 2001, Vol. 37
2001, Vol. 37文章信息
- 母德强, 陈塑寰.
- Mu Deqiang, Chen Suhuan.
- 圆锯片最佳辊压适张度处理位置的分析
- ANALYSIS OF OPTIMUM POSITION OF ROLL TENSIONING ON THE CIRCULAR SAW BLADE
- 林业科学, 2001, 37(2): 84-89.
- Scientia Silvae Sinicae, 2001, 37(2): 84-89.
-
文章历史
- 收稿日期:2000-09-13
-
作者相关文章


木材市场价格和劳动力价格不断上涨, 提高出材率和生产率已成为木材加工业的重要研究课题。圆锯作为材料加工的基本工具, 在木材生产中占30.~ 40.的比重。统计资料表明(Szymani et al., 1979):锯片厚度或锯路跑偏减小0.8 mm, 能使出材率提高1 %~ 3 %。
使用薄锯片进行高速切削加工, 必须研究保证平稳切削的有效措施。目前, 主要有如下方法:(1)锯切过程进行振动主动控制; (2)在线冷却锯片高温区或加热低温区; (3)适当改变锯片局部结构, 比如:在锯片外围附近开小槽等; (4)采用锯夹装置; (5)选择适当的锯片切削参数; (6)对锯片进行适张度处理。在上述诸方法中, 适张度处理被认为是目前提高锯片稳定性的最有效的方法。
所谓适张度处理, 是一种通过外界作用使锯片局部产生足够的塑性变形, 从而在锯片体内产生适当的残余应力场的过程。
圆锯片的适张度处理方法主要有:锤击法(Dugdale, 1963)、辊压法(Berolzheimer et al ., 1959)、喷丸法(徐晶译, 1989)、加热法(Mote, 1965)和胀孔法(Parker et al., 1991)等。在这些适张度处理方法中, 辊压法被公认为是一种有效可行的适张度处理方法, 具有操作简单, 效率高, 可靠性、重复性与一致性好等特点, 是学者们的研究重点, 也是适张度处理的主要方法。
试验证明:辊压位置的不同对圆锯片动态特性影响是不一样的1)。本文利用非线性理论和矩阵摄动理论, 分析研究了离心力场和切削温度场共同作用下, 辊压适张度处理位置的变化对锯片动态特性和临界转速影响; 同时还分析了夹紧半径对最佳辊压位置的影响。
1) 张大卫.圆锯片切削过程稳定性及适张度设计方法的研究.天津大学博士学位论文, 1995。
1 理论分析锯片面内应力对其动态特性影响的问题实际上应归属为非线性问题。根据非线性振动理论(Zienkiewica, 1977), 锯片的运动方程为

|
(1) |

|
(2) |
式中, [ Ko]为线性刚度矩阵; [ K σ]为初应力非线性矩阵, 与结构内部应力有关; [ KL]是大位移非线性矩阵, 对于此问题[ KL]可以忽视。
对于薄板问题, 我们有
|
(3) |
|
(4) |
|
(5) |
在方程(2)~ (5)中, Kop是板的平面应力线性刚度矩阵; Kob是板的弯曲问题线性刚度矩阵; Tx = σxH, σx是板的面内平均应力等; H为板的厚度; N1b, N2b …是板弯曲的形函数。
由此可见, 若锯片的质量和阻尼不变, 由于离心力场、切削温度应力场和辊压适张度处理产生的残余应力场的共同作用, 使系统刚度发生改变。因此, 锯片的动态特性将发生变化。
2 锯片内的应力 2.1 离心力场设圆锯外半径为Rb, 夹紧半径为Ra, 厚度为H, 质量密度为ρ, 当锯片以匀角速度ω旋转时(图 1), 根据弹性力学理论(徐芝纶, 1979), 锯片内的径向应力σr1和切向应力σθ1有如下形式

|
图 1 以匀角速度旋转的锯片 Fig. 1 Saw blade rotating at constant angle velocity |

|
(6) |

|
(7) |
式中:μ为泊松比。
2.2 温度应力场锯切过程中, 由于切削热和摩擦热, 在锯片体内将引起轴对称分布的温度场T(r)。若将锯片简化成中心夹紧的等厚圆盘, 且假设温度沿厚度方向是均匀分布的, 则根据温度应力的平面问题理论(徐芝纶, 1979)可解得

