 2003, Vol. 39
2003, Vol. 39文章信息
- 顾继友, 高振华, 谭海彦.
- Gu Jiyou, Gao Zhenhua, Tan Haiyan.
- 制造工艺因素对刨花板吸水厚度膨胀率的影响
- THE EFFECTS OF ALL MAIN MANUFACTURING FACTORS ON THE THICKNESS SWELLING IN PARTICLEBOARD
- 林业科学, 2003, 39(1): 132-139.
- Scientia Silvae Sinicae, 2003, 39(1): 132-139.
-
文章历史
- 收稿日期:2001-01-24
-
作者相关文章


刨花板制造工艺中12个主要因素对板的吸水厚度膨胀率都有不同程度的影响。在前文(顾继友等,2002b)中,讨论了24 h吸水厚度膨胀率和不可逆厚度膨胀率之间的关系,即:除树种、刨花形态、刨花预处理和板的密度4个制造要素外,其它制板因素都满足:

|
(1) |
式中:24 hTS为刨花板的24 h吸水厚度膨胀率;irTS为刨花板的不可逆厚度膨胀率;C为刨花板的可逆厚度膨胀率。此方程可用于指导制造满足使用要求的防水级刨花板,或用于预测某些原料能否制得满足使用要求的防水级刨花板。
但是,仅靠此尚不能制出性能优良的刨花板。依据方程(1),刨花板的可逆厚度膨胀率C,由制板用原料种类、刨花形态、刨花预处理及板的密度决定,这是内因,难以或无法改变。制造防水级刨花板的另一关键问题是要使板的不可逆厚度膨胀率“irTS”尽可能地小,虽然原料种类等因素对其有一定的影响,但它受工艺因素影响较大,是制造防水级刨花板的外因。本文就影响刨花板不可逆厚度膨胀率的制板工艺因素进行深入地探讨研究,为提高刨花板的尺寸稳定性提供工艺依据。
1 实验材料及方法 1.1 实验材料大青杨(Populus ussuriensis)、兴安落叶松(Larix gmelinii)、柞木(Quercus mongolica)、红松(Pinus koraiensis)和白桦(Betula platyphylla),购于哈尔滨木材市场;稻秸(rice straw)和麦秸(wheat straw),购于哈尔滨阿城。胶粘剂分别为:YQJ-A异氰酸酯胶粘剂、DN-6脲醛树脂胶粘剂和DP-A酚醛树脂胶粘剂。所用刨花板及胶粘剂自制。
1.2 实验方法制板工艺中的固定因素:板的名义厚度12 mm,板的幅面340 mm×360 mm,热压工艺为三段加压法。
对各类刨花板按GB/T4897-92测定板的静曲强度、内结合强度、密度和含水率,按德国DIN68763测定板的吸水厚度膨胀率、湿内结合强度和不可逆厚度膨胀率。
2 结果讨论 2.1 热压温度热压温度是刨花板成板时保证胶粘剂固化和水分排除的必要条件,它对刨花板不可逆厚度膨胀率的影响主要考虑热压温度对变形的影响。
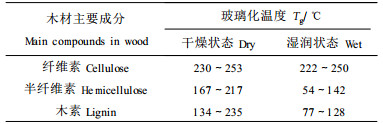
木材的主要高聚物成分是纤维素、半纤维素和木素,它们的物态变化与水的存在有关,可用玻璃化温度Tg衡量。由于纤维素存在结晶区(约占55%),水分影响很小,但对半纤维素和木素的作用很大。水分对木材的各主要成分在干燥状态和湿润状态玻璃化温度的影响见表 1(陆文达,1993)。
|
|
通常刨花板的热压温度为140~180℃,为了提高热压效率有时也用到220℃,因此热压温度一般高于木材中部分成分的玻璃化温度,在此状态下木材的力学性能将会明显地发生变化。热压时在压力作用下,木材将明显地产生流变现象,使其在较短的时间内产生很大的粘弹性变形和粘性变形,并且随温度的提高而增大。用高聚物的松弛时间表征,松弛时间(τ)、温度(T)和松弛活化能增量(ΔE)的关系可表示为:

