



超高频脉冲电弧收缩显著[1],与常规电弧相比,其能量密度、挺度及电弧力均大幅增长,研究表明超高频脉冲电弧焊(UHFP-AW,Ultra High Frequency Pulsed Arc Welding)可改善焊缝组织形貌[2],提高接头力学性能[3, 4].熔池流动受电弧行为影响,且与凝固组织结晶联系紧密,是电弧焊基础研究的关键.
焊接熔池是复杂的流体系统,浮力、电磁力、表面张力和等离子流力是熔池流动的主要驱动力,它们在熔池内部产生不同的流体运动形式,直接决定了熔池的尺寸形貌.研究表明,熔池形貌及焊缝成型是各驱动力共同作用的结果,其中电磁力和表面张力是熔池流动的主要驱动力[5, 6, 7].计算表明,电磁力将引起熔池内部自激搅拌作用,同时引发向中心聚拢、向下流动的流体状态,易形成深而窄的焊缝;表面张力是熔池流动性的决定性因素,受熔池液态金属表面性质影响较大[8];此外,还有研究验证了电弧力对熔池几何形貌的作用[9, 10].从20世纪80年代开始,学者们相继提出并接受熔池中2个环流并存的双环流模式,分别由电磁力和表面张力驱动,各自驱动的环流流向相反,并共同影响熔池流动状态[11, 12].若其中熔池内部电磁搅拌增强[13]或表面张力增大,则熔池金属流动性提高.
在前期电弧行为研究的基础上[14],本文拟围绕超高频脉冲焊接电弧力增大的试验事实,分析其对熔化金属流体流动方式、速度、热流分布等流动行为的影响,完成超高频脉冲电弧焊熔池流动行为机理研究,其结果将为控制焊缝质量、优化工艺参数提供理论支撑.
1 试验设备及方法
超高频脉冲电弧焊接电流波形如图 1所示.电弧力可通过精密测力传感器(0.01 g)获得.熔化金属表面流动状态监测将基于Mega Speed高速摄像机(MS75k,满幅最大采样频率6 kHz)+滤光镜+广角可调减光镜完成,熔池流动监测如图 2所示.
 |
| Ib—脉冲基值电流;Ipc—脉冲电流幅值;Ip—脉冲电流; tb—基值电流作用时间;tp—脉冲电流作用时间.图 1 超高频脉冲电弧焊接电流波形Fig. 1 Current waveform of ultra high frequency pulsed arc welding |
 |
| 图 2 熔池流动监测Fig. 2 Surveillance for motel fluid |
电极为Φ2.4 mm铈钨W-2%Ce,平均电流80 A,电极顶端与工件表面距离7 mm,保护气为99.99%普通氩气,流量12 L/min.在监测过程中,工件运动状态为:①随工作台在x方向静止;②随工作台在x方向恒速(v=50 mm/min)平动.瞬态流动行为监测使用5 mm厚0Cr18Ni9Ti奥氏体不锈钢为母材金属,理论分析涉及同样规格的不锈钢及2.5 mm厚Ti-6Al-4V钛合金平板.
2 试验结果 2.1 熔化金属流动行为——定点
图 3为熔化金属表面流动行为——定点,即50幅/s采样频率下熔化金属流动瞬态行为,采样时间间隔为0.02 s.通过连续拍摄的动态行为可观测到液体表面流体从中心向边缘呈辐射状流动.监测发现,这一结果在常规电弧焊及UHFP-AW中均存在,这与表面张力的作用规律相符,即在常规条件下(表面张力温度梯度dγ/dT<0),金属流体从表面张力较小的熔池中心(温度较高)流向表面张力较大的边缘(温度较低).
 |
| 图 3 熔化金属表面流动行为——定点Fig. 3 Flow behavior on surface of molten metal—fixed point |
进一步通过熔池表面氧化膜杂质运动可估算表面流体流动速度,熔化金属表面流动速度估算如图 4所示.由于推力矩作用,长条形物体在金属流体推动下的受迫运动多呈旋转状态,不利于通过位移推算流速,故选择自身体积较小的杂质作为参考目标,不同时刻杂质所在位置可通过图 4中的标注点标明.由不同时刻点的位移量可估算各个采样时间间隔内物体受迫运动的速度.结果表明,表面张力推动液态金属表面杂质运动的平均速度约为15.76 cm/s,靠近边缘时运动速度明显大于熔池中心部位处的运动速度,这与表面张力的作用机理相吻合.但这一流速仅可用于表征密度与母材金属类似的杂质受表面张力环流驱动时所表现出的宏观速度,若考虑杂质自身受迫流动机制及其流动阻力,则表面液态金属流体流动的峰值速度可能成倍增长,并将出现在熔池边缘位置.