|
(8) |

|
(9) |
式中:E为杨氏模量; α是热膨胀系数。

|
(10) |
根据文献1)在正常切削时实测的结果如图 2所示, 可将T(r)简化成正态分布曲线形式。

|
图 2 正常切削时T(r)的分布曲线 Fig. 2 Distribution of T(r)at normal cutting |

|
(11) |
式中:σ为温度分布曲线方差; rm 为最高温度径向位置; Tm为与加工有关的温度系数。
2.3 辊压残余应力场有关辊压适张度应力的试验与理论分析的文献很多(Barz, 1965; Szymani et al., 1974), 都得到较一致的结论。在辊压初期, 适张度应力较弱, 切向拉应力存在于以辊压环带为界的内外环区, 且外环区比内环区大; 继续辊压, 内环区的切向拉应力渐渐过渡到零或压应力; 到辊压后期, 内环区的切向应力完全为压应力, 内外环区切向应力仍为拉应力。其分布如图 3所示。

|
图 3 辊压适张度处理引入的残余应力分布图 Fig. 3 Distribution of remain stresses introducing by roll-tensioning |
在结构的质量和阻尼不变的情况下, 当考虑切削温度应力场以及锯片转速和辊压适张度处理位置变化时, 结构的刚度将不断变化。即

|
(12) |
式中:ε是一个小参数; [ Ko]原系统的刚度矩阵; ε[ K1]代表结构修改前后刚度矩阵的变化量。
因此, 锯片离散系统的特征值问题为

|
(13) |
对于这类参数小变化引起结构振动特性变化的优化设计重分析问题, 矩阵摄动理论与方法是非常有效的(陈塑寰, 1999)。根据摄动理论, 当ε[ K1]很小时, 特征值和振型都只有小变化。特征值和特征向量可按小参数展成幂级数

|
(14) |

|
(15) |
在上述公式中, λ0i、{u0i}为原系统的特征值和特征向量, λ1i、λ2i分别为特征值的一阶摄动和二阶摄动, {u1i}和{u2i }分别为特征向量的一阶摄动和二阶摄动。
对于孤立特征值问题, 特征向量和特征值的有限元一阶摄动公式为

|
(16) |
|
(17) |
其中

|
(18) |

|
(19) |
在公式(16)~ (19)中, {u0i}为局部结构单元特征向量, [ ΔKe]为修改后的单元刚度增量, λ0i为原结构的特征值, n为单元总数, NF为所截取的模态数。
对于重特征值问题, 特征向量和特征值的有限元一阶摄动公式为

|
(20) |

|
(21) |
其中

|
(22) |
矩阵[ D]的元素可由下式求得

|
(23) |
在公式(20)~ (23)中, I为m ×m阶单位矩阵, {β}为待定的向量, {wi}为重特征值的特征向量, m为重特征值的个数。
当ε[K1]较大时, 为了减少重分析误差, 应采用迭代摄动方法(陈塑寰, 1999)。计算公式如下:
|
(24) |
对p =1, 2, …进行计算,

|
(25) |

|
(26) |
|
(27) |

|
(28) |

|
(29) |

|
(30) |
如果
|
(31) |
则迭代过程收敛, 或p =NTP迭代停止。NTP为预先制定的迭代次数, 一般NTP ≤ 6已足够。tol为预先制定的收敛阀值。
4 算例利用上述理论与方法, 对于图 1所示系统进行算例分析。取锯片参数Rb =0.225 m, H =0.0016 m, 弹性模量E =2.1 ×1011N/m2, 质量密度ρ=7800.g/m3, 泊松比μ=0.3, 热膨胀系数α=1.1 ×10-8℃。
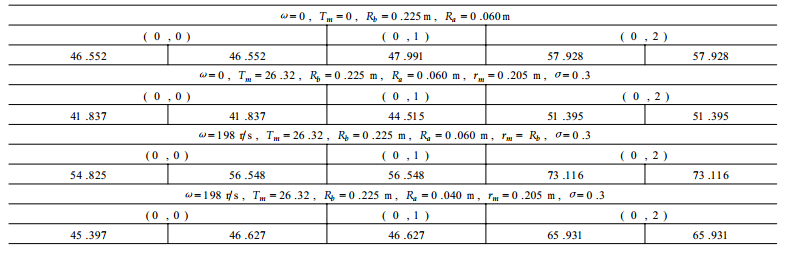
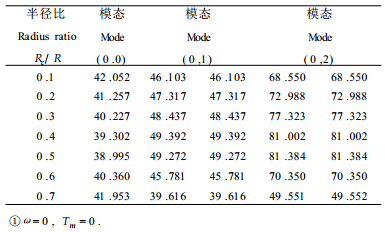
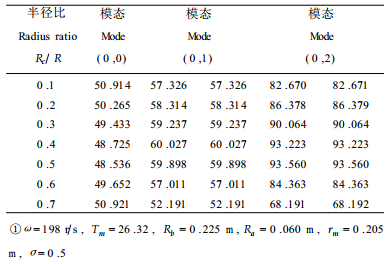
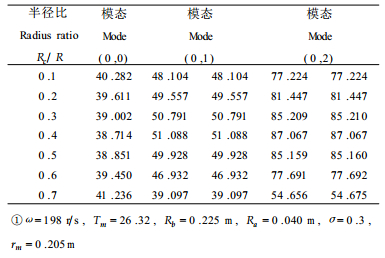
表 1是离心力场、正常切削温度场和夹紧半径对锯片频率的影响。表 2是ω=0, Tm =0., 辊压适张度处理半径Rc对各阶模态频率的影响情况。表 3是ω=198.0.r/s, Tm =26.32, σ=0.3, Rb =0.225 m, Ra =0.060., rm =0.205 m时, 辊压适张度处理半径Rc对各阶模态频率的影响情况; rm =0.225 m时的情况如表 4所示; σ=0.5时的情况如表 5所示。当ω=198.0r/s, Tm =26.32, σ=0.3, Rb =0.225 m, Ra =0.040., rm =0.205 m时, 辊压适张度处理半径Rc对各阶模态频率的影响情况如表 6所示。
|
|
|
|
|
|

