 2008, Vol. 44
2008, Vol. 44文章信息
- 江京辉, 吕建雄.
- Jiang Jinghui, Lü Jianxiong
- 红椎和西南桦人工林木材的机械加工性能
- Machining Characteristics of Castanopsis hystrix and Butula alnoides Plantation Wood
- 林业科学, 2008, 44(10): 120-126.
- Scientia Silvae Sinicae, 2008, 44(10): 120-126.
-
文章历史
- 收稿日期:2007-03-12
-
作者相关文章



当前,我国高级室内装饰、家具、地板等实木用材仍主要依赖于国产和进口的天然阔叶材,其中进口材比例越来越大。但是,随着天然林资源的逐渐减少和国内外对天然林保护意识的加强,优质实木用阔叶材资源将会越来越紧缺。另一方面,我国南方具有丰富的珍贵阔叶林树种,其中大部分具有重要的用材价值,尤其是近些年红椎(Castanopsis hystrix)和西南桦(Betula alnoides)的人工林资源已经有了快速发展(吕建雄等,2005)。因此,加强对其木材材性及加工特性的系统研究,是合理开发和持续利用这些资源的重要途径。
作者已对红椎和西南桦2种人工林木材的干缩特性及其力学特性开展了研究(吕建雄等,2005;2006)。在此基础上,为了进一步提高人们对这2种人工林木材的认可程度及其市场竞争力,就有必要对其应用于高档装饰材料、家具等的主要机械加工性能(横截、刨削、砂光、钻孔、榫眼加工、成型铣削、车削)进行测试和评估。本文将全面、系统地测定红椎和西南桦人工林木材的机械加工性能,同时为便于进行比较,选取了天然林阔叶材蒙古栎(Quercus mongolica)为对照试材,为实现红椎和西南桦人工林木材高附加值的加工利用提供技术指导。
1 材料与方法 1.1 试验材料红椎和西南桦试材采自广西省凭祥市,树龄为22年,平均胸径均为22 cm,本次研究试材取自于每株5.3~7.3 m段。红椎5株,试验时平均含水率为9.43%,基本密度为0.491 g·cm-3;西南桦4株,试验时平均含水率为9.07%,基本密度为0.500 g·cm-3;蒙古栎的规格为:截面400 mm×60 mm,长为2 m,共4块,试验时平均含水率为7.75%,基本密度为0.512 g·cm-3。试件的尺寸和数量如表 1,完全随机处理。
1.2 试验设备和方法|
|

