 2010, Vol. 46
2010, Vol. 46文章信息
- 郭文静, 王正, 鲍甫成, 常亮
- Guo Wenjing, Wang Zheng, Bao Fucheng, Chang Liang
- 捏合温度和木纤维水分对木纤维-聚乳酸复合材料中聚乳酸的影响
- Effect of Kneading Temperature and Wood Fiber Moisture on Properties of Polylactic Acid in Wood Fiber-Polylactic Acid Composite
- 林业科学, 2010, 46(3): 116-121.
- Scientia Silvae Sinicae, 2010, 46(3): 116-121.
-
文章历史
- 收稿日期:2009-03-09
-
作者相关文章



聚乳酸(PLA)是由来源于植物资源的原料制成的一种新型可生物降解塑料。扩展其应用领域,从而替代现有传统塑料,是当前的研究热点。用天然植物纤维与可生物降解的PLA塑料复合制备生物质复合材料,不但可以降低PLA塑料成本,促进木塑复合材料广泛应用,而且可以改善PLA塑料的性能(Oksman et al., 2003; 郭文静等,2008)。木纤维(WF)-PLA生物质复合材料是具有非常广泛应用前景的新型木塑复合材料(Huda et al., 2006), 这是一类完全可生物降解的生物质复合材料,可以替代现有的普通塑料复合材料,如用于汽车内饰部件等,可减少废弃材料造成的环境负担。
PLA是一种热塑性高分子材料,当温度高于其熔融温度时,材料很快呈黏流态,PLA复合材料制备正是利用PLA这一特性。PLA是温度敏感材料,在受热条件下易发生降解(Jamshidi et al., 1988)。Gogolewski等(1997)研究表明聚乳酸经注射成型后,PLA的重均分子质量由19.8万下降到5.3万,制成的产品经135 ℃高温处理后,随着处理时间延长,聚乳酸产品的分子质量下降更多。Kori等(2005)研究了捏合温度对竹纤维/聚丁二酸丁二醇酯(PBS)复合材料中PBS相的结晶及材料黏弹性的影响, 结果表明:随捏合温度升高,复合材料中PBS原料的结晶温度下降,PBS原料的重均分子质量随捏合温度升高而下降,但是对于复合材料中PBS的重均分子质量变化没有进行研究。Iannace等(2001)的研究也表明,温度对于剑麻改性淀粉复合材料性能有显著影响。因此有必要就温度在木纤维与PLA复合材料制备过程中的影响进行研究。
PLA也是一种易水解的高分子材料,在一定的条件下会由于水解反应而降解(Li et al., 1999)。木纤维具有非常高的比表面积,在空气中极易吸湿而富含水分。丹麦科技大学的Plackett等(2003)已经就复合材料热压温度和水分对PLA和黄麻复合材料制备及性能影响进行了初步研究,认为在复合材料制备过程中,PLA的重均分子质量会随着复合温度升高和水分增加略有下降,但变化不显著。不过,上述研究是基于采用PLA膜与黄麻纤维层压法的复合材料,材料之间没有剪切作用,而且复合材料是在真空条件下进行热压的。在PLA等可生物降解塑料及天然植物纤维复合材料制备中,原料通常在高温下受到剪切等作用。而WF-PLA复合材料中PLA性能对复合材料整体性能至关重要,所以研究捏合温度和木纤维水分在WF-PLA复合材料受热与剪切作用条件的制备过程中对PLA性能的影响,对于WF-PLA复合材料研究与制备具有重要意义。
1 材料与方法 1.1 试验材料及仪器设备聚乳酸(PLA):日本Kuraray公司提供, 型号PLA002,重均分子质量166 000 g·5mol-1,含水率低于2%;木纤维(WF):去树皮的思茅松(Pinus kesiya var. langbianensis)热磨机械浆纤维,用筛分仪筛取20~60目之间的木纤维。
