 2005, Vol. 41
2005, Vol. 41文章信息
- 薛东, 黄求应, 王满囷, 雷朝亮, 胡松.
- Xue Dong, Huang Qiuying, Wang Manqun, Lei Chaoliang, Hu Song.
- 白蚁诱饵剂成型工艺的研究
- Research of Shaping Craft of the Termite Bait
- 林业科学, 2005, 41(2): 201-203.
- Scientia Silvae Sinicae, 2005, 41(2): 201-203.
-
文章历史
- 收稿日期:2003-12-18
-
作者相关文章



我国在20世纪70年代后期开始研制毒饵来诱杀白蚁,同时对毒饵的型式也进行了一定的研究(江西永修县林业科学研究所,1979)。1985年,原中国白蚁防治科技协作中心,协调、组织地方各级白蚁防治研究所共同研制出了银耳真菌腐木屑胶冻剂、蜂粉膏剂、纸袋粉剂和纸块(管)剂(黄远达, 2001)。林树青(1993)在研制中草药诱饵剂的过程中,进行了诱饵剂包装材料的筛选,并把中草药诱饵剂制成了诱饵包。罗均泽等(1988)、何复梅等(1997)和佘春仁等(1999)利用白蚁踪迹信息素及其类似物与灭蚁灵等药剂混合分别制成了诱杀包、诱杀块等型诱饵。笔者在多次试生产白蚁诱饵剂的经验基础上,通过模拟电动成型机制作出手工成型器,并用它来制作白蚁诱饵剂,分别对甘蔗粉诱饵剂和松木屑诱饵剂的成型工艺进行了研究,研究结果为土栖堤坝白蚁诱饵剂在电动成型机中大批量生产提供成型工艺方面的参考。
1 材料与方法 1.1 供试饵料与粘着剂选择白蚁喜食的甘蔗粉和松木屑作为白蚁诱饵剂的饵料,选择糯米粉为粘着剂。
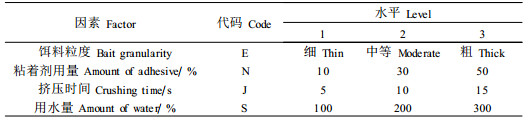
1.2 白蚁诱饵剂成型因子及水平的确定结合诱饵剂实际生产中出现的问题,本试验初步确定饵料粒度、粘着剂用量、挤压时间、用水量作为影响诱饵剂成型状况的因子。其中饵料粒度分为3个水平:细水平表示饵料可过40目的筛子;中等水平表示饵料不过40目的筛子,但可过孔径为1 mm的筛子;粗水平表示饵料不过孔径为1 mm的筛子,但可过孔径为2.8 mm的筛子。粘着剂用量为粘着剂的质量与饵料质量之比,用水量的计算与粘着剂用量计算方法相同。本试验采用正交表L9(34)的设计方案,各因子水平的编码值见表 1(徐吉民, 1975)。
|
|
称一定量的饵料(松木屑或甘蔗粉),按正交表L9(34)的各种组合把饵料、粘着剂和水加到一铝合金的盆中,搅拌均匀,慢慢加入手工成型器的空心柱中,倒置于平面桌上,通过向下压力挤压成型器中的材料,达到组合中的挤压时间后,便可将诱饵挤出,各组合诱饵的制作均重复3次。制成的诱饵为空心圆柱型(诱饵的空心部分直径为4 mm,整个截面直径为9 mm,长度约为4 cm)。由于诱饵成型机在生产过程中,饵料等经过挤压而升温,使粘着剂热溶,增强其粘结力,但需人工措施控制其出料成品温度不能超过60 ℃,避免诱饵各组分发生化学变化和糊化,影响诱饵质量和药剂活性。依据电动成型机出料控制温度,把制备好的诱饵放到60 ℃的烘箱中烘干12 h后,取出待用。
