after at 175 ℃.At 420 s of hot press time, MOR increased slowly with increasing the press temperature.The MOR reached to the maximum value at approximately 170 ℃, and then started decreasing rapidly.In terms of the press time, the MOR increased more rapidly with increasing the press time at 160 ℃ of press temperature.The MOR reached the maximum MOR at approximately 300 s, and then slightly increased until at 360 s.After that, the MOR decreased.For the effect of mutually interacting independent variables (the press time and temperature), the maximum MOR value was observed at 170 ℃ for press temperature and 300 s for press time.And there was significant influence between two independent variables(the press time and temperature).Thus, there is no remarkable correlation between hot press time and temperature.
|
|


|
Fig.1 3D graphic surface and linear plot of MOR as affected by the press time and temperature |
MOE increased quickly with the rise of temperature when the press time kept at 180 s as shown in Fig. 2.The MOE reached the optimal value at the temperature round about 170-175 ℃, and then began to decrease.Meanwhile, at hot press time of 420 s, MOE increased slowly.The maximum MOE value was obtained when the temperature reached 170-175 ℃, and then began to decrease rapidly.Regarding the press time, the MOE changed more rapidly with the press time when the temperature kept at 160 ℃.The maximum MOE value was obtained at 300 s, and MOE remained constant until at 360 ℃, and then started to drop.For the effect of mutually interacting independent variables(the press time and temperature, the largest MOE value was also obtained at about 170 ℃ and 300 s).And there was significant influence between the press time and temperature, and there is no correlation between hot press time and temperature.

|
Fig.2 3D graphic surface and linear plot of MOE as affected by the press time and temperature |
IB increased quickly with increasing temperature when the press time was kept at 180 s as shown in Fig. 3.At 170-175 ℃, IB reached the maximum value, and began to slightly drop after at 175 ℃ and at 420 s.IB slightly increased and the maximum value was obtained at 170 ℃, and then began rapidly decrease afterwards.In regard of the press time, IB increased more rapidly with the press time at 160 ℃, the maximum IB value was obtained at 300 s.After that IB began quickly drop.For the effect of mutually interacting independent variables (the press time and temperature), the highest IB value was also taken at 170-175 ℃ and 300 s.And there was some influence between the press time and temperature, and there is no correlation between hot press time and temperature.

|
Fig.3 3D graphic surface and linear plot of IB as affected by press time and temperature |
At the target board density of 1 000 kg m-3, the short press time (180 s) and the low press temperature (160 ℃) resulted in lower MOR (10.9 MPa), MOE (1 534 MPa), and IB (0.59 MPa).The mechanical properties of composites at these conditions were relatively poor, which was likely attributed to the unadequate curing of UF resin.The MOR, MOE and IB increased with the increase of the press time and temperature, and their maximum values were obtained at the time of probably 300 s, and temperature of approximately 170 ℃.It was believed that at this optimal pressing condition, both PMDI and UF resins were fully effective cured.Thus, the mechanical bonding between UF and wood, and chemical bonding among PMDI and rubber crumbs were formed.In addition, the PMDI was capable to chemically react with UF, water, and hydroxide groups of wood to make strong bonds between the rubber crumbs and wood particles.Hydroxide groups are basic elements to make wood surface polarized, the stronger the polarity is, the easier it form bonding with adhesives.Hydrogen bonds which from the combination of hydroxide groups are not active compared to dissociated hydroxide groups, but the high hot press temperature could destroy this combination and make hydroxide groups available to react with various polarized groups through increasing the surface free energy of wood (Rowell et al., 1981).A negative impact on board strength properties was observed with further increasing press time and temperature.This implies that either extreme high temperature or long press time will cause the decrease of the surface energy and reduce the bond ability between wood and adhesives.Moreover, the extreme high temperature may lead to carbonization of rubber and wood particles, or over curing of adhesives, which also results the poor bond quality of rubber/wood composite panel.
2.5 Influence of interaction of density and hot press temperature on MORAt 300 s of hot press time, and 800 kg·m-3 or 1 200 kg·m-3 of board density, MOR increased with an increase in press temperature till 170 ℃, and started decreasing.Fig. 4 shows there was no mutual interaction between density and the press temperature.There was complete correlation between hot press temperature and density.