筛分仪: JEL 200型,德国J. Engelsmann AG公司产; 恒温恒湿箱: LHL-113型,日本ESPEC公司产; 捏合机: Labo Plastomill Model C型,日本Toyo Seiki Seisaku-sho公司产; 凝胶渗透色谱仪: PL-GPC 50型,英国Polymer Laboratories公司产; 差示扫描量热仪: DSC-60型,日本岛津公司产; 电热恒温鼓风干燥箱: DHG-9140A型,上海一恒科科学仪器有限公司产。
1.2 试验设计及复合材料制备根据PLA的熔融特性和木纤维特点,确定捏合温度分别为180,190和200 ℃; 设计木纤维水分分别为3%,6%,9%和12%。试验采用全因子试验(表 1)。
|
|

木纤维水分平衡温度为复合材料制备时平均温度20 ℃。根据文献(成俊卿,1988)中木材平衡含水率图确定水分6%,9%和12%木纤维的平衡湿度条件分别为30%,50%和65%。木纤维经恒温恒湿平衡后实测水分分别为6.64%,8.56%和11.68%。设定水分为3%的木纤维在70 ℃的电热恒温鼓风干燥箱中干燥,实测水分为2.05%。
根据表 1的试验条件,将木纤维和PLA按6:4质量比加入到中复合,转速50 r·min-1,捏合时间9 min,试验完成后,打开捏合机,将复合材料全部取出待用。每次40 g,重复3次。
1.3 性能分析 1.3.1 分子质量及其分布样品处理:随机取各试验条件WF-PLA复合材料约0.3 g溶于30 mL三氯甲烷中,待样品溶解后,用坩埚过滤器过滤,收集滤液待测。试验条件:用PL gel 5 μL MIXED-C交联聚苯乙烯凝胶柱,三氯甲烷为流动相,流速1.00 mL\5min-1,进样量100 μL,试验温度40 ℃。
1.3.2 热性能分析采用DSC对复合材料中PLA冷结晶温度(Tcc)、熔融温度(Tm)等热性能进行分析。随机取样,样品无重复。测试温度范围:室温至260 ℃; 升温速度: 10 ℃\5min-1; 参比物: Al2O3; 气体介质:静态空气。
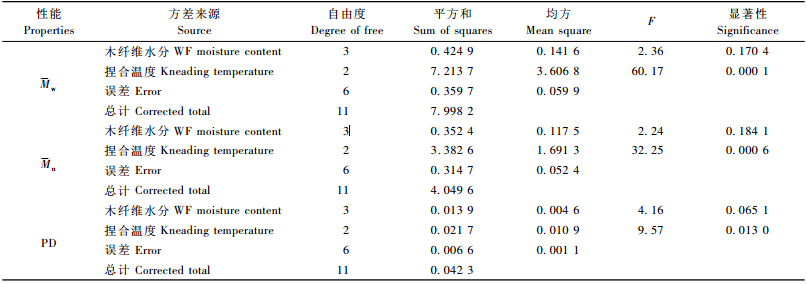
2 结果与讨论 2.1 WF-PLA复合材料中PLA分子质量及其分布以不同分子质量聚苯乙烯的GPC曲线为标准曲线,经数据分析处理软件分析后,得到不同WF-PLA复合材料中PLA的重均分子质量Mw、数均分子质量Mn及多分散系数PD(polydispersity),并对其进行显著性检验和多重比较,分析捏合温度和木纤维水分对WF-PLA复合材料中PLA性能的影响。数据分析结果见表 2, 3。
|
|
|
|

从表 2可见,捏合温度对WF-PLA复合材料中PLA的Mw, Mn及PD值都影响显著。木纤维水分对Mw和Mn的影响比较显著,对PD值影响显著。
2.1.1 捏合温度对WF-PLA复合材料中PLA分子质量及其分布的影响图 1是不同捏合温度制备的WF-PLA复合材料中PLA的Mw, Mn及PD值。

|
图 1 不同捏合温度WF-PLA复合材料中PLA的Mw, Mn和PD Figure 1 The Mw, Mn and PD of PLA in WF-PLA composites with different kneading temperatures |
表 3数据表明,不同捏合温度制备的WF-PLA复合材料的Mw差异显著。从图 1可见,WF-PLA复合材料中PLA的Mw均随着捏合温度增加而明显下降。在捏合温度为180和190 ℃之间,温度升高,Mw下降幅度较小,而从190 ℃至200 ℃,Mw下降非常明显。以木纤维水分为2.05%的复合材料为例,捏合温度为180 ℃时,Mw为12.01×104 g·5mol-1,190 ℃时,Mw为11.63×104 g·5mol-1,Mw降低3 800 g·5mol-1; 而200 ℃时制备的复合材料中PLA的Mw为10.62×104 g·5mol-1,与190 ℃相比,降幅达1.0×104 g·5mol-1以上。