|
(2) |
式中,τ0指参考温度下的松弛时间。
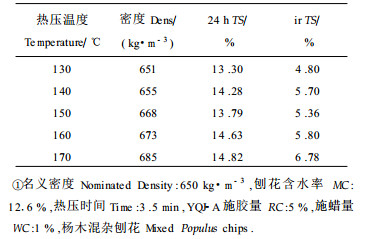
据此,提高热压温度,将增加粘弹性变形和粘性变形的变形量,然而增加粘弹性变形对板的尺寸稳定性不利,最终它将释放出来,产生较大的不可逆厚度膨胀率。对于弹性变形,由于成品板的密度是可人为控制的,即取决于板坯的压缩比,但热压温度提高,板坯的刚性将有所下降,有利于内应力的释放。因此热压温度对粘弹性变形和粘性变形的影响是互斥的。实验结果表明,热压温度对粘弹性变形的影响大于对粘性变形的影响,这是因为温度提高,不可逆厚度膨胀率呈增大趋势,见表 2。
|
|
在考虑热压温度的影响时还应注意板冷却后产生的收缩应力。热压温度越高,产生的体积膨胀越大,对应的体积收缩应力也越大。并且由于胶粘剂胶接点的束缚作用和刨花间一定的交织作用,会使胶接点承受巨大的应力,在环境变化时产生更多的胶接点破坏,也会使不可逆厚度膨胀率提高。
因此制造刨花板时,在能满足胶粘剂固化、水分排出等热压要求时,应尽量降低热压温度,它有利于降低不可逆厚度膨胀率。按(1)式结果,也就降低了24 h吸水厚度膨胀率。
2.2 热压时间木材的粘弹性变形涉及其大分子链段的重排和分子链之间的滑移,它们需要一定的时间,即表现为粘弹性变形的依时性。而由高聚物的时温等效性原理,升高温度和延长时间对木材的粘弹性变形是等效的。实验表明:在较短的热压时间(2~4 min)内,趋势上基本满足时温等效规律,即热压时间越长,其不可逆厚度膨胀率越大,见表 3。但是热压时间再延长,其不可逆厚度膨胀率反而又有所减少。这可能是由于板在更长的热压时间作用下:1)使较多的粘弹性变形转化为粘性变形,尤其是在与垫板接触的表层,其塑化作用很明显,表层密度较芯层大的多;2)因时间的延长,水分作用明显,使得体系发生复杂的物理化学变化而影响不可逆厚度膨胀率;3)对异氰酸酯胶粘剂,当热压温度为170℃时,实验表明其固化时间在1.5 min左右就足够,当胶粘剂的固化完成后,再延长热压时间,起到二次压制的作用,使内应力得以适当的释放,从而降低不可逆厚度膨胀率。
|
|
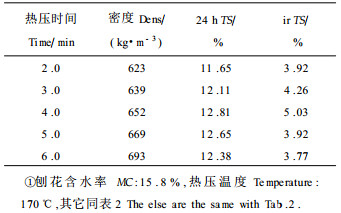
因此,为了降低不可逆厚度膨胀率,热压时间在满足热压要求的前提下应尽量缩短。当然如果不考虑热压效率,胶粘剂固化后再延长热压时间,主要是保持在低压的时间延长些,也有利于降低不可逆厚度膨胀率。
2.3 热压压力和板的密度热压压力是控制板密度的重要因素,板的密度是确保板性能的主要因素。
当板的密度较大时,刨花在热压开始时,初始压力大,压缩变形产生快速(一般在2~10 s),因此会造成较大的内部空隙压缩和结构位移,甚至细胞压溃,使得体系内的部分载荷作用消失,而转移到厚度规上(为了制造一定密度(厚度)的板,通常使用厚度规或其它控制仪器以保持两板间的距离),因此会相对减少粘弹性变形和被锁定的弹性变形的产生,但仍较大。另外,因为密度大,压缩率大,板相对密实、水分进入人造板以及在板中的扩散变慢等原因,板的松弛时间系数大(顾继友等,2002a),板的变形恢复没有完全体现,但其所贮有的应力依然存在,只是释放更依赖于时间,也即,板的应力释放和粘弹性变形恢复变慢,胶接点破坏少,因而高密度板表现出相对的尺寸稳定性。但是它的压缩率毕竟大,尤其是对材质较硬的木材,体系内的粘弹性变形和被锁定的弹性变形的绝对量相对大,只要给予足够的时间作用,各厚度膨胀率的绝对值还是随密度增加而增大,密度大时,最终造成的变形大,不可逆厚度膨胀率大,见表 4。