刨削:使用KUW-500F1型自动进料两面刨床,美国材料试验协会标准1)要求在刨切时一次只能加工一个面,因此在加工中只使用了设备的上刀轴。在刨削过程中,保持刀具参数不变,切削前角为20°,刀片数(number of knife, NK)为3,刀具楔角为39°,刀具转速(rotating velocity of planning blades, RPM)为5 000 r·min-1(侯新毅,2004)。切削厚度选择的3个水平为2.5,1.6和0.8 mm,在每个切削厚度,根据板材用在不同场合其每英寸(2.54 cm)刀痕数(knife marks per inch, KMPI)是不同的,所以选用的每英寸(2.54 cm)刀痕数为20,40,48。根据公式FS=(NK×RPM)/(KMPI×12×25.4)(Darrell,2002),就可得出进料速度(feed speed, FS)分别为19.1,9.52,7.94 m·min-1。
1) ASTM D1666-87. 2000. Annual book of ASTM standards.
砂光:使用WS-65型宽带单架砂光机,自动进料速度5.8 m·min-1,每次打磨厚度0.5 mm。对每个试件的两面进行砂光,其中一面用80目和120目砂布先后砂光,而另一面用120目砂纸砂2遍。然后采用HANDYSURF E-35A型手持式表面粗糙度测定仪测量砂光后试件的表面粗糙度(侯新毅,2004),并与刨削[刨刀转速5 000 r·min-1,每英寸(2.54 cm)刀痕数40,加工厚度0.8 mm]后的粗糙度进行比较。
钻孔:采用B13S型台钻,带有沉割刀钻头,主轴转速为3 600 r·min-1,钻头直径25 mm,钻头垂直于试件表面,进料均匀缓慢,加工时应在试件下面垫有同一种树种的板材,尽量使其与试件紧密接触。
成型铣削:使用立式单轴手工进料木工铣床,主轴转速为6 000 r·min-1。先将试样按所需成型的形状划线,然后用细木工带锯(也称“线锯")加工出外部轮廓,接下来在铣床上一次铣削成型,每种木材均采用顺铣和逆铣2种成型铣削方式。成型铣削加工质量分成3个部分(末端木纹、与木纹平行、与木纹交叉的对角区域)分别进行评价(Turner et al., 1999;Davis,1962)。
榫眼加工:使用MK312型立式单轴连续榫眼槽机,主轴转速为2 400 r·min-1。试验时,先用12 mm的钻头加工圆孔,再用12.5 mm的方凿把圆孔加工成方孔,加工时尽可能使榫眼两边垂直于木材纹理,且另外两边平行于木材纹理。在加工时试件下面要用同种树种的木材作为垫板,并尽可能使其与试件之间紧密无间隙(侯新毅,2004)。
车削:使用TS-120型专用木工车床,采用直齿刀和靠模配合进行车削加工,转速为4 210 r·min-1,纵向刀架进给速度为6 m·min-1,其最大加工量为8.5 mm,采用的是一次成型加工。
横截:使用NRG-30型手动精截圆锯机测试横截性能,锯片转速为4 000 r·min-1,直径为305 mm,厚度为3 mm,锯齿角4°,锯片最高点高出床面53 mm。其评价方法参照新西兰林业研究学院的评价标准1)。
1) New Zealand Forest Research Institute Ltd.2000. A comparative study of New Zealand pine and selected southeast Asian species.
1.3 机械加工质量的评价标准木材主要机械加工性能项目的测试参照美国材料试验协会标准进行;横截性能的评价参照新西兰林业科学研究院制定的标准。每种加工性能均依据加工试样产生缺陷的破坏程度以及缺陷对后续加工可能造成的影响水平,参照上述标准将每块试材的加工质量分为5个等级,一级:优,不存在缺陷;二级:良,存在其轻微缺陷,可通过砂纸轻磨消除;三级:中,存在较大的轻微缺陷,还可通过砂纸打磨消除;四级:较差,深、大缺陷,很难消除;五级:极差,限制使用。
然后采用加权积分,即一级为5分、二级为4分、三级为3分、四级为2分、五级为1分,分别乘以各自的百分率,得到的和为该项加工性能的质量等级值,并以此来比较树种间或不同加工条件下各项性能指标的优劣,进一步将此质量等级值划分为优(4~5)、良(3~4)、中(2~3)、差(1~2)和劣(0~1),以此确定各项性能的质量等级。
2 结果与讨论 2.1 刨削从表 2可知,对西南桦木材而言,当刨削厚度为2.5 mm时,一级所占比率随着每英寸(2.54 cm)刀痕数(KMPI)增大而递增,而一、二级试件所占的比率都在80%左右;当加工厚度为1.6 mm和0.8 mm,KMPI为20时,加工厚度为1.6 mm的一、二级试件比率要小于加工厚度0.8 mm的一、二级试件比率,KMPI为40和48的一、二级试件比率均为100%。产生的缺陷主要包括:削片沟痕、削片痕、啃头和波纹。对于红椎木材来说,当KMPI为20时,加工厚度越小其一、二级试件比率就越大;当KMPI为40和48,加工厚度1.6 mm和0.8 mm时,一、二级试件比率均大于80%,甚至达到100%;而加工厚度2.5 mm,KMPI为48的一、二级试件比率仅有46%,小于KMPI为40一、二级试样比率;加工厚度为1.6 mm,KMPI为48时,一、二级刨削试样比率最大,其值为100%。产生的缺陷类型与西南桦的相同,主要包括:削片沟痕、削片痕、啃头和波纹。对蒙古栎木材进行刨削时,无论哪一种加工厚度,KMPI为48和40的蒙古栎一、二级试件比率均为100%;当KMPI为20时,加工厚度越小,其一、二级试件所占的比率越大。主要产生的缺陷包括:削片沟痕、凹凸纹理和波纹。
|
|

从刨削质量、木材利用率和加工效率3方面考虑,根据上述试验结果得出,在转速为5 000 r·min-1、加工厚度为0.8 mm时,KMPI为40的加工工艺最佳。在此条件下比较西南桦、红椎和蒙古栎木材的刨削性能,对每种木材进行等级积分加权,得出西南桦、红椎和蒙古栎的刨削质量等级值分别为4.55,4.00和4.10。
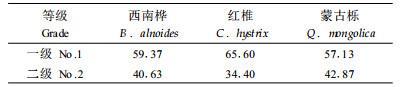
2.2 砂光3种木材经过80目和120目砂纸先后砂光后其结果如表 3所示。ASTM标准要求以一级试件的比率作为衡量其砂光性能好坏的指标,在本次试验中,西南桦、红椎和蒙古栎的一级试件比率分别是59.37%、65.60%和57.13%,其表面主要缺陷有毛刺和发黑。另一种砂光工艺是120目砂纸砂光2遍,由结果表 4可知,所有树种木材的一级试件比率均要小于前一种工艺下的比率。
|
|
|
|