表 3数据可见,捏合温度为180和190 ℃时,WF-PLA复合材料中PLA的Mn之间的差异不显著。而捏合温度为200 ℃时,与其他捏合温度的差异显著,Mn明显下降。以木纤维水分为2.05%的复合材料为例,捏合温度为180 ℃时,Mn为6.44×104 g·5mol-1,190 ℃时,Mn为6.78×104 g·5mol-1,Mn增加为3 400 g·5mol-1; 木纤维水分为6.64%的复合材料在捏合温度为180 ℃时,Mn为6.67×104 g·5mol-1,捏合温度为190 ℃时,Mn降低2 500 g·5mol-1; 而200 ℃时复合材料中PLA的Mn有非常明显下降。
由图 1可见,捏合温度为200 ℃的复合材料中PLA的PD值最大,说明该温度制备的复合材料中PLA的分子质量分布宽,捏合温度为180的复合材料中PLA的PD值次之,捏合温度为190 ℃时复合材料中PLA的PD值最低,PLA分子质量分布较窄。表 3表明,捏合温度180和200 ℃之间的PD值差异不显著,而捏合温度190 ℃与其他捏合温度之间的差异显著。复合材料中PLA的PD值随捏合温度的变化规律是与复合材料制备过程中,不同温度下复合材料熔体的剪切作用及受热历程相关的。随着WF-PLA复合材料捏合温度升高,其重均分子质量不断下降,可能是由于捏合温度的热效应引起PLA分子普遍断链降解,而且温度越高,降解越严重。另外,在捏合过程中,PLA除了受热外,在捏合机中还受到剪切作用,根据WF-PLA复合材料制备过程中的现象,在190 ℃时,复合材料熔体的剪切作用最强,180 ℃时次之,200 ℃时,由于熔体黏度进一步降低,剪切作用最弱。
2.1.2 木纤维水分对WF-PLA复合材料中PLA分子质量的影响由图 1可见,捏合温度为180 ℃时,不同水分木纤维的WF-PLA复合材料中PLA的Mw从11.81×104 g·5mol-1至12.01×104 g·5mol-1不等,最大差值仅为2 000 g·5mol-1,Mn之间的最大差值也仅为3 400 g·5mol-1,根据高聚物及凝胶渗透色谱法的特点,该差异不够显著。捏合温度为190 ℃时,不同水分木纤维制WF-PLA复合材料中PLA的Mw和Mn的变化与捏合温度为180 ℃时相同,随着木纤维水分变化,Mw和Mn变化不大。捏合温度为200 ℃时,除水分为6.64%的复合材料外,随着木纤维水分增加,Mw和Mn呈下降趋势,但是下降幅度也都在5 000 g·5mol-1以内。表 3的分析也表明,不同水分木纤维制备的WF-PLA复合材料中PLA的Mw和Mn之间的差异不显著。
对于WF-PLA复合材料中PLA分子质量分布,木纤维水分较低时(2.02%~8.56%之间)差异不显著,而木纤维水分较高时,其分散性较低,而且与其他水分间差异显著。
2.2 WF-PLA复合材料中PLA的热性能图 2是在不同捏合温度下制备的木纤维水分为6.64%的WF-PLA复合材料的DSC曲线。在图 2中,温度范围60~70 ℃是WF-PLA复合材料中PLA的玻璃态转变特征区,随着捏合温度升高,玻璃化转变和大分子解缠结特征温度略有升高。在温度范围为100~110 ℃内,明显的放热峰是PLA的冷结晶峰(Kulinski et al., 2005)。160~170 ℃的温度范围是复合材料中PLA结晶区的熔融特征峰。

|
图 2 木纤维水分为6.64%的WF-PLA复合材料的DSC曲线 Figure 2 The DSC curves of WF-PLA composites with woodfiber moisture content 6.64% |
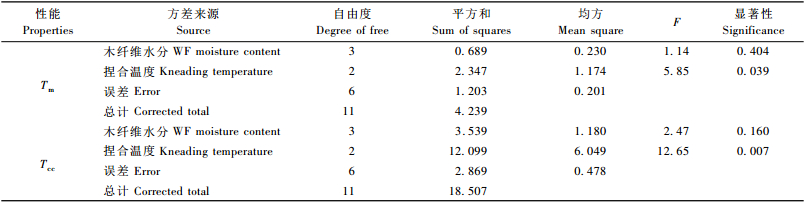
将不同水分木纤维及捏合温度制备的WF-PLA复合材料的DSC曲线进行分析,得到不同WF-PLA复合材料中的熔融温度(Tm)及冷结晶温度(Tcc),并对其进行方差分析和多重比较,结果见表 4, 5。
|
|
|
|
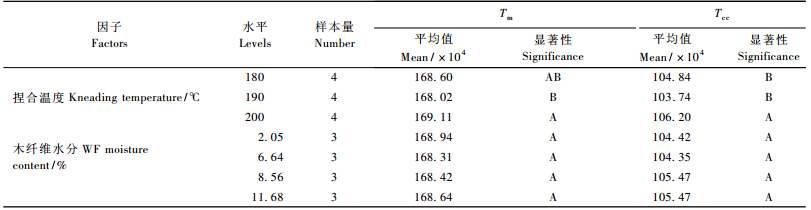
由表 4可见,捏合温度对WF-PLA复合材料中PLA的Tm和Tcc的影响都显著。由表 5可见,在所选择的3个捏合温度中,捏合温度为190 ℃制备的复合材料中PLA的平均Tm最低,200 ℃时复合材料中PLA的平均Tm最高,而且两温度间的差异显著; 捏合温度为180 ℃时,PLA的平均Tm值居中,与其他两捏合温度间的差异不显著。