|
Fig.4 3D graphic surface and linear plot of MOR as affected by density and hot press temperature |
Tab. 2 indicates that MOR reached 8.1 MPa at the density of 800 kg·m-3 and temperature of 160 ℃.MOR increases rapidly with the increase of density.When the density reached the range 1 000-1 100 kg·m-3, the MOR reached the maximum value, thus this density was optimal for the MOR.When the density increased continuously, MOR decreased slowly.Fig. 4 also shows board density had a remarkable impact on MOR, however, the temperature had a less influence on MOR property.
2.6 Influence of interaction of density and hot press temperature on MOEMOE increased quickly with the rise of temperature when the density was set at 800 kg·m-3.When the temperature reached 170-175 ℃, MOE reached an optimal value, and then began to decrease afterwards.Meanwhile, when density was set at 1 200 kg·m-3, MOE increased slowly.The maximum MOE value was obtained at about 170 ℃, and then began decrease slowly afterwards.In regard of the board density, Fig. 4 also exhibits change of MOE was more sensitive to the density.When the density reached 1 000 kg·m-3, the maximum MOE value was obtained and MOE nearly kept the constant until at 360 ℃, and then began to drop.Therefore, there is no correlation between hot press time and temperature.For the effect of mutually interacting independent variables (the density and the press temperature), the largest MOE value was also obtained at approximately 170 ℃ and 300 s.There was significant interaction between the density and the press temperature.Board density and the press temperature had a remarkable effect on MOE, particularly the density.

|
Fig.5 3D Graphic surface and linear plot of MOE as affected by density and hot press temperature |
IB increased slowly with the rise of temperature when the density was set at 800 kg·m-3.When the temperature reached 170 ℃, IB reached an optimal value, and then began to decrease afterwards.Meanwhile, when the density was set at 1 200 kg·m-3, a similar trend of IB as influenced by the press temperature was observed for that at 800 kg· m-3.In regard of the board density, Fig. 6 illustrates change of IB was more sensitive to the density change.The maximum IB value was obtained when the density reached about 1 000 kg·m-3.After that the IB began slump.Therefore, there is near correlation between the density and hot press temperature.For the effect of mutual interaction of two independent variables (the density and the press temperature), the highest IB value was also obtained at approximately 1 000 kg·m-3 for density and 170-175 ℃ for the press temperature.Board density had more influence on IB than the press temperature.

|
Fig.6 3D Graphic surface and linear plot of IB as affected by density and hot press temperature Analysis for density effect on mechanics properties of composite |
Board density is a main factor determining composite properties.It is well-known that wood cell wall is the main structure to bear load in the wood composites, so the increase of density means the increase of materials and improvement of contacts between particles.When the density an extreme high density is used, the original structures of some wood particles could be destroyed due to the great pressure stress.The rubber crumbs may not be significantly damaged at the great pressure, but the stress concentration could be generated, so the rubber crumbs would absorb a large amount of energy during the deformation.This is because rubber consists of long flexible chain-link molecules with many repeating units which can rotate freely about their backbone bonds.The stress concentration will reduce bending strength properties of composite.In general, wood particles play a critical role in improving mechanical properties of composites due to their higher strength compared to rubber crumbs.In this study, the rubber crumbs filled the gaps between wood particles, would make only a little contribution to the strength of the composites because of their low strength and large deformation.Above a certain limit of board density, the load may not be effectively transferred from the interface zone of wood-rubber to wood particles and result in an interface breakage.Therefore, MOR, MOE, and IB of composites could be reduced rather than increased when density surpasses the certain value.
2.8 Correlations of board density and press time with MOR, MOE and IBCorrelations of board density and press time with MOR, MOE and IB were examined by an ANOVA analysis.Based on the experimental results shown in Tab. 2, the correlation coefficients were 0.375 for MOR, -152.5 for MOE, 0.012 5 for IB.For the effect of mutually interacting independent variables(the density and the press time), In terms of MOR, there was some influence between the density and the press time, but the effect was insignificant.Therefore, there is no correlation between the density and the press time.As regards MOE, there was more significant influence between the density and the press time.Therefore, there is no correlation between the density and the press time.For IB, there wasn 't almost influence between the density and the press time.Therefore, there is great correlation between the density and the press time.
2.9 Conicoid regression model and optimization of density, temperature, time for MOR, MOE and IBWith numerical optimization in Design-Expert of RSM, significant conicoid regression models were established to estimate each individual board property (MOR, MOE, and IB) as influenced by independent variables (press temperature, press time, board density).Based on the analysis of variance (ANOVA) for response surface models, the equations, in terms of actual factors, can be provided as follows.In the following equations, press temperature (A) varies rang 160 ℃ to 180 ℃, hot press time (B) varies rang 180 to 420 s, and board density (C) varies rang 800 kg·m-3 to 1 000 kg·m-3.The optimal conditions of hot press temperature, time and board density for achieving the desired board properties are given in Tab. 3.
|
|