|
|
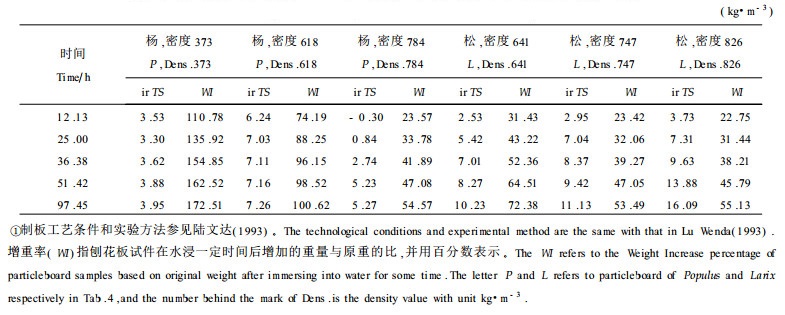
当板的密度较小时,板的压缩率小,板内的空隙大,水分易进入并易于扩散,松弛时间短,但粘弹性变形和被锁定的粘性变形小,最终的变形恢复量小,不可逆厚度膨胀率小,见表 4。然而,板的压缩率过小,热压时刨花间载荷作用小,其间隙相对大,造成传热不良,影响胶粘剂固化,及胶粘剂的有效胶接点面积小,最终影响胶接效果,对板的力学性能极不利,各项强度很低,难以达到使用要求。
因此,随密度增大,尺寸稳定性下降,当密度达到一定程度时,又有所改善。对板的力学性能,基本上随密度的增大而增大,见表 5所示。因此在满足板使用性能的前提下,应降低板的密度。在需要高强度且要求板的尺寸稳定性时,提高密度可获得尺寸稳定性相对较好的板。
|
|

木材是一种吸湿性材料,因此当水分存在时,表现出一般高聚物所没有的特性。水分在热压时对板的影响主要是降低木材部分组成物质的玻璃化温度,如表 1所示。据此,水分影响木材在热压时的力学性质和压缩性能,进而影响刨花板的各项性能。
王培元通过研究白杨的横纹压缩流变性能认为:试件绝干时,温度的升高,其弹性柔量和推迟弹性柔量只有少量的增加;当试件的含水率提高时,温度的升高,两种柔量的增加却很多;当蒸气通过试件时,横纹粘弹性变形量大幅度增长(王培元,1987a)。白杨在低恒压应力范围内粘性变形会出现一个转折点,即应力超过某一水平时,塑性变量随应力的增大而迅速增大;当试件的温度和含水率提高时,转折点向低应力方向移动(王培元,1987b)。因此木材在一定的热压压力、热压温度和热压时间作用下,含水率提高,弹性变形降低,而粘弹性变形和粘性变形增加,这导致板内留存的残余应力下降。虽热压中粘弹性变形量有所增加,但板在应用中的粘弹性变形恢复时间将延长,即板的尺寸稳定性有所提高,在一定测量时间内的不可逆厚度膨胀率将下降。另外,板内的残余内应力下降,使得在应用时,其应力释放量下降,由此将产生较少的胶接点破坏,有利于不可逆厚度膨胀率的改善。这些都符合实验结果,即随刨花含水率的提高,不可逆厚度膨胀率呈下降趋势,见表 6。
|
|

但是,当含水率较高时,刨花板热压过程中将发生复杂的物理化学变化,在胶粘剂固化后水分排出所需时间也长,热压后含水率过高的板其变形也较大,由此会影响刨花板的热压效率及板的最终性能。因此,含水率对热压过程的影响和板的性能影响较复杂,但一般来讲,在能满足热压要求和板性能要求时,尽量提高刨花的含水率,将有利于降低不可逆厚度膨胀率。实验经验表明,施胶后的刨花含水率在10%~16%时为宜,板将具有较好的综合性能及热压效率。
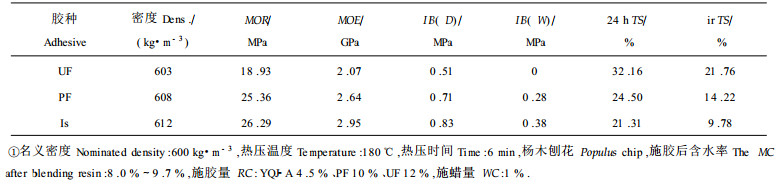
2.5 胶粘剂种类人造板是靠胶粘剂的胶接作用将木材结构单元胶接在一起,从而获得优良的力学性质。胶粘剂对刨花板不可逆厚度膨胀率的一个显著影响,实质是胶粘剂的胶接性能和固化后胶粘剂的刚柔性的差异。
2.5.1 胶粘剂的胶接性能胶粘剂的胶接性能和刚柔性由胶自身的特性决定。目前在刨花板制造上常用的胶粘剂主要是脲醛树脂胶粘剂UF、酚醛树脂胶粘剂PF和近年刚发展起来的异氰酸酯胶粘剂Is。前两种胶的胶接机理相近,一般都认为主要是机械结合和扩散理论等的弱化学键的胶接作用;对异氰酸酯胶粘剂,体系中存在高反应活性游离异氰酸酯基,因此主要是形成强有力的化学键结合,而反应后的产物,存在相当量的酯基和亚胺基等极性较大的基团,因此胶接中也能形成第二类化学键,许多学者(Carl et al., 1983; Coleman et al., 1986)在研究中都发现氢键的存在。一般认为上述三种胶粘剂的胶接作用和综合性能的优劣顺序为:Is≥PF>UF,实验结果也说明这一点,见表 7。