 |
| 图 4 熔化金属表面流动速度估算Fig. 4 Calculation for velocity of fluid on surface of molten metal |
在常规电弧焊条件下监测工件以恒速(50 mm/min)单一自由度平动时熔池表面金属流动状态,熔化金属表面流动行为——恒速平动结果如图 5所示.从初始时刻(t=0 s)开始,熔池金属自液面中心位置向尾部流动(与工件平动方向一致),至固液界面处流向两侧,一部分流体及氧化物杂质被推送至熔池侧边缘(t=0.04 s),其他液态金属快速流向熔池前端(t=0.06 s),受前端固液界面阻挡,向熔池两侧沉积凝固(t=0.08 s).在此过程中,液面仍存在由中心向边缘发散的流体流向,与2.1节定点熔池流动行为类似,这一流动方式将液面附近的氧化物杂质输送至熔池边缘.
 |
| 图 5 熔化金属表面流动行为——恒速平动Fig. 5 Flow behavior on surface of molten metal—constant movement |
已有的研究表明,常规电弧焊熔池流体集中于表面,即表面张力驱动下的Marangoni对流,熔池流体流动状态模拟如图 6所示.其中f为脉冲频率.表面张力系数为负时,流体在熔池表面由中心流向边缘,易形成浅而宽的焊缝,此时由于电弧力较小,熔池表面沉降可忽略不计,电弧行为对液态金属流动状态几乎无影响;受UHFP-AW电弧力影响,熔池金属呈现显著的双环流流动模式,如图 7所示,在较大电弧力作用下,电弧在熔池表面的作用点下移,熔池内部轴向驱动力作用加强,由中心向下的环流增强.
 |
| 图 6 熔池流体流动状态模拟Fig. 6 Simulation for fluid status in molten pool |
 |
| 图 7 UHFP-AW双环流流动模式Fig. 7 UHFP-AW double circulations mode |
与常规电弧焊接相比,UHFP-AW电弧力增长显著,该结果在奥氏体不锈钢及Ti-6Al-4V钛合金试验中均得到验证.针对不锈钢的研究成果表明,较大的电弧力将在熔池液面造成沉降变形,可能对熔池金属流动产生重要作用,类似地,本节将以2.5 mm厚Ti-6Al-4V钛合金为对象分析电弧力、表面张力、变形流体重力、液面压力差等因素的平衡条件,从而研究UHFP-AW熔池流动行为与电弧行为之间的关系.分析过程将采用圆弧变形假设,受迫变形面在空间存在虚拟原点O,由此产生虚拟半径R,熔池表面凹陷变形几何关系如图 8及式(1)所示.
 |
| h—表面凹陷深度;r—凹陷最大处半径(假设为焊缝熔宽的1/2); θ—球冠中心半角;α—球冠顶半角.图 8 熔池表面凹陷变形几何关系Fig. 8 Geometry of surface depression on surface of molten pool |

在焊接过程中,熔池表面若出现沉降变形,则电弧与液态金属的交界面将处于平衡状态,如图 9所示,此处涉及的力包括电弧力、排开液体的重力、表面张力、凹陷变形所造成的液面压力差等.
 |
| h—表面凹陷深度;r—凹陷最大处半径(假设为焊缝熔宽的1/2); θ—球冠中心半角;α—球冠顶半角.图 9 凹陷液面交界处力平衡Fig. 9 Force balance of surface depression |
当液态金属流体表面在电弧力作用下出现凹陷变形时,球冠部分(如图 8所示)排开液态金属体积可由式(2)计算,进而可据此计算排开液体的重力,在焊接过程中,该重力将驱使被排开的液态金属复原,从而使得熔池表面恢复为平面.因此,这一重力在液面交界处将沿法线方向竖直向上,与电弧力方向相反.

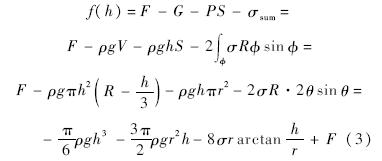
表面张力沿交界面切向对液态金属产生向边缘的拉力,并以电弧中心轴线为对称轴,促使液面恢复平面状态;根据经典物理理论,液面压力差可通过排开部分液体的压强及作用面积计算,其作用趋势与重力的类似.由此,将式(1)、式(2)代入力平衡方程(f(h)=0)可得式(3),通过求解即可计算不同电弧力条件下,Ti-6Al-4V钛合金熔池表面凹陷深度h[15].
分析式(3)可知,方程f(h)的零解即为液态金属液面沉降的深度,表面凹陷变形近似计算结果如表 1所示.在钛合金母材条件下,常规电弧焊熔池表面凹陷深度为0.12 mm,这与焊缝熔透率较低的试验结果相一致;20,40 kHz条件下液面沉降深度至少增加了2.5倍,这将使得熔池流体呈现双环流流动状态,有利于电弧热量向熔池底部输运.
