 2005, Vol. 41
2005, Vol. 41文章信息
- 马世春, 杨文斌.
- Ma Shichun, Yang Wenbin.
- 意杨薄板材干燥工艺研究
- Research on Drying Technology for Italian Poplar Thin Board
- 林业科学, 2005, 41(6): 147-149.
- Scientia Silvae Sinicae, 2005, 41(6): 147-149.
-
文章历史
- 收稿日期:2005-04-26
-
作者相关文章



意杨树种,包括I-63杨(Populus deltoids Bartr CL Harvard)、I-69杨(P. deltoids Bartr CL Lux)、I-72杨(P. euramericana Guinier CL San Martino)等(联合国粮农组织,1979)。意杨树种遍布江苏、山东、江西、湖南等广大地域,是生产家具、玩具、人造板等较好的材料之一(张勤丽,2000)。新锯切的意杨板材大多色泽浅白、明亮,通常气干是最简单、最经济、最常用的干燥方法;但是在南方阴雨季节里,意杨板材极易受到霉菌的侵害,产生变色降等,甚至腐朽,所以必须及时干燥处理。探索意杨木材快速、优质的干燥工艺有十分重要的意义。
1 试材、准备工作与干燥设备 1.1 试材及准备工作意杨木材纹理均匀且通直,结构细至甚细,材质较轻软,易切削,弦向收缩比径向收缩大2~3倍,气干密度0.346~0.542 g·cm-3。散孔材,其管孔小至甚小且多,在肉眼、放大镜下可见,木射线略少、极窄(徐纬英,1988;联合国粮农组织,1979)。
意杨板材产自江西,厚度为25~28 mm,长1.4~1.5 m,自然宽的整边板,初含水率90%~100%。板材在装窑之前,两端均用石蜡封住。试材采用人工方法在轨道车上堆垛,为了保证干燥质量,堆垛时每一层的板材厚度要经过挑选并测量,做到厚度基本一致;每一根隔条都经过定厚四面刨光,规格2 000 mm×25 mm×25 mm。对薄板而言,隔条要摆放密些,间距约300 mm左右;此外,材堆顶部的几层板发生瓦弯、翘曲可能性很大,研究表明,压力在500~1 000 kg·m-2以上可有效防止严重瓦弯及扭曲变形的发生1),所以,材堆的顶层用钢筋混凝土方条压住,压点在隔条的位置上,方条的规格为1 000 mm×150 mm×150 mm。
1) 周永东.2003.人工林杉木和杨木高温干燥工艺的研究.第九次全国木材干燥学术讨论会论文集,283-287
1.2 木材干燥窑干燥窑为周期式侧向通风、铝内壁砖混结构窑;大门采用钢框架内外铝板结构,大门与门框接触处装有“P"型耐热橡胶圈,以确保干燥窑的气密性;窑的内部长6.5 m、宽3.5 m、高3.3 m,内装有5台SRI型螺旋翅片蒸汽加热器;喷蒸管在材堆的左右侧上方各安装一根,可由上往下垂直喷蒸;端墙上装有一组干、湿球水银玻璃温度计,外表有金属壳体的保护套;窑内有6组含水率检测导线直通窑外的操作间,可以随时测定分布在窑内的6块含水率检验板;侧向安装2台12号可逆旋转的轴流式风机,流过材堆之间的气流速度约1.8~2 m·s-1。材堆长6 m、宽2 m、高2.8 m;采用轨道车装卸板材;一窑整边板的容量为13~15 m3。
2 干燥工艺确定与基准参考法国巴黎木材研究院(Centre Technique Du Bois. Paris)48 h将27 mm厚的意大利214杨木板材的含水率从106%降至7.5%、而没有出现翘曲或开裂等缺陷的经验(联合国粮农组织,1979),结合作者以往的干燥经验及干燥窑的现状,对1年多来5次的意杨薄板材生产性试验及时总结,调整、完善干燥工艺。
2.1 干燥工艺5次试验均采用高温干燥与常温干燥相结合的工艺技术,即在常压下,在干燥窑内将饱和蒸汽继续加热而形成的一种常压过热蒸汽(张璧光,1988)。板材在干燥窑内首先升温预热,逐渐将干球温度与湿球温度升到100 ℃,使板材在100 ℃饱和蒸汽中充分预热。在此状态下,板材既不蒸发水分,又能在较短的时间内由表及里充分热透,使之在厚度上的温度梯度趋于零。然后,再经过100 ℃以上常压过热蒸汽的高温干燥(Robert,1970)。由于意杨干燥特性较好,在干燥初、中期可以采用高温低湿的干燥工艺(如:干球温度115 ℃,湿球温度100 ℃,相对湿度60%)。从图 1的干缩曲线可见:当含水率在30%以上时,弦向与径向的干缩率、干缩系数曲线几乎重叠,含水率在25%时才有所区别。所以,在第5次的生产性试验中,当含水率在25%以上时,均采用常压过热蒸汽干燥工艺,以提高水分蒸发的强度,加快干燥速度。而当含水率在25%以下时,弦向与径向的干缩率、干缩系数开始明显出现差异;差异越大,说明木材在干燥过程中弦向与径向的干缩应力也越大,也越容易产生木材干燥缺陷。弦向与径向的干缩率比值从1.5增大到2.06,弦、径向干缩率比值越拉越大,其干裂势也越来越强。此时,既要进行中期喷蒸处理,还要降低水分蒸发强度,应从高温干燥工艺转为常温干燥工艺(朱政贤,1992;马世春,2004),使板材安全地度过“强干裂势”的危险期(梁世镇,1981)。

|
图 1 意杨边材干缩曲线 Fig. 1 Shrinkage on drying curves of sapwood of Italian poplar |
一年多来数次的生产性试验(均为同树种,同规格,同初、终含水率),经过多次的总结经验并及时调整干燥基准,本着在保证木材干燥质量的前提下,尽量缩短干燥周期,调整后第4次、第5次的干燥基准较合理,干燥质量良好。木材来之不易,板材在堆垛之前,湿材的质量就差异很大,有裂纹的要事先做记号加以区别,在制定干燥基准时要均衡地全面考虑。表 1列出第5次生产性试验的干燥基准,干燥周期为56 h。
|
|