|
|
胶粘剂的刚柔性其实质是反映分子链由于内旋转不断改变其构象的能力,它由胶粘剂分子的自身结构决定。胶粘剂链段的柔性增加,其玻璃化温度相对低些,因此在胶接过程中,有利于链的旋转和构象改变,则有利于应力释放。但是胶粘剂的柔性增加在一定程度时将影响胶接体系的其它性能如力学强度、耐水性等,过多的引入,还会造成胶接点强度下降,反而引起较多的胶接点的破坏,不可逆厚度膨胀率又增大。以异氰酸酯预聚体胶粘剂YQJ-A为基础,分别引入不同量的聚乙二撑(—CH2CH2O—)链段,取代YQJ-A中的多元醇链段,以提高其体系的柔性,用粘度η表征(涂-4杯,25℃),其实验结果见表 8。
|
|

因此,胶粘剂自身特性也将在一定程度上影响板的尺寸稳定性。胶接机理的不同,胶接强度不同,在环境条件变化时,会引起不同程度的胶接点破坏,产生某种程度的不可逆厚度膨胀率。在刚性较大的胶粘剂中适当的引入软段,因为它有利于板的应力释放,又不至使胶接点强度下降过大,可很好的降低不可逆厚度膨胀率。
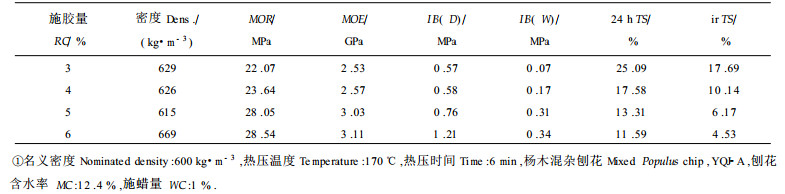
2.6 施胶量在其它条件一定的前提下,刨花板的施胶量决定了板内胶接点的数目。施胶量提高,将增加胶接点数目,使得体系能够承受更大的内应力作用,而不致使过多的胶接点产生破坏,因而降低因胶接点破坏所产生的不可逆厚度膨胀率,使其它性能也大大提高,见表 9。但是施胶量的提高,将使刨花板的成本相应提高,因此对于一般用途的刨花板,利用提高施胶量来改善尺寸稳定性的办法不可取。
|
|
通常都认为,在人造板制造过程中,施加一定量的石蜡,将有利板的尺寸稳定性。但是实验表明,施加一定量的石蜡,只有利于刨花板的2 h吸水厚度膨胀率,而对于24 h吸水厚度膨胀率或不可逆厚度膨胀率并无明显改善作用,见表 10。因为石蜡的憎水性,使得它能在一定时间内,阻碍水分进入板内,而
|
|

在长时间的水浸泡测试时,水最终在刨花板内充分扩散。另外,为了不影响胶粘剂对刨花的胶接,石蜡的添加量很有限,一般在1.0%左右,它无法包裹具有巨大表面积的刨花,而是和胶粘剂一样,以点状分布于刨花表面。然而在施胶时添加石蜡,可能造成胶接界面污染,影响胶粘剂的胶接效果,从而增加胶接点破坏引起的不可逆厚度膨胀率。因此石蜡的添加并不能有效的降低刨花板的不可逆厚度膨胀率。
2.8 刨花形态和刨花种类须田久美(1987)曾研究了24种形态刨花与低密度刨花板性能的关系。结果表明,刨花板厚度方向的尺寸稳定性随着刨花宽度和长度的减小而提高;而刨花板长宽方向的尺寸稳定性则随着宽度的减小以及刨花长度的增大而提高。对刨花长度分布不同的刨花,若刨花长度的平均值相同的话,对板的尺寸稳定性无影响。
刨花的材料种类不同,由于材料自身的结构特性、物理性能和化学成分存在差异,它们在很大程度上决定板的各项性能。在材料的结构特性上,尤其是它们的细胞腔大小,会影响胶粘剂在刨花表面上的分布情况。若细胞腔大,施胶时,不免有较多胶粘剂过度渗透到细胞腔内,而刨花板制造希望胶粘剂尽可能在刨花表面形成胶接,由此产生更大的胶接面积,以减少胶接点破坏。另外细胞腔大,在热压压力作用下,会有较多的细胞腔被压溃,因此可以制得相同密度的板,却有较小的内应力锁定于板内,使刨花板存在较小的变形恢复。
