 2010, Vol. 46
2010, Vol. 46文章信息
- 赵钟声, 崔永志, 于海鹏, 刘一星, 沈隽
- Zhao Zhongsheng, Cui Yongzhi, Yu Haipeng, Liu Yixing, Shen Jun
- 木材薄板横纹压缩强化的微观结构变化
- Micro-Structure Examination of Strengthened Wood Sheets by Compression Perpendicular to Grain
- 林业科学, 2010, 46(11): 124-130.
- Scientia Silvae Sinicae, 2010, 46(11): 124-130.
-
文章历史
- 收稿日期:2009-04-13
- 修回日期:2009-08-06
-
作者相关文章


木材横纹压缩能使木材表面强化、密度增加、力学强度提高(李坚,1991; 尹思慈,1996; 吉原浩,1997),木材水热处理后进行压缩,对防止压缩开裂和破坏有很好的效果(宇高英二,2000; 原貴志等,2000; 2001; 刘一星等,2004; 赵钟声,2006; 赵钟声等,2003; 2007),特别是压缩整形木由于木材压缩方向质量较大其热容量较大,高温水热处理后的木材,压缩时能保持很好的热软化效果(古田裕三,1999; 2000; 2002; 刘一星等,2004; 赵钟声,2006),但利用高温水热处理对于厚度很小的薄木板进行压缩的研究还少有报道,特别是常温浸泡至饱水状态的速生材薄板压缩并观察压缩后木材微观结构变化的研究还未见报道。对薄板木材进行高温水热软化处理,在大规模生产中需要消耗大量的热能,势必增加生产成本。本研究对大青杨(Populus ussuriensis)锯切材、白桦(Betula platyphylla)旋切材、紫椴(Tilia amurensis)刨切材薄板用常温水浸泡至饱水状态后直接进行横纹压缩,经高温定型处理后,利用扫描电镜观察分析压缩材横、纵切面木材微观结构,并对比分析压缩前后木材微观结构发生的变化,考察未经传统水热处理横纹压缩的薄板能否达到预期的压缩变形效果、内部微观结构是否发生压缩开裂或压缩破坏,希望能为薄板表面强化加工的实际生产提供理论依据。
1 材料与方法 1.1 供试材大青杨试件平均尺寸均为400 mm(L) × 60 mm (R) × 3 mm (T); 白桦试件平均尺寸均为400 mm (L) × 3 mm(R) × 100 mm(T); 紫椴试件平均尺寸均为400 mm(L) × 100 mm(R) × 0.7 mm(T) (采用实际生产使用的刨切薄板接近径切板)。
扫描电镜试件、压缩材观察试件未经任何处理直接在滑走式木材切片机上切面,尺寸规格如下:大青杨试件平均尺寸为10 mm (L) × 8 mm (R) ×2 mm(T); 白桦试件平均尺寸为10 mm(L) × 2 mm (R) × 8 mm(T); 紫椴试件平均尺寸为10 mm (L)× 8 mm(R) × 0.4 (T) mm(采用实际生产使用的刨切薄板接近径切板)。
1.2 试验设备试验用热压机、电热恒温鼓风干燥机、FEIQUANTA200扫描电镜等。
1.3 试验方法取上述3试件常温水中浸泡至饱水状态,用热压机105 ℃,大青杨试件弦向压缩至厚度2.0 mm、白桦试件径向压缩至厚度2.0 mm、紫椴试件接近弦向压缩至厚度0.4 mm,干后在电热恒温鼓风干燥机中160 ℃、24 h定型处理。分别取上述压缩材和未压缩材试件制成横、纵切面观察试件,用扫描电镜观察、记录图片。
2 结果与讨论 2.1 大青杨锯切材试验结果图 1为大青杨未压缩材横切面微观结构扫描电镜图,横切面上导管数量较多、大小略不均匀、胞壁较薄; 木纤维壁厚均匀; 轴向薄壁组织稀少,呈轮界状,木射线单列且不明显,对整个横切面刚度的影响有限。图 2为大青杨压缩材横切面微观结构扫描电镜图,横纹压缩后横切面压缩方向(图 2中A箭头指向)导管变形较大,木纤维变形均匀,没有裂隙; 对压缩后的横切面进行全面观察没有明显的管孔和木纤维孔变形不均匀现象,表层和中部压缩变形较均匀,从微观结构上并没有观察到压缩薄板在压缩方向上明显的表、里变形大小差别。

|
图 1 大青杨未压缩材横切面扫描电镜图(1 000 ×) Figure 1 The SEM picture of uncompressed P.ussuriensis transverse section(1 000 ×) |