根据高聚物特性,影响高聚物熔点的因素除结晶温度、高分子链段结构及拉伸等因素外,还与高聚物的分子质量有关。为了探明本研究中捏合温度对PLA熔融温度的影响,将不同WF-PLA复合材料中PLA的Tm值取倒数后作图(何曼君等,2004)(图 3),将该图与前述的WF-PLA复合材料中PLA的Mn随捏合温度变化规律的图 1相比较可见,复合材料中PLA的Mn随捏合温度的变化趋势与1/Tm随捏合温度的变化趋势相似,都是从180到190 ℃,随温度升高而略有升高; 当捏合温度从190 ℃升到200 ℃时,Mn明显下降,1/Tm也都呈下降趋势,即Tm明显上升。由此可见,WF-PLA复合材料中PLA的熔融温度变化与复合材料中聚乳酸的分子质量有一定的依存关系,即Tm随Mn下降而升高。

|
图 3 不同木纤维水分的WF-PLA复合材料中PLA的1/Tm随温度变化规律 Figure 3 The 1/Tm of PLA changes with different WF-PLA composites |
由表 5还可见,Tcc随捏合温度的变化规律与Tm基本一致,即在所选择的3个捏合温度中,捏合温度为190 ℃制备的复合材料中PLA的平均Tcc最低,200 ℃时复合材料中PLA的平均Tcc最高,而且两温度间的差异显著; 捏合温度为180 ℃时,PLA的平均Tcc值居中,与190 ℃间的差异不显著,与200 ℃间的差异显著。
2.2.2 木纤维水分对WF-PLA复合材料热性能的影响由表 4可见,木纤维水分对WF-PLA复合材料中PLA的Tcc和Tm的影响都不显著。
由表 5中不同水分木纤维制WF-PLA复合材料中PLA的Tcc和Tm值的多重比较也可见,用不同木纤维水分(由2.05%增加到11.68%)制备的WF-PLA复合材料中PLA的Tcc及Tm之间的差异不显著,由此可见,木纤维水分对WF-PLA复合材料中PLA的热性能略有影响,但效果不显著。
在本研究中,木纤维水分对复合材料结构与性能影响不显著。这与Plackett等(2003)的研究结果一致。与部分文献(Li et al., 1999)所述的“聚乳酸易受水分作用而发生水解”的结果有所不同。分析其原因,可能是水分在复合材料制备过程中很快就被排除掉且复合时间较短,水分子没有足够时间与PLA分子作用,所以不会对复合材料中PLA产生明显的影响有关。
3 结论在WF-PLA生物质复合材料制备过程中,捏合温度对复合材料中PLA分子质量的变化影响显著。在所选择的捏合温度范围内,捏合温度从180 ℃增加到200 ℃,WF-PLA复合材料中PLA重均分子质量明显下降。在捏合温度180 ℃和190 ℃之间,数均分子质量变化不显著,但是当捏合温度增加到200 ℃时,PLA的数均分子质量明显下降。复合材料中PLA分子质量的多分散系数随捏合温度变化显著。捏合温度为190 ℃时,聚乳酸分子质量多分散系数最小,分子质量分布较窄。捏合温度对复合材料中PLA的熔融特性有显著影响。当捏合温度为190 ℃时,复合材料中PLA的熔融温度最低,捏合温度为200 ℃时,复合材料中PLA的熔融温度最高。
WF-PLA复合材料中PLA的重均分子质量随木纤维水分增加而略呈下降趋势,但是分子质量的变化值较少,木纤维水分对复合材料中PLA的重均分子质量和数均分子质量影响不显著,木纤维水分较高时,对WF-PLA复合材料中PLA分子质量的分散性有显著影响。木纤维水分对复合材料中PLA的热性能影响不显著。
成俊卿. 1988. 木材学[M]. 北京: 中国林业出版社: 392-403.
|
郭文静, 鲍甫成, 王正, 等. 2008. 天然植物纤维/可生物降解塑料生物质复合材料研究现状与发展趋势[J]. 林业科学, 44(1): 157-163. DOI:10.11707/j.1001-7488.20080126 |
何曼君, 陈维孝, 董西侠. 2004. 高分子物理[M]. 上海: 复旦大学出版社: 84-97.
|
