 2004, Vol. 40
2004, Vol. 40文章信息
- 宋魁彦, 王逢瑚, 宋宇宏.
- Song Kuiyan, Wang Fenghu, Song Yuhong.
- 榆木顺纹压缩弯曲技术
- The Techniques of Elm Longitudinal Compressing and Bending
- 林业科学, 2004, 40(2): 126-130.
- Scientia Silvae Sinicae, 2004, 40(2): 126-130.
-
文章历史
- 收稿日期:2003-07-21
-
作者相关文章


木材顺纹压缩弯曲技术是将木材进行软化处理,当水分进入木材细胞壁时,由于水是极性分子,可以与纤维素非结晶区中的羟基和半纤维素中羟基形成新的氢键,加大分子链之间的距离,即增大了自由体积,为分子的运动提供了空间。如果分子的振动不够,即使提供了足够的自由体积空间,也无法完全改变木材的软化条件,只有能量和水作为增塑剂一起作用于木材时,才能有效地使木材实现软化(李军,1997;李坚,2000)。木材中的主要成分纤维素为线形、长的大分子结构,纤维素大分子由许许多多的葡萄糖单体构成分子链,它们彼此间有的区段纤维素分子链彼此平行,构成结晶区,这决定了纤维素的强度;另一个区段内,纤维素分子链彼此不平行,构成纤维素的非结晶区,这些线形分子链不是笔直成线,而是具有一定的卷曲部分,这使纤维素具有可以伸缩的弹性性能。如果外力的作用小于木材允许的顺纹抗压强度,即应力小于木材的破坏极限时,木材不会产生破坏;如果木材在持续的外力作用下被压缩,当达到压缩率后停止加压,保压一定时间后卸压,在压力解除后,木材的粘弹性特性随即显现出来,在短时间内恢复其弹性变形,但是尚遗留一定量的永久变形,这些永久变形主要是纤维或分子链之间产生纵向位移,在顺纹方向上细胞轴向产生褶皱,这些褶皱比较均匀地集中在轴向细胞的内壁,这将使木材的弯曲性能得到大大地提高。木材在弯曲力矩的作用下,受压面褶皱加大,受拉面的褶皱被展平,因此在允许的形变内可以获得较小的弯曲曲率半径。
本研究主要从北方常用的硬阔叶材榆木(Ulmus glabra)入手,着重研究木材软化、顺纹压缩和弯曲的机理,以及木材软化、顺纹压缩和弯曲的技术条件。
1 材料与方法 1.1 树种选择硬阔叶材的顺纹压缩允许形变要比针叶材或软阔叶材大的多,其主要原因是硬阔叶材中有宽而粗大的木射线组织,使其年轮间联接牢固,静曲强度和抗剪强度大,因此在压缩形变下不易产生破坏,同时阔叶材的塑性也优于针叶材。北方常用的硬阔叶材有榆木、水曲柳(Fraxinus mandshurica)、核桃楸(Juglans mandshurica)、白桦(Betula platyphylla)等。本文选择榆木作为试验树种,试件的尺寸根据模具和试验设备的实际情况定为280 mm×16.5mm×16.6mm。加工后的试件首先进行挑选,剔除肉眼可见的缺陷如腐朽、轮裂、夹皮和较大的节子等,试件的表面纹理斜度小于10°。
1.2 工艺路线榆木顺纹压缩弯曲技术的工艺流程图如下:

|
探索性试验中,确定的软化条件为方案Ⅰ(100℃,10~30 min)、Ⅱ(100℃,40~70 min)、Ⅲ(100℃, 80~110 min)、Ⅳ(100℃, 120~150 min)、Ⅴ(100℃, 160~190 min)和Ⅵ(100℃, > 200 min),软化条件对试件的压缩和弯曲影响较大,时间过长和过短均不利于试件的顺纹压缩,当榆木水热软化条件为方案Ⅱ、Ⅲ和Ⅳ时,对于该试件的顺纹压缩和弯曲影响较大。
1.3.2 顺纹压缩当软化条件为方案Ⅱ、Ⅲ和Ⅳ时,依次进行了试件的顺纹压缩。设定的最大压力为1×50 kN,压缩速度为6 mm·min-1,压缩率分别为12%、15%、18%、21%、24%、26%和27%。
1.3.3 最小弯曲曲率半径采用圆形内模具(无外模具)进行弯曲试验,通过测试试件的最小弯曲曲率半径,求得最佳的软化条件和压缩率。圆形弯曲模具采用金属圆柱体,圆柱体的半径分别为80、77.5、75、72.5、70、67.5、65、62.5、60、57.5、55、52.5、50、47.5、45、42.5和40 mm等。
2 结果与分析 2.1 软化结果分析木材膨胀形变是水进入到木材的非结晶区内,使木素、半纤维素和纤维素的非结晶区体积膨胀,增大自由体积空间,提高了木材的塑性(陆文达,1993)。加热可以使非结晶区中的木素、纤维素和半纤维素分子能量加大,在水、热的作用下,纤维素非结晶区湿胀,木素呈粘流态,半纤维素失去其联结作用,木材塑性加大。
软化条件为方案Ⅰ时,试件压缩时开始需要的压力很大,在压缩过程中试件压力骤降,试件卸压取下后,试件表面出现了单一或成对的滑移面,此时压力小于该树种的顺纹抗压强度。气干木材顺纹压缩破坏出现的滑移面,往往在低于破坏荷载的25%时便发生(成俊卿,1985)。从木材的软化机理上看,软化条件为方案Ⅰ时,说明试件软化不足。软化条件为方案Ⅴ和Ⅵ时,试件压缩时虽然所需的平均压力不大,但压力值上下变化较大。试件卸下后,测定试件整体压缩值,发现试件的上半部分明显被压缩,而试件的下半部分压缩率很低或几乎没有被压缩。根据木材软化机理,软化时间长,木材软化好;但是木材软化时间过长,木材中的半纤维素和木素处在玻璃化转变温度内,木材的粘弹性特性尤为突出,使试件的上半部分过度压缩,导致试件塑性形变加大,形成局部应力集中,使压力集中在试件上部进行压缩,如在有些试件上出现了较大的滑移面和压溃现象。因此试件顺纹压缩时,软化时间不能过长。软化条件为方案Ⅱ、Ⅲ和Ⅳ时,对试件的压缩条件改变影响较大。因此在试验时选定了这3种条件。
2.2 软化条件与对应的顺纹压缩和回弹量试件经过软化处理后,即进行顺纹压缩,其软化条件与对应的压缩量和回弹量结果如表 1所示。在计算出平均值后,相继计算出各数据点的标准差和变异系数,其计算公式(程瑞香,2001)下:

|
水作为极性物质进入木材的细胞壁后,即可进入到木材的分子链之间,当木材受到外力作用时,分子链之间容易互相发生错位,有利于木材的压缩(李坚,2000),因此木材的压缩率可以轻易地达到24%,但是当压缩率为26%和27%时,试件开始出现破坏,其压缩成功率仅为60%。当木材承受较小的载荷后,木材的弹性形变瞬间可以恢复,并且其它变形也会随着时间逐渐恢复,但是不完全的。当载荷超过一定限度时,就呈粘弹性形变并产生塑性形变;当载荷再增加时,就会产生不可恢复的永久形变(王逢瑚,1997;Dinwood,1981)。当压缩率超过木材的允许形变时,填充物质克服相互间的摩擦而产生相对运动时,即超出木材褶皱范围内,木材局部产生应力集中,导致木材破坏。
|
|
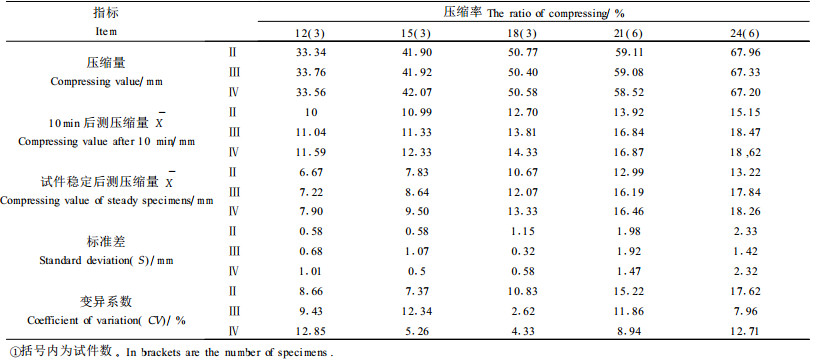
当软化条件为方案Ⅱ、Ⅲ和Ⅳ,压缩率为12%、15%、18%、21%和24%时,绘出试件压缩回弹后几个关键点变化值如图 1所示。从图中可以看出:试件卸压后,木材粘弹性形变的特性表现非常明显,即试件的弹性形变几乎在瞬间完成,随着时间的延长,除一些弹性形变外,剩余的主要是粘弹性形变的恢复和遗留下来的塑性形变。这种塑性形变和木材受载荷后细胞壁微纤丝之间发生微位移(Robert et al., 1985)随作用时间的延长而增加。虽然3种形变的大小比较难确定,但是从压缩回弹量随时间的变化关系上看,弹性形变值远远大于粘弹性形变值和塑性形变值,且粘弹性形变和塑性形变的恢复也是不完全的,而软化时间和压缩率等直接影响着试件的粘弹性形变和塑性形变的大小;试件经过压缩后,实现弯曲的一个主要条件是木材的细胞壁形成一定的褶皱,而这种褶皱出现的多少或大小与木材压缩回弹的量有着直接的关系,也就是木材压缩回弹后的长度越小越好。如果压缩后的塑性形变小或压缩后的回弹长度大,势必不利于木材的弯曲。

