 2003, Vol. 39
2003, Vol. 39文章信息
- 许林云, 林石, 封晓强.
- Xu Linyun, Lin Shi, Feng Xiaoqiang.
- 用新型试验方法测定锯链的锯切效率
- CUTTING-RATE MEASUREMENT OF SAW-CHAINS THROUGH NEW TESTING METHOD
- 林业科学, 2003, 39(6): 141-145.
- Scientia Silvae Sinicae, 2003, 39(6): 141-145.
-
文章历史
- 收稿日期:2002-05-08
-
作者相关文章


长期以来,国内测定油锯锯切效率一直采用手工操作油锯的方法,其测定结果受人为因素影响较大,测试精度不能达到应有的要求。本文中用于测定几种类型锯链锯切效率的试验装置,为国家重点合同标准项目“油锯锯切试验方法——工程法”中所研制的专用锯切试验机。该专用锯切试验机采用恒进锯力方式进锯,具有结构紧凑、进锯阻力小、测试精度高、重复性好、操作简便、适用范围广等优点。
1 锯切效率的测定方法1)(盛大德,1989;林石等,1991)1) 封晓强.油锯锯切生产率测试方法的研究.南京林业大学硕士学位论文,2000
当油锯直线运动垂直进给锯切等宽度试材时,油锯锯切效率的计算公式为
|
式中:S为锯切效率,cm2·s-1;A为锯口面积,cm2;T为对应锯切锯口面积A的锯切时间,s;L为试材宽度,cm;Hm为锯口取值区间高度,cm。
由上式可知,要测定油锯的锯切效率,就是要求试验装置能测定试材宽度L、锯口取值区间高度Hm和锯切时间T的值。
影响油锯锯切效率的因素很多。为了获得具有代表性的测定结果,对试验用油锯的技术状态、木材材种和材性有较严格的规定,同时,锯切时油锯的调整状态、转速、机体温度等因素也有严格的限制。正是对以上诸多方面的改进,使锯切效率测试结果的精度超过了国外同类试验机。
1.1 锯切试验装置图 1为测定油锯锯切效率的专用锯切试验机结构简图。

|
图 1 专用锯切试验机 Fig. 1 Special testing device 1.机架Frame of the device; 2.移动框架Vertical moveable rack; 3.绳轮Steel cable wheel; 4.钢丝绳Steel cable; 5.导轨Slideway; 6.油锯Chain saw; 7.砝码Poise; 8.动触点Moving touch contact; 9.定触点Fixed touch contact; 10.三向八角环测力仪Three direction force sensor; 11.油锯固定装置Fixing unit for chain saw; 12.滚轮Ball bearing. |
测定油锯锯切效率时的进锯方式很多,有摆动式进锯、人力进锯、恒速进锯等方式。摆动式进锯方式的摆臂长度大,试验台架结构笨重,占地面积大;对于恒速进锯方式,由于锯链切削的不连续性和木材材性的不均匀性,使得切削阻力波动较大。在这种情况下,发动机容易失去稳定而导致离合器打滑,不能充分发挥发动机的功率,因而也不能正确地测定油锯的锯切效率;人力进锯方式受人为因素较大,也不能充分发挥发动机的功率(LY/T1198- 1996)。
如果采用重力进锯的恒进锯力机构,就能保持发动机具有较稳定的转速,从而充分发挥发动机的功率,有效地测定油锯锯切效率。图 1中,由移动框架2、钢丝绳4、绳轮3和砝码7组成重力进锯机构。钢丝绳4一端的力为移动框架2及油锯6的重力之和,钢丝绳4另一端的力为砝码7的重力,进锯力为钢丝绳4两端力之差,改变砝码7的重力就可改变进锯力。绳轮3支承在滚动轴承上,并采用直径很小的钢丝绳4,使钢丝绳4绕过绳轮3的阻力降至最低。移动框架2上的滚轮12与导轨5之间的间隙可调节。在调整正常后,移动框架2上下运动的总摩擦阻力(总摩擦阻力包括导轨摩擦阻力及绳轮阻力,绳轮阻力含轴承阻力及钢丝绳僵直阻力等)可小于5N,朝一个方向运动时的阻力波动可小于1N,使进锯力的测试精度控制在±1N范围内。
1.2 锯口面积的测定测定锯口面积A(A=L×Hm),即为测定试材宽度L和锯口取值区间高度Hm。
本锯切试验方法中,选用横截面为矩形的试材,上下两面也可为圆柱面,如图 2所示。试材宽度L应为导板有效长度的75%左右。当整块试材达不到应有宽度L时,可用2~3块试材拼合而成。为了减小锯切初始阶段和锯切终了时不稳定性因素的影响,取值区间高度Hm约为试材高度H中部的2/3。视试材横截面的情况,Hm的大小和上下位置可有所调整,以便减少试材缺陷的影响。在图 1专用锯切试验机上,Hm值是由固定在机架1上的两个定触点9之间的距离来保证的。两个定触点可在机架上上、下调节,以获得所需的Hm值和锯链切齿齿尖轨迹在试材中的上下位置。