脉冲频率f/kHz | 电弧力F/mN | 熔宽W/mm | 熔深D/mm | 表面凹陷深度h/mm |
| 0 | 1.79 | 4.16 | 2.29 | 0.12 |
| 20 | 4.19 | 3.10 | 1.75 | 0.31 |
| 40 | 7.00 | 2.77 | 1.85 | 0.53 |
1) 熔池表面流体在表面张力驱动下由熔池中心流向边缘,最大流动速度出现在熔池边缘,监测结果至少大于30 cm/s,UHFP-AW可能具有更大的流动速度.
2) 以钛合金为母材金属,分析并计算了电弧力造成的熔池表面凹陷,20 kHz,40 kHz条件下UHFP-AW所得液面沉降深度为常规电弧焊的2.5倍以上.
| [1] | Ghosh P K, Dorn L,Hübner M,et al.Arc characteristics and behavior of metal transfer in pulsed current GMA welding of aluminum alloy[J].Journal of Materials Processing Technology,2007,194(1):163-175. |
| Click to display the text | |
| [2] | Yang M X,Qi B J, Cong B Q,et al.Effect of pulse frequency on microstructure and properties of Ti-6Al-4V by ultrahigh-frequency pulse gas tungsten arc welding[J].The International Journal of Advanced Manufacturing Technology,2013,68(1-4):19-31. |
| Click to display the text | |
| [3] | 从保强,齐铂金, 周兴国.超快变换高频变极性方波TIG电弧行为[J].焊接学报,2009,30(6):87-90. Cong B Q,Qi B J,Zhou X G.TIG arc behavior of ultra fast-convert high-frequency variable polarity square wave[J].Transactions of the China Welding Institution,2009,30(6):87-90(in Chinese). |
| Cited By in Cnki (9) | |
| [4] | Onuki J,Anazawa Y, Nihei M,et al.Development of a new high-frequency,high-peak current power source for high constricted arc formation[J].Japanese Journal of Applied Physics,2002,41(9R): 5821-5826. |
| Click to display the text | |
| [5] | Kim W H, Na S J.Heat and fluid flow in pulsed current GTA weld pool[J].International Journal of Heat and Mass Transfer,1998,41(21):3213-3227. |
| Click to display the text | |
| [6] | Kumar A, DebRoy T.Calculation of three-dimensional electromagnetic force field during arc welding[J].Journal of Applied Physics,2003,94(2):1267-1277. |
| Click to display the text | |
| [7] | Tsai M C, Kou S.Electromagnetic force induced convection in weld pool with a free surface:a model is developed to predict heat transfer,fluid flow and pool shape in GTAW[J].Welding Journal,1990,69(6):241-246. |
| Click to display the text | |
| [8] | 李冬杰,陆善平, 李殿中,等.TIG焊接过程中熔池对流形式的示踪分析[J].焊接学报,2011,32(8):45-48. Li D J,Lu S P,Li D Z,et al.Tracer investigation of convection in weld pool under TIG welding process[J].Transactions of the China Welding Institution,2011,32(8):45-48(in Chinese). |
| Cited By in Cnki (5) | |
| [9] | Ko S H, Yoo C D,Choi S K.Effects of surface depression on pool convection and geometry in stationary GTAW[J].Welding Journal,2001,80(2):39-45. |
| Click to display the text | |
| [10] | 赵明,武传松, 胡庆贤.TIG焊接熔透熔池形状和表面变形的数值模拟[J].机械工程学报,2006,42(10):203-213. Zhao M,Wu C S,Hu Q X.Numerical simulation of penetrated weld pool geometry and surface deformation in TIG welding[J].Journal of Mechanical Engineering,2006,42(10):203-213(in Chinese). |
| Cited By in Cnki (17) | |
| [11] | Kou S,Sun D K. Fluid flow and weld penetration in stationary arc welds[J].Metallurgical Transactions A,1985,16(2):203-213. |
| Click to display the text | |
| [12] | Oreper G M, Szekely J.A comprehensive representation of transient[J].Metallurgical Transactions A,1987,18(7):1325- 1332. |
| Click to display the text | |
| [13] | Atthey D R. A mathematical model for fluid flow in a weld pool at high currents[J].Journal of Fluid Mechanics,1980,98(4):787-801. |
| Click to display the text | |
| [14] | Yang M X,Qi B J, Cong B Q,et al.Study on electromagnetic force in arc plasma with UHFP-GTAW of Ti-6Al-4V[J].IEEE Transactions on Plasma Science,2013,41(9):2561-2568. |
| Click to display the text | |
| [15] | Yang M,Yang Z, Cong B,et al.A study on the surface depression of the molten pool with pulsed welding[J].Welding Journal,2014,93(8):312-319. |
| Click to display the text |