|
图 1 试件压缩后回弹量各点的变化曲线 Fig. 1 The curve of specimen rebounding value on different experimental conditions |
当软化条件为方案Ⅱ时,其试件的压缩回弹量明显高于方案Ⅲ和Ⅳ的压缩回弹量,这表明试件在该软化条件内进行压缩,试件的粘弹性形变和塑性形变之和大于后两者,或者说塑性形变小于后两者,而且弹性形变和粘弹性形变的恢复也快于后者;当软化条件为方案Ⅲ和Ⅳ,压缩率为12%、15%和18%时,试件的回弹量基本相同,这说明在压缩率比较低的情况下,试件的塑性形变比较小;当压缩率为21%和24%时,试件随压缩率的加大,实质上也是压缩时间的延长,试件的回弹率明显降低,即试件的塑性形变明显加大。这一点对于榆木顺纹压缩弯曲非常有利。
软化条件为方案Ⅱ、Ⅲ和Ⅳ时,压缩率为21%和24%的条件下,测得试件压缩回弹量随时间的变化曲线如图 2所示。从图中可以看出:试件卸压后,粘弹性形变和塑性形变曲线在卸压6~10 min后趋于平缓;采用软化条件为方案Ⅲ和Ⅳ时,试件粘弹性形变的恢复曲线低于软化条件为Ⅱ的试件,这表明试件在顺纹压缩后试件恢复时塑性加大。图 2中仅仅给出了试件卸压后18 min的木材粘弹性形变恢复曲线,试件经过40、60 min和24 h以及1周后,测得的试件长度恢复值的变化已经非常小趋于稳定。

|
图 2 压缩回弹量随时间变化曲线 Fig. 2 The curve of relationship between specimen rebounding and time |
木材顺纹压缩程度主要取决于木素和半纤维素的影响。纤维素分子链是木材的骨架物质,但是随着木材的软化,半纤维素的水解程度增强,木素呈粘流态,纤维间联系减弱,纤维素几乎没有抗压强度,表现为木材抗压强度很低。此时分子链的卷曲程度增加,微纤丝和胶着纤维素骨架物质一起发生相对滑动,出现了塑性压缩变形,这是水增大分子链之间、纤丝之间的距离,减弱其作用力的结果。软化的木材被压缩后,纤维素或纤维素之间也发生了变化,纤维素分子比原来能量高,因此变化趋势是恢复原状,即卷曲程度降低者趋于增加,卷曲程度增加者趋于减少,再加上结晶区的牵制作用使木材顺纹压缩试件具有回弹性。木素是无定型物质,能适应纤维素分子链形变。当温度低于木素的软化点,木素起固定纤维素形变作用,但是增大木材内的水分和温度时,木素进入粘流态状态,其固定作用就大大降低,因此可以有效地进行木材顺纹压缩。
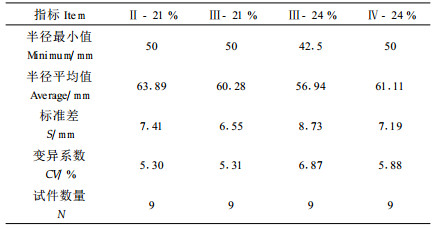
2.4 试件弯曲结果分析试件采用软化方案Ⅲ、压缩率为24%时,得到的弯曲曲率半径和平均曲率半径为最小。在同一软化方案内,压缩率越大,弯曲的曲率半径越小;在同一压缩率内,软化时间长或短,弯曲的曲率半径都不是最小的。试件压缩的均匀性也是获得最小曲率半径的一个主要条件,虽然软化方案Ⅳ与对应的压缩率得到的压缩回弹量最小,但是由于压缩的均匀性不理想,因此不是实现理想弯曲的前提条件。试验结果如表 2所示。
|
|
水分子能使纤维素非结晶区分子链间的距离增大,宏观表现为湿胀,似乎增大了分子链间相对滑动的可能性,但是水分子不能湿胀纤维素的结晶区,因此宏观上就无法穿过几个结晶区和非结晶区,也就无法体现塑性拉伸应变。在此情况下,受到纤维素结晶区的牵制,分子链的相对滑动很微小。如果继续拉伸,处于不利位置的纤丝很容易被撕裂,宏观上表现为破坏。当软化后的木材被弯曲成某一形状后,其纤维素或纤维素之间发生了变化,纤维素分子无论是处于卷曲程度降低状态或增加状态,都比原来分子能量高,因此变化趋势是恢复原来状态,即卷曲程度降低者,趋于增加,卷曲程度增加者,趋于减少,这种趋势再加上结晶区的牵制作用使弯曲件具有回弹性。木材压缩和弯曲产生的褶皱是克服木材回弹这一特性,也是一个弯曲应力松弛过程。
木材顺纹压缩强度主要取决于木素和半纤维素的影响,尽管纤维素分子链是木材的骨架物质,但是随着木材的软化,半纤维素的水解程度增强,木素呈现粘流态,纤维之间联系减弱,纤维素几乎没有抗压强度,宏观上表现为木材抗压强度很低。此时分子链的卷曲程度增加,微纤丝和胶着纤维素骨架物质一起发生相对滑动,出现了塑性压缩形变,这是水增大分子链之间、微纤丝之间的距离,减弱其作用力的结果。如果此时结晶区再被破坏,则塑性形变会剧增,弯曲也就更容易了。
通过电子显微镜照片(图 3)可以看出,榆木导管内壁放大5 000倍的情况下,细胞壁出现了比较均匀的褶皱;在弯曲时,压缩面的褶皱进一步加大,但是并没有使其出现破坏,这主要因素是试件压缩率达到了24%,由于木材回弹的原因,试件压缩面的形变小于压缩率,此时榆木导管内壁放大5 000倍时(图 4),可以清晰的观察到比较均匀的褶皱;在拉伸面处,同样将榆木导管内壁放大5 000倍(图 5),当弯曲几乎达到极限时褶皱被拉平,如果再进一步弯曲,试件破坏处将会出现在拉伸面。