The calculated optimum concentrations of the three independent variables were predicted to attain a maximum MOR value 15.615 MPa, MOE value 2 409.6 MPa and IB value 1.092 MPa.A verification experiment performed under these optimal conditions showed actual maximum strength properties according to the results of summary of experiment optimization for MOE, MOE and IB.The statistical analysis of the design shows a high precision of the polynomial model that reflects high degree of fitting between predicted and experimental data.This great similarity between the predicted and observed results reflects the accuracy and applicability of the Box-Behnken model in the optimization processes (Bloor et al., 1991; Teruel et al., 1997).These factors were estimated using the polynomial model (Tab. 2) fitted to the obtained results.
The conicoid regression model equation of MOR:
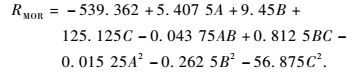
|
The conicoid regression model equation of MOE:
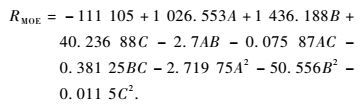
|
The conicoid regression model equation of IB:

|
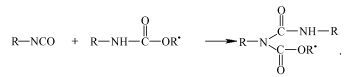
Isocyanate resins contain isocyanate-groups (—N=C=O), which play a dominant role for its chemical properties.The resonance structures of isocyante are shown in equation (1).Isocyanate reactions mainly occur through addition to C=N double bond.An active hydrogen atom-containing nucleophilic center attacks the electrophilic carbon atom and active hydrogen is added to the nitrogen atom

|
(1) |
The interaction mechanisms between PMDI and waste tire rubber, wood and water were intensively studied by using advanced analytical methods, for instance, fourier transform infrared spectroscopy (FTIR), scanning electron microscopy (SEM).Rubber and wood are all complex systems, plentiful in various isocyanate-reactive groups, including hydroxyl, water, amidocyanogen groups.Chemical and physical processes could affect PMDI and the groups possessing high activity, resulting in the formation of three dimensional network structures due to the cross-link reactions between the above-mentioned active groups and isocyanate groups.The main reactions are presented as follows.
3.1 Reaction between PMDI and woodThe reaction between polyisocyanate and wood is due to the —NCO group in PMDI and —OH in wood containing cellulose, and so on, reactive results as shown in equation (2), (3).Hydroxyl groups are able to completely react with —NCO in PMDI to produce urethane or urea linkages, and produce crosslinking and branching action so that coupling cross compound further promote to be solidified.Then in the alkali cement medium, the excess PMDI is probably consumed by the urethane groups to form allophanate.Also the excess PMDI can be consumed by urea groups to form biuret.

|
(2) |
|
(3) |
PMDI adhesive content accounted for only approximately 15% of rubber crumb weight by incorporating in WRC.—NCO and —OH make sufficient reaction, so Fig. 7 displayed a weak absorption peaks to FTIR spectra value is 3 484 cm-1 for —OH, characteristic absorption peak value of PMDI (2 270 cm-1) already disappeared.Experiment result revealed —NCO groups complete were depleted and produced urethane or urea linkages (1 730 cm-1) which value of peak become significantly strong absorption peak.

|
Fig.7 FTIR spectra for effect on —NCO and —OH groups |
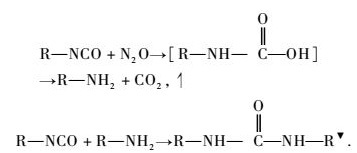
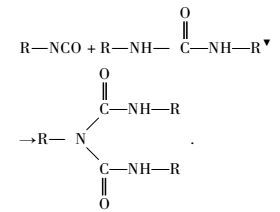
Wood contains much water, the reaction of PMDI with water is known as the blowing reaction for the manufacturing polyurethane foam.Initially, carbamic acid is formed and then it decomposes into carbon dioxide and the corresponding amine, which immediately reacts with diisocyanate, yielding urea, the further reaction leads to produce biuret.
|
(4) |
|
(5) |
There are physical and chemical binding between high active coupling link of PMDI and rubber crumbs, so strong strength interfacial layers were formed on rubber(as showed in Fig. 8a).As oxygen atoms take on more the effect of electronegativity, so oxygen atoms become nucleophilic center to attract active hydrogen.There are large numbers of C—H— bonding in vulcanized tire rubbers, so —NCO and —H—X in rubber take nucleophilic addition reaction, nucleophilic addition reaction is presented as follows.