采用HANDYSURF E-35A型手持式表面粗糙度测定仪测量砂光后试件表面3个不同位置的表面轮廓算术平均偏差(Ra)值,其评定长度为10 mm。图 1是西南桦、红椎和蒙古栎3种木材经过80目和120目先后砂光后的Ra曲线,其平均值分别为1.152,1.362和1.944 μm;图 2是经过120目砂光2遍后的Ra曲线,其平均值分别为1.369,1.608和1.588 μm;图 3是经刨削(KMPI为40,加工厚度0.8 mm,主轴转速5 000 r·min-1)后的Ra曲线,其平均值分别为2.137,1.783和1.269 μm。

|
图 1 3种木材经80~120目砂光后Ra曲线 Figure 1 Roughness curve for three species after 80~120 sanding |

|
图 2 3种木材经120~120目砂光后Ra曲线 Figure 2 Roughness curve for three species after 120~120 sanding |

|
图 3 3种木材经刨削后Ra曲线 Figure 3 Roughness curve for three species after planning |
由图 1~3可知,西南桦和红椎木材经80目和120目砂纸先后砂光后,其Ra的平均值要比经120目砂纸砂光2遍的小,其波动程度也要小,而蒙古栎的情况恰恰相反;蒙古栎经刨削(刨刀转速5 000 r·min-1,KMPI为40,加工厚度0.8 mm)处理后表面质量要优于经过砂光(80和120目)后的表面。
3种木材经过80目和120目砂纸先后砂光后,通过加权积分得到西南桦、红椎和蒙古栎木材的砂光性能质量等级值,其值分别为4.59,4.56和4.57,3种树种木材的砂光性能等级都是优。
2.3 钻孔对西南桦、红椎和蒙古栎木材试样采用带有圆形沉割刀的钻头进行中心钻孔加工,加工后获得一级比率分别为77.59%,83.33%和81.03%,一、二级试样比率均高达100%,3种树种表现出优良的钻孔质量。
孔的上周缘的加工质量明显优于下周缘,在下周缘经常出现轻微毛刺缺陷,通过加权积分,得到西南桦、红椎和蒙古栎木材的钻孔性能质量等级值分别为4.83,4.81和4.78,均属于优等。
2.4 成型铣削成型铣削试验结果如表 5所示,在2种加工方式下,统计成型面的3个不同区域试件比率。
|
|

通过表 5可以比较得到,3种木材在不同区域内应采用不同成型铣削方式,西南桦在平行区应该采用顺铣,对角区和端面可采用逆铣;红椎在平行区和端面应采用逆铣,对角区采用顺铣;蒙古栎的3个区域均采用顺铣。由最佳的成型铣削方式,得到每种木材不同的区域的质量等级。成型铣削过程中产生的缺陷有毛状纹理、擦痕、灼烧和毛刺。
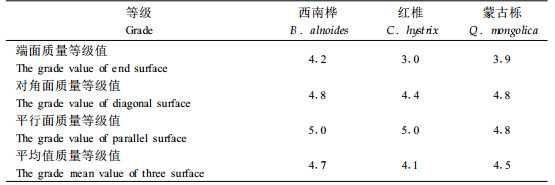
研究表明:在平行区、对角区和端面上,平行区域成型铣削质量最好,其次是对角区,端面的成型铣削性能最差;通过对上述3个区域的平均等级值进行计算,得出3个树种总成型铣削质量等级值,如表 6所示,西南桦、红椎和蒙古栎3种树种木材成型铣削性能均属于优,其等级值分别为4.7,4.1和4.5。
|
|
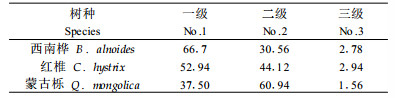
试验结果如表 7所示,按照ASTM标准要求统计一、二、三级试样,蒙古栎木材表现出最好的榫眼加工性能,其一、二、三级试样比率高达98.38%,其次是西南桦木材,其一、二、三级试样比率达到90.00%,红椎木材榫眼加工性能稍差,一、二、三级试样比率为84.48%。主要产生的缺陷有毛刺、撕裂和压溃。
|
|

试验结果表明:榫眼上周缘的加工质量好于下周缘,下周缘主要产生撕裂缺陷;内壁在平行纹理面光滑,而在垂直纹理面方向存在压溃缺陷;采用比率加权得出3种木材的榫眼加工性能质量等级值,则结果就更为明显,西南桦、红椎和蒙古栎的榫眼加工质量等级值分别为4.03,3.33和4.59。
2.6 车削ASTM标准要求把所有试件分成五级,计算一、二、三级试件比率,比较木材车削性能。各等级比率见表 8,其中产生的缺陷有表面切痕、纹理撕裂和崩角。西南桦和红椎这2种人工林木材的车削性能质量等级值分别为3.09和3.10,蒙古栎车削性能质量等级值为2.73。
|
|