|
图 2 大青杨压缩材横切面扫描电镜图(1 000 ×) Figure 2 The SEM picture of compressed P.ussuriensis transverse section(1 000 ×) |
图 3,4分别为大青杨未压缩材、压缩材径切面微观结构扫描电镜图。两图中的多个圆形(或椭圆形)孔为导管壁纹孔,图 3中该孔多呈圆形、纹孔膜较为完好,图 4中该孔多呈椭圆或卵圆形、纹孔膜多为垂直椭圆孔长轴方向开裂(图 4中A箭头所指),可能是导管压缩变形时受到导管螺旋方向S2层纤维素分子链骨架物质承载作用(尹思慈,1996; 江泽慧等,2008; 棚橋光彦,1998)的支撑,而使变形沿与其纵轴倾斜的螺旋方向伸长,拉动纹孔沿该方向变形并导致纹孔膜开裂,虽然纹孔有明显变形,纹孔膜也发生开裂但纹孔边缘细胞壁并未开裂。由图 4还可见几处沿树轴方向(纤维方向)的亮条纹(图 4中B箭头所指),可能是因压缩变形在导管径面上产生了横向挤压折皱,但未形成开裂或破坏。

|
图 3 大青杨未压缩材径切面导管扫描电镜图(2 000 ×) Figure 3 The SEM picture of uncompressed P.ussuriensis radial section(2 000 ×) |

|
图 4 大青杨压缩材径切面导管扫描电镜图(2 000 ×) Figure 4 The SEM picture of compressed P.ussuriensis radial section(2 000 ×) |
图 5,6分别为大青杨未压缩材、压缩材弦切面微观结构扫描电镜图。图 5中导管、木纤维树轴方向胞腔宽度均匀明显; 木射线横切胞腔清晰可见。图 6中沿压缩方向(图 6中A箭头指向)木纤维、木射线胞腔大部分压合为窄小的缝隙,导管胞腔沿压缩方向大幅度变窄,整个弦切面压缩变形较均匀,未发现压缩裂隙或压缩开裂。

|
图 5 大青杨未压缩材弦切面扫描电镜图(500 ×) Figure 5 The SEM picture of uncompressed P.ussuriensis tangential section(500 ×) |

|
图 6 大青杨压缩材弦切面扫描电镜图(500 ×) Figure 6 The SEM picture of compressed P.ussuriensis tangential section(500 ×) |
图 7为旋切白桦未压缩材横切面微观结构扫描电镜图,导管横切面多呈卵圆形、数量较少、管壁较薄、壁厚均匀,木纤维横切面胞壁相对导管胞壁较厚,壁厚均匀; 木射线多列、细胞长轴为压缩方向; 生长轮轮界较宽,轮界内胞腔少数狭窄、多数不见胞腔,轮界组织密实; 沿木射线和生长轮方向导管均受到其较好的刚度加强。

|
图 7 白桦未压缩材横切面扫描电镜图(500 ×) Figure 7 The SEM picture of uncompressed B.platyphylla transverse section(500 ×) |
图 8为旋切白桦木压缩材横切面微观结构扫描电镜图,木材横切面上管孔因横纹压缩产生较大变形并使该处的木射线组织、木纤维组织均发生扭曲变形(图 8中A箭头所指); 无导管处木纤维变形均匀,细胞壁未见到裂隙; 导管变形大与导管壁较薄且直径大、木纤维壁较厚且直径小而造成变形刚度差过大有关,对压缩后的横切面进行全面观察,没有明显变形不均匀现象; 另外导管被压缩后呈现管孔最大变形与压缩方向(图 8中B箭头指向)倾斜某特定角度的特点,这与横切面卵圆形管孔长轴方向与压缩方向相对倾斜的角度有关。当压缩方向为铅垂方向时,由图 7,8对比可见,由于沿压缩方向有木射线细胞的支撑,使此方向导管刚度增强,导管横切面管孔长轴方向刚度相对薄弱,所以沿该方向压缩变形最大。

|
图 8 白桦压缩材横切面扫描电镜图(500 ×) Figure 8 The SEM picture of compressed B.platyphylla transverse section(500 ×) |
图 9为旋切白桦木未压缩材弦切面微观结构扫描电镜图,图中的导管间纹孔为互列合生呈裂隙状纹孔。图 10为旋切白桦木压缩材弦切面微观结构扫描电镜图,图中的导管间纹孔排列方向与图 9相比有所倾斜,原因可能有2种:一方面两者沿树轴方向的位置不一样,如细胞的中部或端部其纹孔的排列方向会不一样; 另一方面可能会由于压缩后导管被压瘪变形(图 8)使导管压缩后的互列合生纹孔在弦切面的投影变为倾斜排列。图 10弦切面图中导管的细胞壁等清晰可辨,与图 9相比有明显的因横向挤压形成的沿树轴方向折皱条纹(图 10中A箭头所指),但没有发现因压缩而产生溃裂或裂纹等破坏。