材料密度和材质的软硬主要影响压缩率和压缩难易程度,进而影响板在热压中的流变程度。压缩率不同意味着刨花在热压流变时的受载荷大小不同,因而影响各种变形的成分和木材在热压压力下的压溃程度。材料的软硬决定刨花的可压缩性,刨花的可压缩性差,将产生较大的弹性变形,最终使得锁定在板内的内应力增大,增加恢复厚度膨胀率量。材料的密度大,使得在制造相同密度的板时,刨花的表面积将有所下降,而在施胶时,原则上是按板的表面积分配分布,则此时用密度较大的材料在相同施胶量制板时具有提高施胶量的效果。
材料的化学成分差异对板尺寸稳定性的影响主要是在胶接界面物理化学特性和抽提物的影响。如果界面上存在过多的弱界面物质,会隔离胶粘剂与刨花基材的有效作用,最终造成较多的胶接点破坏。如用密度和软硬相近的红松和杨木制板,红松因含较多的树脂,其不可逆厚度膨胀率远大于杨木。有些弱界面物质,如蜡类和硅化合物,它会大大降低刨花表面的表面自由能,使得一般的胶粘剂无法均匀分布及有效胶接。如稻草若不经硅化合物处理后,脲醛树脂胶粘剂即使提高施胶量也难以对其有效胶接。
因此材料种类对刨花板的尺寸稳定性影响微妙又复杂,而种类又多,难以一一验证或得出肯定的定论,最终以一组有关材料的实验数据说明它们影响的矛盾性,见表 11。
|
|

刨花预处理是在刨花板施胶热压前,经一定的物理化学处理。理论上对刨花的预处理方法很多,只要不明显影响刨花胶接性能却又能改善木材尺寸稳定性的办法都可用作对刨花的预处理。如乙酰化处理、热处理、蒸气预处理、甲醛处理、PEG处理、低分子酚醛或脲醛树脂处理、酐类或环氧类化合物处理、酸处理、碱处理等。但是考虑到刨花板生产的效益、效率及工艺处理难度,将来有应用可能的是蒸气预处理、酸处理和碱处理等。
不少研究证据证明,蒸气预处理可使刨花板的厚度膨胀率明显减少,还可使木材的可压缩性提高,降低木材的回弹,即减少木材的可逆厚度膨胀率。其原因主要是:1)半纤维素,尤其是多糖醛酸类发生物理化学变化,而生成弱吸湿性聚合物,或部分半纤维素水解成低分子化合物,而降低半纤维素的含量,使得木材的可压缩性提高,减少木材的回弹和刨花板在热压时的内应力,有效降低不可逆厚度膨胀率;2)木素经蒸气预处理,虽结构无明显变化,但能够引起部分木素分子量的降低,而使木素在热压时的软化点下降,有利于木材的塑性流动,降低成板的内应力;3)经蒸气预处理的木材,其纤维素的结晶度有可能下降,同时羟基含量减少,降低了木材的吸湿性和热压软化点。因此蒸气预处理对改善木质基复合材料的体积稳定性非常有效(李坚,1989;1992),一般蒸气预处理时间越长,板的尺寸稳定性越好。
刨花的酸碱预处理也是通过改变木材的结构和成分实现板的尺寸稳定。在较高浓度碱存在下,木材细胞内的半纤维素和木素产生较大程度降解,结构发生一定的变化,导致刨花板在热压时可压缩性提高,有利于板的内应力释放,降低板的不可逆厚度膨胀率。一般碱的浓度越高,板的不可逆厚度膨胀率下降越大,当碱的浓度达到1%(pH约12.8)时,不可逆厚度膨胀率可降到0.4%,基本上可忽略不记(Baecher, 1954; Wanguard, 1966)。在酸性条件下,主要是木材细胞成分中的半纤维素发生明显的降解,降低了板的不可逆厚度膨胀率。酸的浓度越高,板的不可逆厚度膨胀率越小,但效果不如碱处理的明显,因为碱可使木材的软化点有所降低,有利于板的内应力释放,但也不能忽视由于胶种改变引起的变化。