1.4 裂纹度的测定选择裂纹度作为评价诱饵剂成型状况的指标。通过游标卡尺实测,把烘干后诱饵剂表面出现的裂纹度分为5个等级。1级:无或基本无裂纹;2级:裂纹长度小于或接近诱饵剂截面周长的1/4;3级:裂纹长度在截面周长的1/4和1/2之间;4级:裂纹长度在截面周长的1/2与3/4之间;5级:诱饵剂出现断裂。
2 结果与分析 2.1 各因子对诱饵剂裂纹度的影响各因子对甘蔗粉诱饵剂裂纹度的影响按正交表(表 2),E(饵料粒度)因子对应的极差R值最大,S(用水量)因子对应的R值次之,所以各因子对诱饵剂裂纹度影响的主次关系为E→S→J→N。因子E和S是影响诱饵裂纹度的主要因子,且都达到极显著水平。
|
|
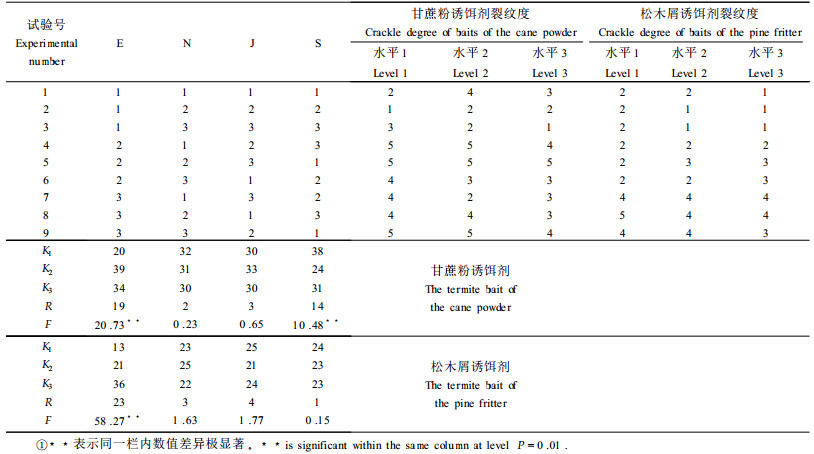
各因子对松木屑诱饵剂裂纹度的影响按正交表(表 2),E(饵料粒度)因子对应的极差R值最大,J(挤压时间)次之,所以各因子对诱饵剂裂纹度影响的主次关系为E→J→N→S。只有E(饵料粒度)因子是影响诱饵裂纹度的主要因子,且达到极显著水平。
2.2 最佳成型条件的确定甘蔗粉诱饵剂最佳成型条件的确定新复极差测验结果表明,当E(饵料粒度)为细水平时,其诱饵剂裂纹度极显著低于另外两个水平处理;当S(用水量)为200%时,其诱饵剂裂纹度极显著小于100%水平处理,显著小于300%水平处理(表 3)。另外,由于N(粘着剂用量)与J(挤压时间)对甘蔗粉诱饵剂裂纹度无显著影响,本可以任选一个水平,但从降低生产成本和提高生产效率的角度出发,则应选粘着剂用量为10%,挤压时间为5 s。综合以上分析结果,得到甘蔗粉诱饵剂的最佳成型条件为E1N1J1S2,即饵料粒度为细水平,粘着剂用量为10%,挤压时间为5s,用水量为200%。
|
|
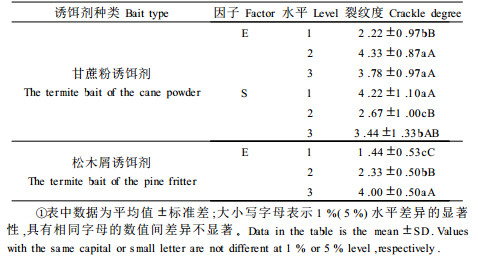
松木屑诱饵剂最佳成型条件的确定新复极差测验结果表明,当E(饵料粒度)为细水平时,其诱饵剂裂纹度极显著低于另外2个水平处理(表 3)。另外,由于N(粘着剂用量)、J(挤压时间)及S(用水量)对松木屑诱饵剂裂纹度无显著影响,本可以任选一个水平,但同样从降低生产成本和提高生产效率的角度出发,则应选粘着剂用量为10%,挤压时间为5 s,用水量为100%。综合以上分析结果,松木屑诱饵剂的最佳成型条件为E1N1J1S1,即饵料粒度为细水平,粘着剂用量为10%,挤压时间为5 s,用水量为100%。