3种木材试件的上部及前边的横截效果等级都很好,试件外表及下部和后边的试验结果见表 9,其中存在的缺陷有崩茬和撕裂。通过对各等级试件比率进行加权积分,得到横截性能等级值,西南桦、红椎和蒙古栎木材经横截后,综合等级值分别为4.64,4.50和4.36。西南桦横截性能最好,红椎其次,蒙古栎最差,但横截性能均为优。
|
|
从图 4所测性能质量等级可知,西南桦人工林木材优等级机械加工性能项目包括:刨削、砂光、钻孔、成型铣削、榫眼加工、横截;良等测试项目有:车削。与蒙古栎相比,优良项目等级完全相同。

|
图 4 西南桦机械加工性能质量等级值 Figure 4 Quality grade value of machining properties for B. alnoides |
从图 5可知,红椎人工林木材优等级的加工性能有:刨削、砂光、钻孔、成型铣削、横截;良等加工性能包括:榫眼加工和车削。与蒙古栎相比,榫眼加工性能稍差一点,其他6项等级范围均相同。

|
图 5 红椎机械加工性能质量等级值 Figure 5 Quality grade value of machining properties for C. hystrix |
从所有性能质量等级结果(图 6)可知,蒙古栎木材优等级性能有:刨削、砂光、钻孔、成型铣削、榫眼加工、横截,与西南桦木材的优等级完全相同,而车削性能为中级。

|
图 6 蒙古栎机械加工性能质量等级值 Figure 6 Quality grade value of machining properties for Q. mongolica |
总结上述3点结论,对每种木材机械加工性能的质量等级值进行平均,得到西南桦、红椎和蒙古栎的机械加工性能质量等级值分别为4.35,4.07和4.32(图 7)。3种木材的机械加工性能质量等级均为优,西南桦比蒙古栎的机械加工性能要好,红椎与蒙古栎相比略差。因此,从机械加工性能来看,西南桦和红椎人工林木材与蒙古栎一样,是一种优良的实木制品用材,适用于制造高档家具与装饰用材等高附加值产品。

|
图 7 3种木材综合机械加工性能质量等级值 Figure 7 Quality grade value of comprehensive machining properties for three species |
1) 对于机械加工性能(刨削、砂光、钻孔、成型铣削、榫眼加工、车削、横截)而言,西南桦和蒙古栎的车削性能分别为良和中,其他6项均属于优;而红椎木材的车削和榫眼加工2项性能为良,其他5项性能为优。
2) 西南桦、红椎和蒙古栎3种木材机械加工性能质量等级值分别为4.35,4.07和4.32,同属为优级。表明西南桦和红椎人工林木材与蒙古栎一样,是一种优良的实木制品用材,适用于制造高档家具与装饰用材等高附加值产品。
3) 根据成型铣削试验结果,西南桦木材平行区域宜采用顺铣的加工方法,对角区和端面区域采用逆铣;红椎对角区宜采用顺铣的加工方法,平行区和端面区域宜采用逆铣;蒙古栎的3个区域均可采用顺铣方式加工。
4) 西南桦和红椎木材经80目和120目砂纸先后砂光后,其轮廓算术平均偏差(Ra)的平均值要比经120目砂纸砂光两遍的小,其波动程度也要小,而蒙古栎的情况恰恰相反;柞木经刨削(刨刀转速5 000 r·min-1,KMPI为40,加工厚度0.8 mm)处理后表面质量要优于经过砂光(80至120目)后的表面。
侯新毅. 2004. 三种桉树木材的机械加工和透明涂饰性能研究. 北京林业大学硕士学位论文. http://www.wanfangdata.com.cn/details/detail.do?_type=degree&id=Y668393
|
吕建雄, 林志远, 骆秀琴, 等. 2005. 红椎和西南桦人工林木材干缩特性的研究. 北京林业大学学报, 27(1): 6-9. DOI:10.3321/j.issn:1000-1522.2005.01.002 |
吕建雄, 骆秀琴, 蒋佳荔, 等. 2006. 红椎和西南桦人工林木材力学性质的研究. 北京林业大学学报, 28(2): 118-122. DOI:10.3321/j.issn:1000-1522.2006.02.021 |
TurnerJ C P, CownD J. 1999. 3种杨树木材机械加工性能的研究. 山东林业科技, (3): 12-17. |
Darrell W. 2002. Value added hardwood machining and processing. Aspen Valued Added Workshop Peace River, AB, Forintek Canada Corp.
|
Davis E M. 1962. Machining and related characteristics of united states hardwoods. Technical Bulletin, 1267.
|