|
Fig.8 A interfacial bonding between rubber crumb and wood particle |

|
(6) |
On the other hand, strong physical mechanical bonding is formed between PMDI and rubber as PMDI adhesive and acetone used as solvent implement intensively swelling action to affect on surface on rubber.Moreover, small PMDI molecules penetrate into rubber so powerful interpenetrating polymer network should be formed.Meanwhile, surface energy and surface wettability for rubber should be promoted to generate more strong strength as effect on PMDI and acetone swelling action.
3.4 Interfacial surface layer between rubber and wood in WRCThe microcosmic study was to investigate the structural behavior for WRC, there are strong smoothing interfacial layers through PMDI-UF adhesive incorporation produced an unstratified interpenetrating network in Fig. 8, the high performance composite be formed better fixation of rubber and wood to the surface of the adherends thus improving the bonding property (Fig. 8b).
In terms of strong and durable bonds between PMDI and tire rubber and wood, the swelling and interpenetrating of PMDI by the surfaces of wood and rubber plays an important role.The absorbed PMDI are able to react with moisture and the groups with the above-mentioned active hydrogens existing in rubber and wood, resulting in the formation of the polymer network interpenetrating into the rubber and wood.The unstratified interpenetrating network in RWC will induce the formation of the strong composites consisting of wood and waster tire rubber.The high performance composite will mainly be applied as forest product industry, building material and functional materials.
4 ConclusionsThe experiment was conducted to determine the feasibility of manufacturing of wood-rubber composites.Through an analysis on correlation and interaction of independent variables and their effects on MOR, MOE and IB, the results indicated that board density had the most significant influences on IB and MOE, MOR; interactions among independent variables significantly affected MOR and MOE property.The significant conicoid regression model equations were established for IB, MOR and MOE.The calculated optimum value of conicoid regression model equation and analysis of 3D graphic surface exhibit that the optimal composite manufacturing variables for making high quality woodrubber panel would were about 170 ℃ for press temperature, about 300 seconds for press time, and about 1 000 kg m-3 for board density, respectively.In addition, the microstructure of WRC was deep examined using a scanning electron microscope (SEM), microstructure of the interface zone of woodrubber were also displayed.Moreover, the physical and chemical mechanism effects of WRC were developed.The results indicated that mechanical properties of WCR with the high activity PMDI-UF binder system are excellent, and possessing better multifunctional properties of impact resistance, soundproof, heat preservation, and energy conservation edc.
Bloor S, England R R. 1991. Elucidation and optimization of the medium constituents controlling antibiotic production by the cyanobacterium Nostoc muscorum[J]. Enz Microb Technol, 13(1): 76-81. DOI:10.1016/0141-0229(91)90192-D |
Ismail H F, Jaffri R M, Rozman H D. 2001. Oil palm wood flour filled natural rubber composites: the effects of various bonding agents[J]. Intern J Polymeric Mater, 49: 311-322. DOI:10.1080/00914030108039782 |
Jiang Z Y. 2005. Status quo, problems and countermeasure for recycling of waste and used tyres in China[J]. Utilization of Tyres Resources in China, 6: 6-8. |
Rowell R M, Ellis W D. 1981. Bonding of isocyanates to wood. American Chemical Society Symposium Series 192 Washington, DC Chapter 19, 263-284.
|
Song X M, Hwang J Y. 1997. A study of the microscopic characteristics of fracture surface of MDI bonded wood fiber/recycled tire rubber composites using scanning electron microscopy[J]. Wood and Fiber Science, 29(2): 131-141. |
Teruel M L, Gontier E, Bienaime C, et al. 1997. Response surface analysis of chlortetracycline and tetracyclineproduction with Kcarrageenan immobilized Streptomyces aureofaciens[J]. Enz Microb Technol, 21(5): 314-320. DOI:10.1016/S0141-0229(97)00045-8 |
Yang H S, Kim D J, Lee Y K, et al. 2004. Possibility of using waster tire composites reinforced with rice straw as construction materials[J]. Bioresource Technology, 95(1): 61-65. DOI:10.1016/j.biortech.2004.02.002 |