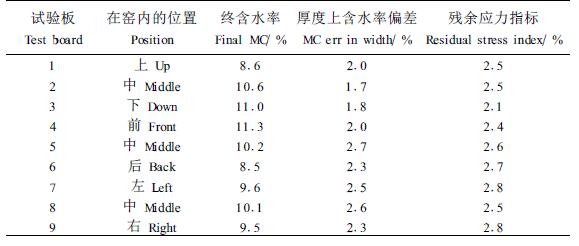
第5次生产性试验后,在材堆的上、中、下,前、中、后,左、中、右选取9块试验板测定其终含水率、残余应力指标等,参见表 2。材堆中绝大多数板材干燥质量均很好,基本无弯曲、表裂、内裂等可见缺陷,这与板材堆垛质量有密切的关系。材堆最顶层用几十根钢筋混凝土方条压住,所以,顶层板材瓦弯、翘曲的现象较少。但也有一小部分髓心材有轻微的凹陷现象;一些表面原先有细裂纹的板,干燥后细裂纹扩展;完整的端头封腊也很关键,因为意杨在干燥过程中最大的干燥缺陷之一是端裂,一些端头封腊不完整的有轻微端裂出现。以上参照GB/T 6491-1999锯材干燥质量标准,可达二级干燥质量等级以上。
|
|
多次的生产性试验均在预热阶段均对意杨板材进行了充分的汽蒸处理。因为蒸汽处理使附着在细胞壁上及覆盖在纹孔膜上的多酚类物质变得不连续了,因而水分能较容易地穿过细胞壁。蒸汽处理增加了木材的水分渗透性,其原因之一可能是纹孔膜上的结壳物质脱落了,在汽蒸过程中,木材内产生的有机酸会使细胞壁S3层上的瘤层变得易于渗透。通过蒸汽处理,有助于木材的干燥,并可增加木材的水分渗透性,其机理可能是由于纹孔膜发生了酸水解,因此,木材的水分渗透性提高了(许美琪,1981a;1981b;1981c)。所以,预热阶段结束后,紧接着进入高温干燥阶段,在干燥过程中,即有热量的迁移,也有水分的迁移(谢拥群等,2004)。此时采用高温低湿的干燥工艺,让木材中的自由水大量蒸发。当含水率降到25%左右时,一是弦向与径向的干缩率之比增大了;二是板材内部的吸着水向表面迁移的速度小于表面水分蒸发的强度。此时,板材内部心层的拉伸应力随之增大,心层的拉伸应力与木材内裂的关系很大,当心层的拉伸应力超过木材横纹拉伸极限强度时,产生内裂。因此,在干燥初、中期采用高温干燥,在干燥后期应注意由于干燥应力转向而引起的干燥缺陷(李大纲等,2000)。为了保证干燥质量,转入了常温干燥工艺,降低了干燥介质的温度,使板材的温度梯度与含水率梯度均为“内高外低”,在这样双重动力的驱动下,内部的水分逐渐向表层迁移,表层的水分又逐渐蒸发,使这2种速度趋于相对平衡,表层的水分蒸发变慢,应力也随之消除或变弱,有效地避免了木材干燥缺陷(马世春,2004)。
4 小结应用高温干燥与常温干燥有机结合的工艺,对意杨25 mm厚的板材进行干燥处理,能适当缩短干燥周期,并且提高干燥质量。缩短了干燥周期,也缩短了用电、用汽、用工的时间,降低了干燥成本;同时,提高了木材干燥窑的生产效率,加快了企业的生产周期与资金周转期。
李大纲, 顾炼百. 2000. 木材高温干燥过程中的弹性应变. 木林工业, 14(2): 15-17. |
联合国粮农组织.1979.杨树与柳树.罗马, 293-294;309-310
|
梁世镇. 1981. 木材干燥. 北京: 中国林业出版社, 56-63.
|
马世春. 2004. 荷木厚板材干燥工艺的探索. 林业科学, 40(1): 190-192. |
谢拥群, 陈瑞英, 杨庆贺, 等. 2004. 木材干燥过程的热质迁移及其耦合关系. 林业科学, 40(1): 148-152. DOI:10.3321/j.issn:1001-7488.2004.01.024 |
徐纬英. 1988. 杨树. 哈尔滨: 黑龙江人民出版社, 401.
|
许美琪. 1981a. 汽蒸对赤栎性质的影响. 南林科技, (3): 50-55. |
许美琪. 1981b. 汽蒸对几种木材干燥速度的影响. 南林科技, (3): 56-58. |
许美琪. 1981c. 汽蒸对北部赤栎在干燥中的含水率梯度的影响. 南林科技, (3): 70-75. |
张壁光. 1988. 热工学. 北京: 中国林业出版社.
|
张勤丽. 2000. 我国意杨加工利用概况. 林产工业, 27(5): 3-5. DOI:10.3969/j.issn.1001-5299.2000.05.001 |
朱政贤. 1992. 木材干燥. 北京: 中国林业出版社, 211-215.
|
Robert H. 1970. Kiln drying of sawn timber. Germany: Richard Schorndorfer, 42-43; 74-75.
|