|
图 2 试材横截面 Fig. 2 Cross section of testing timber A:锯口面积Cutting area;H:木材高度Height of the timber;Hm:有效高度Effective height. |
图 3为图 2专用锯切试验机上测试系统简图。安装在机架上的上、下两个定触点5和安装在移动框架上的一个动触点4,两个定触点之间的距离即为取值区间高度Hm。试验锯切时,随着移动框架向下移动,动触点与上、下定触点相继接触,获得两次信号,通过转换电路6,控制时间记录仪7的走与停,以此测定在取值区间Hm内的锯切时间T,这种自动计时方法的精度可提高到±0.01 s。

|
图 3 测定系统简图 Fig. 3 Testing system diagram 1.转速传感器Rotate speed sensor;2.调理电路Modulating circuits;3.转速表Tachometer;4.动触点Moving touch contact;5.定触点Fixed touch contact;6.转换电路Transform circuit;7.时间记录仪Chronometer;8.油箱Gas tank;9.计量管Metric tube to measure gas volume;10.电磁三通阀Three-channel solenoid valve;11.开关Switch. |
本专用锯切试验机还可测定耗油率,即可直接测定油锯锯切时的混合油消耗量Q。在图 3中,安装在移动框架上的动触点4及固定在机架上的两个定触点5在控制转换电路6和控制时间记录仪7走与停的同时,还控制电磁三通阀10油路的切换。实现在锯切高度Hm内,对应锯切时间T内的锯切混合油消耗量Q。再根据机油与燃油混合比,计算得到油锯锯切耗油率。这种测试系统实现了锯切耗油率和锯切效率的同步测量。混合油消耗量Q的测定精度可达到±0.1 cm3(许林云等,2000)。
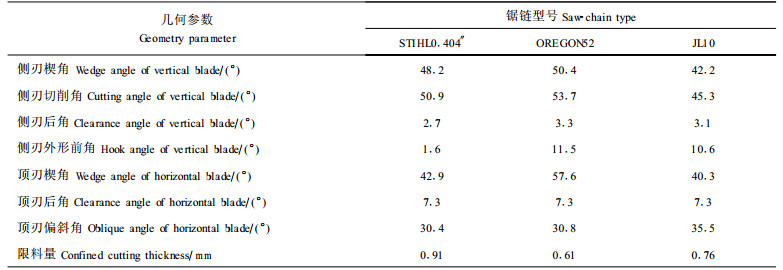
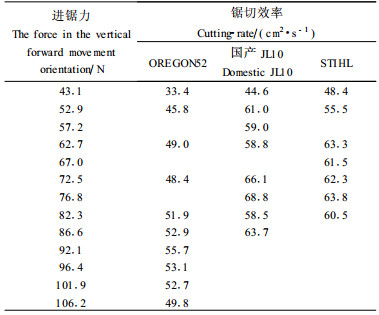
2 锯链锯切效率的测试实例参加试验的锯链为德国STIHL 0.404″半方齿锯链、美国OREGON52型方齿锯链和某国产JL10型半方齿锯链。3种锯链的节距都是10.26mm,齿数均相同。切齿的主要几何参数列于表 1中。每种锯链均锋利。试验用油锯为YJ-4型油锯。试验用木材为水曲柳方材,锯口顺序从树梢至树根方向顺序锯切。试验时,进锯力从小到大,再从大到小,测定对应的锯链锯切效率值。并循环重复3次计算得平均值。测试结果见表 2和图 4。
|
|
|
|

|
图 4 几种锯链的锯切效率 Fig. 4 Cutting-rate of some saw-chains ◆OREGON52锯链OREGON52 saw-chain; ■国产JL10型锯链Domestic JL10 saw-chain; ▲STIHL锯链STIHL saw-chain. |
锯链是链锯的切削部件。它是由切齿链片、传动链片、连接片和链轴组合而成的环状封闭链条。在驱动链轮的驱动下,锯链沿着锯导板的导槽作高速回转运动进行锯木。
如图 5所示,切齿有两个切削刃,即侧刃和顶刃。横向锯木时,切齿的侧刃进行端向切削,形成锯口的侧壁。顶刃进行横向切削,形成锯口的底面。切齿的前端为进给量限制器。它的作用是控制切齿切入木材的深度,以使屑片的厚度保持在一定的范围内。切齿的几何参数很多,其中尤以限料量m、侧刃的切削角δ1、侧刃外形前角γ以及顶刃的切削角δ2等几何参数对锯切效率的影响最大。