|
|

|
|
|
|
从表 1可以看出:对于中心夹紧的锯片, (0, 0)模态频率为单频, (0, 1), (0, 2)模态频率为重频。切削温度降低锯片的固有频率, 转速可提高锯片的固有频率, 但是, 根据Mote等一批学者提出并被试验所证实的圆锯片临界转速理论(Mote, 1970; Mote et al., 1971)可知:转速增加, (0, 2)模态的向后传递的运动波频率减少, 当转速增加到使此运动波频率减少到零时(第一阶临界转速), 锯片将产生动态失稳。
从表 2~6的结果可以看出:辊压适张度处理可以提高(0, 2)模态的频率。因此, 第一阶临界转速值增加, 且有最佳位置; 但是, 辊压适张度处理后, (0, 0)模态的频率有所下降, (0, 2)模态的频率达到最大时, (0, 0)模态的频率为最小。还可以看出:离心力场和正常切削温度场分布参数(rm, σ)对最佳辊压适张度处理位置影响不大, 但锯片外径与夹紧内径的比值(Rb/Ra)对最佳辊压适张度处理位置影响很大, 不可忽视。
5 结论矩阵摄动理论与方法对求解锯片因离心力场、切削温度应力场和辊压适张度处理引入的残余应力的动态特性变化问题是十分有效的。
辊压适张度处理可以显著提高锯片的(0, 2)阶模态频率值。因此, 可以提高锯片的最低临界转速且有最佳辊压位置。
辊压适张度处理使锯片(0, 0)阶模态频率有所下降, 而且当(0, 2)阶模态频率增加到最大值时, (0, 0)阶模态频率下降到最小值。
离心力场及正常切削时温度场的分布参数(rm, σ)对辊压适张度处理的最佳位置影响不大, 但是锯片外径与夹紧内径的比值(Rb/Ra)对其影响很大。因此, 在实际应用中要特别注意。
陈塑寰著.结构动态设计的矩阵摄动理论.北京: 科学出版社, 1999
|
徐晶译.一种获得圆锯片适张度的新技术.木工机床, 1989, 2: 48~49 http://www.cnki.com.cn/Article/CJFDTotal-MGJC198902016.htm
|
徐芝纶. 1979. 弹性力学. 北京: 人民教育出版社.
|
Berolzheimer C, Best C. 1959. Thin circular saw blades. Journal of Forest Production, 9(11): 404-412. |
Barz E. 1965. Zur Frage der eigenspannunger in scheiber und band formigen werkzeuugen, 1.Mitteilung :Aersterungsfreiee-mittlungvon eigenspannunger bei scheiben-und bandfo rmigen trennwe rkzeugen. Holz Roh-werkstoff, 23(10): 412-419. DOI:10.1007/BF02613044 |
Dugdale D S. 1963. Measurement of internal stress in discs. Int.J.Eng.Sc, 1: 383-389. DOI:10.1016/0020-7225(63)90015-6 |
Mote C D. 1965. Free vibration of initial stress circular discs. Trans, ASME, 67(B): 258-264. |
Mote C D, Nieh, L T. 1971. ontrol of circular discs stability with membrane stress. Experiment Mechanics, 11(11): 291-298. |
Mote C D. 1970. Stability of circular plates subjected to moving loads. J.Franklin Institute, 290(4): 329-344. DOI:10.1016/0016-0032(70)90188-2 |
Parker R G, Mote C D. 1991. Tuning of the natural frequency spectrum of a circular plate by in-plane stress. Journal of Sound and Vibration, 145(1): 95-110. |
Szyman R, Mote C D. 1974. A review of residual stress tensioning in circular saws. Wood Science and Technology, 8(12): 148-161. |
Szymani R, Mote C D s. 1979. Theoretical and experimental analysis of circular. Wood Science Technology, 13: 211-237. DOI:10.1007/BF00350225 |
Zienkiewicz O C. 1977. The finite element method (third edition). McGraw -Hill. |