|
图 9 白桦未压缩材弦切面扫描电镜图(1 000 ×) Figure 9 The SEM picture of uncompressed B.platyphylla tangential section(1 000 ×) |

|
图 10 白桦压缩材弦切面扫描电镜图(1 000 ×) Figure 10 The SEM picture of compressed B.platyphylla tangential section(1 000 ×) |
图 11为白桦未压缩材径切面微观结构扫描电镜图,图中导管和木纤维纵向胞腔宽度均匀清晰可见。图 12为白桦压缩材径切面微观结构扫描电镜图,图中木纤维、导管等胞腔沿径向压缩(图 12中A箭头指向)均匀变窄,径切面上导管和木纤维胞腔沿数轴方向压缩变形也较均匀,未出现压缩裂纹或开裂现象。

|
图 11 白桦未压缩材径切面扫描电镜图(500 ×) Figure 11 The SEM picture of uncompressed B.platyphylla radial section(500 ×) |

|
图 12 白桦压缩材径切面扫描电镜图(500 ×) Figure 12 The SEM picture of compressed B.platyphylla radial section(500 ×) |
图 13是紫椴未压缩材横切面扫描电镜图,紫椴为散孔材,横切面上管孔数量较多,导管内壁螺纹加厚明显,木纤维壁均匀且较薄,木射线多列,轴向薄壁组织单列切线状、腔小于木纤维,分布均匀。木射线和轴向薄壁组织难以形成沿压缩方向对管孔的刚度增强。图 14是紫椴压缩后的横切面扫描电镜图,由于导管和木纤维壁厚差别很小,压缩变形与白桦不同(图 8),基本呈现横切面上管孔沿压缩方向(图 14中A箭头指向)变形最大,木射线和轴向薄壁组织对横切面各个方向刚度的影响差别不大可能也是管孔沿压缩方向变形均匀的原因之一。横切面内未发现细胞壁因压缩产生裂纹的现象。

|
图 13 紫椴未压缩材横切面扫描电镜图(1 000 ×) Figure 13 The SEM picture of uncompressed T.amurensis transverse section(1 000 ×) |

|
图 14 紫椴压缩材横切面扫描电镜图(1 000 ×) Figure 14 The SEM picture of compressed T.amurensis transverse section(1 000 ×) |
图 15,16是紫椴压缩前、后的纵(接近径向)切面扫描电镜图,紫椴为互列纹孔,导管壁螺纹加厚明显,螺纹加厚的螺旋角也有增加的现象,可能与导管压缩前相对树轴纵方向倾斜一定角度、压缩后由于导管整体变形使该倾角加大有关,图 16中沿纤维方向和垂直纤维方向及纹孔周围均未见压缩引起的裂纹或破坏,但导管壁螺纹加厚部分和其连线的导管壁明显可见折皱条纹(图 16中A箭头所指),说明横纹压缩使导管产生垂直纤维方向的变形,导管壁受到横向挤压形成折皱条纹,导管壁其他部位也有形成不同程度的卷曲现象。

|
图 15 紫椴未压缩材纵切面扫描电镜图(1 000 ×) Figure 15 The SEM picture of uncompressed T.amurensis along-grain section(1 000 ×) |