|
图 5 切齿的几何参数 Fig. 5 Geometry parameter of cutting tooth β1:侧刃楔角Wedge angle of vertical blade;α1:侧刃后角Clearance angle of vertical blade;δ1:侧刃切削角Cutting angle of vertical blade;γ:侧刃外形前角Hook angle of vertical blade;α2:顶刃后角Clearance angle of horizontal blade;β2:顶刃楔角Wedge angle of horizontal blade;δ2:顶刃切削角Cutting angle of horizontal blade;ψ1:顶刃偏斜角Oblique angle of horizontal blade;m:限料量Confined cutting thickness. |
侧刃切削角δ1对锯切效率有显著的影响。δ1增大时,侧刃的锋利程度降低,导致单位锯切功上升。反之,δ1也不是越小越好。δ1过小引起顶刃偏斜角ψ1的增大和锯齿上受到的侧向分力的增大,锯链容易失去侧向稳定而使锯切过程恶化。本试验中所用的国产JL10型锯链是一种结构特殊的获得专利申请号的侧平衡锯链,可以采用较小的侧刃切削角δ1及较大的顶刃偏斜角ψ1而仍能保持侧向稳定,因而获得了较高的锯切效率。
侧刃外形前角γ对油锯的锯切效率的影响也较大。随着前角γ的增大,导致总的进给阻力减小。适当增大前角γ可以较大程度地降低锯链的进给阻力,减轻操作者的劳动强度。由于顶刃楔角β2与前角γ密切相关,随着γ的增大,β2减小。这使顶刃刨起屑片的阻力下降,从而降低了锯切阻力,提高了锯切效率。有人曾对国产JL10型锯链作过试验,发现当γ从-6°55′增加至9°32′时,单位锯切功下降了6%,锯切效率上升了6%。但γ也不是越大越好,γ过大反而会使单位锯切功增大,这是由于过大的γ角将导致锯切过程的不稳定。
限料量m增大时,限料齿上所受到的法向推出力减小,使总的进锯阻力减小。这说明在一定的驱动功率和链速条件下,增大m值可以明显地减小进锯阻力。与此同时,在一定的进锯力条件下,m的增大导致切削力的增大和锯切效率的提高,但这受到油锯发动机输出功率的限制。m的增大在使限料齿上所受到的法向阻力减小的同时,也使限料齿上所受到的切向摩擦阻力减小。这会使单位锯切功变小。但m大于一定值以后,会使屑片厚度过大, 引起锯链停转。
本试验中JL10型锯链采用较小的顶刃楔角β2,提高了顶刃的锋利性,从而提高了锯切效率(如图 4所示)。在这同时,采用适当的限料量m值,保证了切齿切削时的法向稳定性。
切齿齿形有圆弧形齿、半方型齿和方型齿三种形状。一般认为,圆弧形齿锯链的锯切效率最低,方型齿锯链的锯切效率最高,半方型齿锯链的锯切效率介于两者之间。但实际情况要复杂得多。在切齿角参数相同情况下,方齿锯链因无重复切削而锯切阻力最小。然而切齿的诸多角参数之间存在着一定的制约关系。由于齿尖强度的限制,方齿锯链的切削角β1、β2不能太小,前角γ不能太大。而半方齿锯链实际上无齿尖,而是一段过渡刃。因此,半方齿锯链可以采用比方齿锯链更小的β1、β2,更大的γ。这样,半方齿锯链的切削阻力不一定比方齿锯链大。这一点,我们在以前的测试中早已被证实。
综合以上分析及图 4中的测试结果可以看出,在实现有效锯切的有限进锯力范围内,三种锯链中国产JL10型半方齿锯链的锯切效率最高,德国STIHL型半方齿锯链其次,美国OREGON52型方齿锯链最低,且前两者的锯切效率比较接近。即国产JL10型锯链和德国STIHL型锯链这两种半方齿锯链的锯切效率反而高于美国OREGON52型方齿锯链的锯切效率。因此锯链的锯切效率不仅与切齿齿形有关,还受许多因素的影响。由于国产JL10型锯链的侧刃切削角δ1、侧刃楔角β1、顶刃楔角β2在三种锯链中最小,侧刃外形前角γ最大,从而减小了切削阻力,有利于增大锯切效率。同时,该锯链采用了特殊的结构,可以平衡锯切过程中产生的侧向力,并选用适当的限料量m值,因而获得了较高的锯切效率。美国OREGON52型锯链尽管是方齿型锯链,但因其侧刃切削角δ1和顶刃楔角δ2均较大,所以锯切效率反而最低。
林石, 殷德顺. 1991. 油锯伐木的生产率和耗油率. 林业机械, (5): 18-21. |
盛大德. 1987. 锯木生产率和锯切油耗率之研讨. 林业机械, (5): 13-16. |
许林云, 林石, 封晓强. 2000. 油锯锯切效率和锯切耗油率测定的基本方法. 森林工程, 16(6): 43-45. DOI:10.3969/j.issn.1001-005X.2000.06.020 |
LY/T1198-1996.油锯锯切试验方法——简易法.北京: 中国标准出版社
|