|
图 3 试件导管内壁压缩后的显微照片(5 000×) Fig. 3 Microscope photo of elm catheter inner wall after compression(5 000×) |

|
图 4 试件导管内壁弯曲压缩面的显微照片(2 000×) Fig. 4 Microscope photo of elm catheter inner wall compressing surface in bending(2 000×) |

|
图 5 试件导管内壁弯曲拉伸面的显微照片(5 000×) Fig. 5 Microscope photo of elm catheter inner wall drawing surface in bending(5 000×) |
对于木材顺纹压缩弯曲技术,软化时间是一个比较关键的技术条件。软化时间不足或过长,均不利于顺纹压缩,本次试验采用温度为100℃,时间为40~70 min是最佳的软化条件。试件经过顺纹压缩后,实现弯曲的一个主要条件是木材的细胞壁形成一定的褶皱,而这种褶皱出现的多少或大小与木材压缩回弹量有着直接的关系,即木材压缩回弹后的长度越小越好。当软化条件一定时,木材的压缩率和木材的回弹率成正比关系,如果弯曲的曲率半径较小,木材的压缩率就必须加大,但是木材的压缩率过大,木材压缩的成功率就会降低,本次试验中得到的最佳压缩率为24%。在一定的范围内,木材弯曲的曲率半径大小与木材压缩率以及木材中细胞壁形成褶皱成正比关系。试件在允许的范围内,试件可以弯曲较小的曲率半径。
成俊卿. 1985. 木材学. 北京: 中国林业出版社, 591-595.
|
程瑞香. 2001. 试验设计与数据处理. 哈尔滨: 东北林业大学出版社, 10-12.
|
李坚. 2000. 加热、水蒸气处理对木材横纹压缩变形的固定作用. 东北林业大学学报, 25(4): 4-7. DOI:10.3969/j.issn.1000-5382.2000.04.002 |
李军. 1997. 浅谈曲木工艺中的蒸煮软化机理. 家具, (4): 4-6. |
陆文达. 1993. 木材改性工艺学. 哈尔滨: 东北林业大学出版社, 52-60.
|
王逢瑚. 1997. 木制材料流变学. 哈尔滨: 东北林业大学出版社, 6-8.
|
Dinwoodie J M. 1981. Creep in chipboard, part Ⅲ:initial assessment of the influence of moisture content and level of stressing on rate of creep and time to failure. Wood Science Technology, (15): 125-144. |