|
图 16 紫椴压缩材纵切面扫描电镜图(3 000 ×) Figure 16 The SEM picture of compressed T.amurensis along-grain section(3 000 ×) |
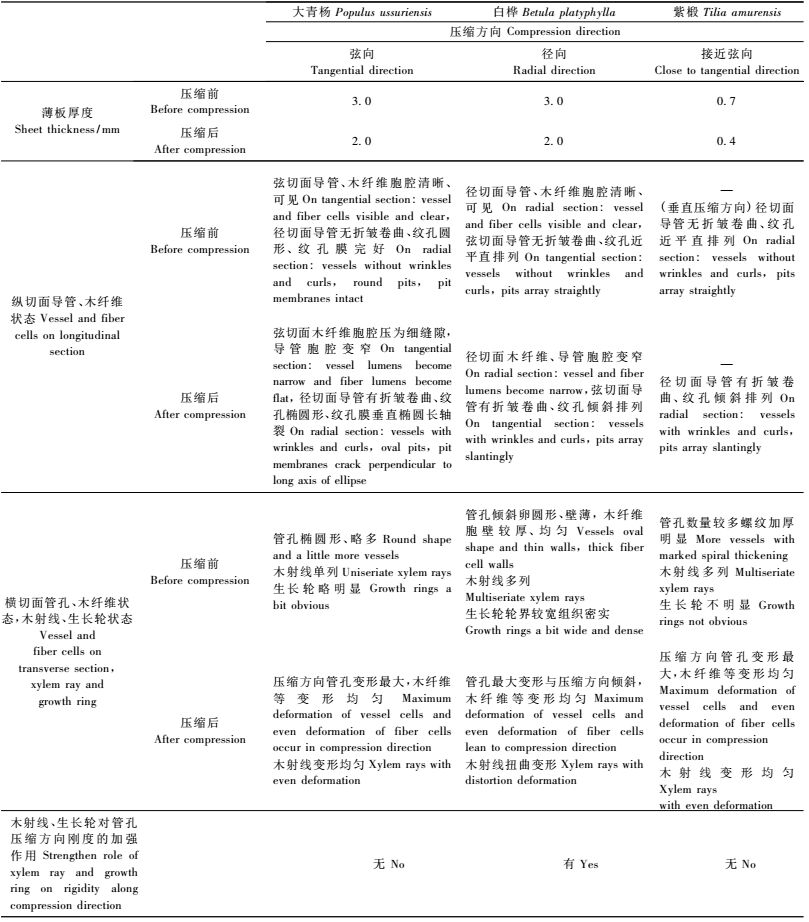
综合上述,薄板木材种类、横切面木射线、生长轮、导管形态、位置等因素对压缩力学特性和压缩变形后的形态有一定影响,3种木材薄板压缩前后微观结构变化特征汇总如表 1。
|
|
1) 3种薄板的压缩材在横切面上压缩变形较均匀; 在承压纵剖面(大青杨径切面、白桦弦切面、紫椴接近径切面)上,导管壁均出现因横向压缩变形产生的挤压折皱条纹,该折皱沿树轴方向延伸; 在压缩方向纵剖面(大青杨弦切面、白桦径切面)中导管和木纤维胞腔沿压缩方向及树轴方向变形较均匀,均未发现压缩裂纹或压缩破坏。
2) 大青杨、紫椴管孔最大变形发生在压缩方向,对于其他方向压缩可能会有类似的结果有待进一步的试验研究。
3) 白桦管孔最大变形发生在与压缩方向倾斜一定角度的管孔长轴方向,使两侧的木射线细胞和木纤维细胞向侧向扭曲变形,引起该截面处木材的宏观侧移,应进一步研究弦向压缩强化的方法并综合研究评价两者的优劣。
4) 本试验3种木材薄板用常温水浸泡至饱水状态不经预热处理进行横纹压缩强化的方法是可行的。刨切、旋切加工的薄板有水热处理的经历,其压缩变形阻力比无此经历的小,推荐采用; 锯切加工的薄板无水热处理的经历,压缩变形阻力大,应控制压缩率不过大。
李坚. 1991. 木材科学新篇[M]. 哈尔滨: 东北林业大学出版社.
|
刘一星, 赵钟声, 张玉, 等. 2004. 利用低材质原木制作模压矩形材的研究[J]. 北京林业大学学报, 26(6): 86-89. |
江泽慧, 姜笑梅. 2008. 木材结构特性与其品质特性的相关性[M]. 北京: 科学出版社.
|
尹思慈. 1996. 木材学[M]. 北京: 中国林业出版社.
|
赵钟声, 井上雅文, 刘一星, 等. 2003. 常压条件下温度对饱水试件压缩变形恢复率影响的研究[J]. 林业机械与木工设备, 31(6): 18-22. |
赵钟声. 2006. 木材横纹压缩变定机理与影响机制[M]. 哈尔滨: 东北林业大学出版社.
|
赵钟声, 刘一星, 沈隽. 2007. 压缩矩形材的动态热力学分析[J]. 林业科学, 43(6): 151-154. |
東原貴志, 師岡淳郎, 則元京. 2001. 热処理木材の圧縮変形固定[J]. 木材学会誌, 47(3): 205-211. |
東原貴志, 師岡淳郎, 則元京. 2000. 水蒸気処理木材の圧縮変形固定[J]. 木材学会誌, 46(4): 291-297. |
古田裕三. 2002. 飽水木材の熱軟化特性[J]. 木材工業, 57(8): 330-336. |
古田裕三. 1999. 膨润状態における木材の熱軟化特性.第5報[J]. 木材学会誌, 45(3): 193-198. |
古田裕三. 2000. 膨润状態における木材の熱軟化特性.第6報[J]. 木材学会誌, 46(2): 133-137. |
吉原浩. 1997. 木材の圧縮試験における試験体の高さ の影響及び圧縮試験による簡便な ヤ ン グ率の推定法の検討[J]. 木材学会誌, 55(9): 400-404. |
棚橋光彦. 1998. 木材圧縮成形加工技術の応用[J]. 木材工業, 53(12): 589-594. |
宇高英二. 2000. 密闭加熱処理における圧縮変形の回復と水分関係[J]. 木材学会誌, 46(2): 145-149. |
則元京. 1994. 木材の熱処理お よ び水蒸気処理[J]. 木材工業, 49(12): 588-592. |