2.10 成板的二次压制处理实践表明,热压后刨花板的热堆放或进行二次压制可有效的提高板的尺寸稳定性。其原理主要是在热作用下,板热压后残留于体系内的内应力,以非膨胀功耗能释放,同时较高的温度使板的松弛时间和蠕变推迟时间下降,致使应力释放更快更有效。还有一个主要原因是当板刚热压后,其含水率较高,在热堆放或进行二次压制中,由于体系仍处于较高温度,水分仍然要进一步外排。在受载荷作用的木质材料(此处是热压后的残余内应力),如果存在含水率梯度变化,会发生机械吸附蠕变现象(王逢瑚,1993),此现象在较高的温度下会很快进行和完成,由此产生的变形是永久性变形,不会恢复,对板的尺寸稳定性有积极意义。因此热堆放或二次压制提高刨花板尺寸稳定性是因为内应力以非膨胀功耗能有效释放和机械吸附蠕变的永久性变形的产生,二次压制处理时间越长,板的不可逆厚度膨胀率越低。
3 结论要降低刨花板的24 h吸水厚度膨胀率或提高其尺寸稳定性,关键是降低其不可逆厚度膨胀率。因为厚度膨胀率平行性现象,使得24 h吸水厚度膨胀率与不可逆厚度膨胀率的差值相差不大。
降低刨花板不可逆厚度膨胀率的实质是尽量以非膨胀功耗能释放热压锁定的内应力,减少热压后粘弹性变形的恢复及胶接点的破坏。
在尽可能低的热压温度、尽可能短的热压时间或延长低压时间、适当的密度、适当的含水率、选用合适的胶粘剂、提高施胶量、尽量降低施蜡量、应用合适的刨花种类和形态、对刨花进行预处理及成板后进行二次压制或热堆放,能有效降低板的不可逆厚度膨胀率,提高板的尺寸稳定性。
顾继友, 高振华, 王逢瑚, 等. 2002a. 刨花板厚度方向变形研究Ⅲ.刨花板厚度方向变形模型与规律的确定. 林业科学, 38(4): 134-140. |
顾继友, 高振华, 谭海彦, 等. 2002b. 刨花板的厚度膨胀率平行性现象. 林业科学, 38(5): 128-134. |
陆文达. 1993. 木材改性工艺学. 哈尔滨: 东北林业大学出版社, 52-55.
|
李坚. 1989. 蒸汽预处理改善木质基复合板的体积稳定性. 北京木材工业, 4: 23-26, 29. |
李坚. 1992. 木质人造板的尺寸稳定化. 中国木材, 4: 14-17. |
王逢瑚. 1993. 生产优质酚醛刨花板新途径——双重压制. 木材工业, 4(7): 3-7. |
王培元. 1987a. 白杨木材横纹压缩流变性能Ⅰ.粘弹性. 林业科学, 23(2): 182-190. |
王培元. 1987b. 白杨木材横纹压缩流变性能Ⅱ.塑性. 林业科学, 23(3): 356-363. |
须田久美.  .木材学会志, 1987, 33(5): 376~384 .木材学会志, 1987, 33(5): 376~384
|
Baecher R H. 1954. Wood in chemical engineering construction. Jour.Prod.Resoc., 45: 332-336. |
Carl B, Wang F, Stuant L C. 1983. The kinetics of hydrolysis and bonding of isocyanate. Macromolecules, 16: 775-78. DOI:10.1021/ma00239a014 |
Coleman M, Lee M, Skkrovanck D. 1986. Synthesis and properties of polymer isocyanate as adhnesive. Macromolecules, 19: 21-49. |
Wanguard F F. 1966. Resistance of wood to chemical degradation. For.Prod.j., 16(2): 53-64. |