Gogolewski S, Mainil-Varlet P. 1997. Effect of thermal treatment on sterility, molecular and mechanical properties of various polylactides[J]. Biomaterials, 18: 251-255. DOI:10.1016/S0142-9612(96)00132-9 |
Huda M S, Drzal L T, Misra M, et al. 2006. Wood-fiber-reinforced poly(lactic acid) composites: evaluation of the physicomechanical and morphological properties[J]. Journal of Applied Polymer Science, 102: 4856-4669. DOI:10.1002/(ISSN)1097-4628 |
Iannace S, All R, Nicolais L. 2001. Effect of processing conditions on dimensions of sisal fibers in thermoplastic biodegradable composites[J]. Journal of Applied Polymer Science, 79: 1084-1091. DOI:10.1002/(ISSN)1097-4628 |
Jamshidi K, Hyon S H, Ikada Y. 1988. Thermal characterization of polylactides[J]. Polymer, 29: 2229-2234. DOI:10.1016/0032-3861(88)90116-4 |
Kori Y, Kitagawa K, Hamada H. 2005. Crystallization behavior and viscoelasticity of bamboo fiber composites[J]. Journal of Applied Polymer Science, 98: 603-612. DOI:10.1002/(ISSN)1097-4628 |
Kulinski Z, Piorkowska E. 2005. Crystallization, structure and properties of plasticized poly(L-lactide)[J]. Polymer, 46: 10290-10300. DOI:10.1016/j.polymer.2005.07.101 |
Li S, McCarthy S. 1999. Further investigations on the hydrolytic degradation of poly(DL-latctide)[J]. Biomaterials, 20: 35-44. DOI:10.1016/S0142-9612(97)00226-3 |
Oksman K, Skrifvars M, Selin J. 2003. Natural fibres as reinforcement in polylactic acid(PLA) composites[J]. Composites Science and Technology, 63: 1317-1324. DOI:10.1016/S0266-3538(03)00103-9 |
Plackett D, Andersen T L, Pedersen W B, et al. 2003. Biodegradable composites based on L-polylactide and jute fibres[J]. Composites Science and Technology, 63: 1287-1296. DOI:10.1016/S0266-3538(03)00100-3 |