2.3 手工成型器筛选出的白蚁诱饵剂最佳成型条件在电动成型机中的运用在本试验之前,2003年6月笔者在湖北省疾控中心小动物饲料加工厂,带料加工白蚁诱饵,由于诱饵材料太粗糙,导致电动成型机的输出模具被堵塞,无法顺利生产,造成一定的经济损失。而按本试验筛选出的最佳成型条件配制的诱饵剂原料,2003年7月在湖北省钟祥市水利局白蚁诱饵生产车间的电动成型机中进行生产(电机名称:三相异步电动机;生产厂家:大连电机厂;型号:J02-22-4;电压:380 V;功率:1.5 kW。成型机:河北民用机械总厂生产,32型手动/电动两用绞肉机,去刀片,多孔出料钢板模具改装为漏斗式单孔出料成型模具),制作的诱饵剂成型状况很好。可见手工成型器筛选出的最佳成型条件对指导电动成型机的实际生产有重要的参考价值。
3 结论与讨论利用手工成型器制作白蚁诱饵剂,筛选出的诱饵剂最佳成型条件对电动成型机的生产有实际指导意义。但由于手工成型器与电动成型机在动力和性能上有很大差异,故它们对成型条件的要求也有差别。例如,由于无法对手工成型器中的诱饵材料始终施加相同和足够的挤压力,本试验只能选择挤压时间作为一个替代挤压力的因子,试验结果证明,挤压时间对于评价诱饵剂的裂纹度没有显著影响,是可以不用考虑的因子;而在实际生产中可以把电动成型机的电动功率作为一个影响因子,通过试验筛选出最佳的功率,从而给成型机配置一个适合的电动机,如本文所述,使用电机电压380 V、功率1.5 kW;成型机为改装单孔出料32型绞肉机,为适宜组合配置。
4个因子中饵料粒度对甘蔗粉诱饵剂裂纹度和松木屑诱饵剂裂纹度的影响都达到极显著水平,因此在实际生产诱饵剂的过程中,应特别注意诱饵基质材料的粗细程度,避免出现电动成型机的输出模具被堵塞,无法顺利生产的情况。
甘蔗粉和松木屑都可作为白蚁诱饵剂中的饵料成分,但由于甘蔗粉质地较软,松木屑质地较硬,因此2种诱饵剂的成型条件有所不同。甘蔗粉诱饵剂比松木屑诱饵剂需要更多的粘着剂和水,在相同的成型条件下,松木屑诱饵剂的成型状况稍好于甘蔗粉诱饵剂。
何复梅, 戴自荣, 梁锦英. 1997. 家白蚁踪迹信息素类似物及其利用研究. 昆虫天敌, 19(2): 70-74. |
黄远达主编. 2001.中国白蚁学概论.武汉:湖北科技出版社, 822-823
|
江西省永修县林业科学研究所. 1979. 毒饵法防治白蚁的试验. 林业科技通讯, (5): 23-25. |
林树青. 1993. 中草药诱饵剂灭治白蚁的研究. 白蚁科技, 10(1): 11-17. |
罗钧泽, 何复梅, 吕筠, 等. 1988. 白蚁踪迹信息素类似物的利用(Ⅱ):诱杀堤坝白蚁和林木白蚁. 昆虫天敌, 10(4): 214-221. |
佘春仁, 潘蓉英, 谢雪梅, 等. 1999. 台湾乳白蚁踪迹信息素粗提物与活性研究. 昆虫知识, 36(2): 91-94. |
徐吉民. 1975. 正交设计的应用. 北京: 人民教育出版社, 80-83.
|